Изобретение относится к обработке металлов давлением и может быть использовано при создании оборудования для обработки крупногабаритных заготовок.
Известен гидравлический пресс для производства крупногабаритных трубных заготовок методом прессования, содержащий станину в виде двух неподвижных поперечин, соединенных колонками, подвижную травер.су с Т-образными пазами для крепления инструмента, рабочий и,возвратные цилиндры, а также контейнеродержательх о сквозным центральным отверстием, размещенный между подвижной траверсой и поперечиной и имеющий привод от гидроцилиндров прямого и обратного хода 1. ,
Недостатком известного пресса является его узкая специализация по осуществляемому на нем технологическому процессу прессования трубных заготовок и невозможность выполнения другого вида операций, например штамповки дисков и т. п.
Целью изобретения является расширение технологических возможностей пресса путем увеличения рабочего усилия и операций штамповки..
Поставленная цель достигается тем, что гидравлический пресс, содержащий станину в виде двух поперечин, соединенных с Т-образными пазами, а также ко нтей нероде ржатель с приводом его перемещения и сквозным центральным отверстием, размещенный
между подвижной траверсой и одной из
поперечин, снабжен проставкои, размещенной в центральном отверстии контейнеродержателя, выполненной в виде монолитного цилиндра с фланцами, а на торцовых поверхностях проставки выполнены Т-образные пазы для ее крепления к подвижной траверсе и к одному из инструментов.
На чертеже показан пресс, общий вид.
Пресс содержит рабочий 1 и возвратный 2 гидроцилиндры, установленные в верхней неподвижной поперечине 3, которая посредством колонн 4 соединена с нижней поперечиной 5. По колоннам 4 имеют возможность перемещения подвижная траверса 6 и контейнеродержатель 7, приводящийся в движение от гидроцилиндров 8 и 9. В контейнеродержателе 7 установлена проставка 10 в виде монолитного цилиндра с фланцем И. На торцовых поверхностях проставки 10 и фланца 11 выполнены пазы 12 и 13,
с помощью которых к проставке крепится инструмент 14, а проставка крепится к траверсе 6. Нижняя поперечина 5 также имеет пазы 15 для креггления инструмента 16. Между инструментами 14 и 16 устанавливается заготовка 17.
Работа пресса осуществляется в следующей последовательности.
При необходимости прессования трубных заготовок проставка 10 извлекается из траверсы 6 и на ее место устанавливается контейнер, на нижнюю /поперечину устанавливается матрица, а к подвижной траверсе крепится пуансон. Контейнер опускается на заготовку и производится прессование пуансоном. При этом заготовка входит и извлекается через центральное отверстие в поперечине 5. В случае необходимости можно получать на прессе другие крупногабаритные заготовки, например, типа дисков, при этом вместо контейнера устанавливается проставка 10, которая крепится к траверсе 6. К торцу фланца 11 и к поперечине 5 крепятся инструменты 14 и 16, а между ними устанавливается заготовка 17. При перемещении траверсы 6 вниз осуществляется обработка заготовки 17. С этой целью в рабочий цилиндр 1 и цилиндр 8 контейнеродержателя 7 подается жидкость под высоким давлением. При этом на рабочий инструмент при осадке через проставку 10 передается усилие, развиваемое рабочим цилиндром 1 и через фланец 11 усилие, развиваемое цилиндром 8 контейнеродержателя 7. Поскольку эти усилия суммируются, получается возможность штамповки крупногабаритных заготовок различной номенклатуры, например типа дисков. После осуществления рабочего хода жидкость под давлением подается в возвратный цилиндр 2, в результате чего осуществляется подъем траверсы 6 с контейнеродержателем 7 проставки 10 и инструментом 14. Готовая заготовка 17 удаляется любым из известных способов.
Таким образом, на предлагаемом прессе можно осуществлять различные технологические процессы, например прессование труб и штамповку длины.
Экономический эффект от внедрения изобретения обеспечивается за счет расширения номенклатуры изготавливаемых на прессе деталей.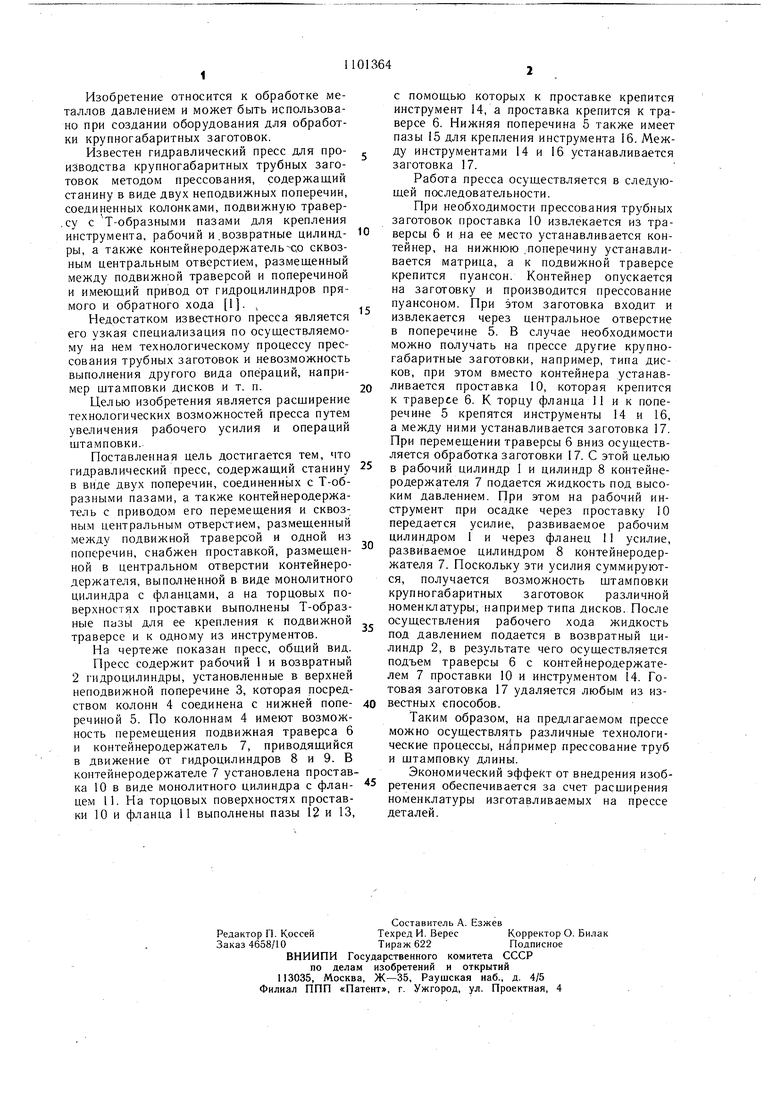
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2349457C1 |
| Пресс для получения панелей прессованием | 1990 |
|
SU1712022A1 |
| Гидропресс для прессования панелей | 1988 |
|
SU1574309A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРУТКОВОПРОФИЛЬНЫЙ ПРЕСС | 2003 |
|
RU2256520C1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| СЕКЦИОННАЯ СТАНИНА МНОГОПОЗИЦИОННОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 2014 |
|
RU2568233C1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
ГИДРАВЛИЧЕСКИЙ ПРЕСС, содержащий станину в виде двух поперечин, соединенных колоннами, подвижную траверсу с Т-образными пазами, рабочий и возвратный цилиндры, а также комтейнеродержатель с приводом его перемещения и сквозным центральным отверстием, размещенный между подвижной траверсой и одной из поперечин, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения рабочего усилия и выполнения операций штамповки, он снабжен проставкой, размещенной в центральном отверстии контейнеродержателя, выполненной в виде монолитного цилиндра с фланцем, а на торцовых поверхностях проставки выполнены Т-образные пазы для ее крепления к подвижной траверсе и к одному из инструментов. (Л со о 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 0 |
|
SU360127A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
