Изобретение относится к железнению с целью восстановления изношенных деталей машин и повышения сопротивления их механическому износу.
Известен электролит железнения, содержащий хлористое железо, дигидразид семикарбазиддиуксусной кислоты и соляную кислоту [1]. Основным недостатком этого электролита является его относительно низкая скорость осаждения по сравнению с предлагаемым.
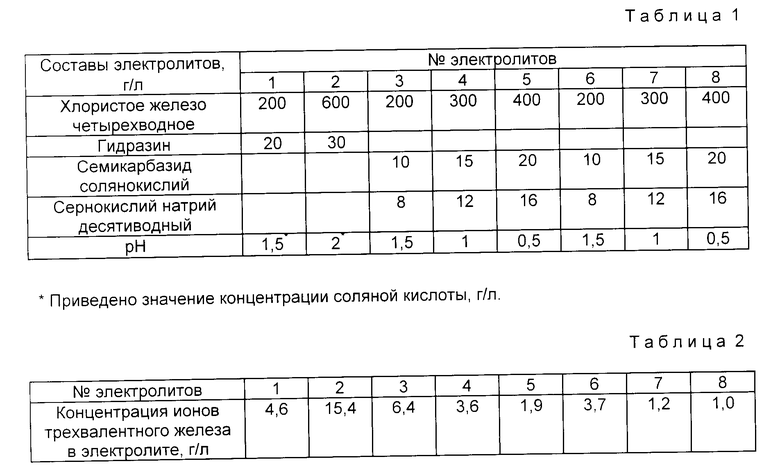
Наиболее близким к изобретению является электролит следующего состава, г/л: хлорид железа (II) (кристаллогидрат) 200-600; соляная кислота 1,5-2,0; гидразин 20-30. Температура электролиза 40-60oC, катодная плотность тока 30-60 А/дм2 [2]. По мнению авторов гидразин препятствует накоплению в электролите ионов трехвалентного железа за счет его восстановительных свойств.
Недостатком известного электролита является относительно низкая стабильность. Несмотря на присутствие в электролите гидразина, наблюдается окисление двухвалентного железа до трехвалентного.
Задачей изобретения является создание стабильного в работе и при хранении высокопроизводительного электролита для электроосаждения железных покрытий.
Решение задачи достигается тем, что в электролит, содержащий хлорид железа (II), соляную кислоту, дополнительно вводят семикарбазид солянокислый (NH2CONHNH2•HCl) и сульфат натрия. Первая из добавок выполняет роль восстановителя и эффективного стабилизатора коллоидных соединений золей оксигидратов железа; вторая - придает коллоидным частицам преимущественно сферическую форму и монодисперсность [3], а это в свою очередь приводит к облегчению восстановления дисперсной фазы на катоде до металла.
Предлагаемый электролит имеет следующий состав, г/л:
Хлорид железа (II) четырехводный - 300 - 400
Семикарбазид солянокислый - 15 - 20
Сульфат натрия десятиводный - 12 - 16
Соляная кислота - до pH 0,5 - 1,0
Температура электролиза 40-60oC, рабочие катодные плотности тока 40-80 А/дм2.
Раствор хлористого железа получают растворением железных стружек в соляной кислоте. Величину pH доводят в кислую область раствором соляной кислоты, в щелочную - 10%-ным раствором гидроксида натрия. В качестве анода можно использовать сталь марки Ст3. Анализ электролита на содержание ионов железа (II) и железа (III) производят перманганатометрическим титрованием, содержание сульфат-ионов определяют осаждением хлоридом бария. Корректировку по содержанию семикарбазида солянокислого производят после появления первых частиц оксигидратов железа введением половинного количества от указанного в рецепте.
Устойчивость электролита подтверждена стабильной работой электролита при пропускании 100 A•ч/л. При этом не замечены признаки появления соединений трехвалентного железа. Составы электролитов и результаты анализа, проведенного после 130-дневного хранения электролитов, приведены в табл. 1, 2.
Концентрации компонентов электролита определены экспериментально. При выходе концентрации железа за нижнюю границу наблюдается слегка заметное ухудшение качества осадков. Электролиз при высоких концентрациях железа в горячих электролитах нецелесообразен из-за энергозатрат. Низкие значения pH могут привести к снижению выхода по току металла и бурному выделению водорода, ведущего к питтингообразованию и наводораживанию покрытий; высокие значения pH приводят к дестабилизации электролита. Понижение концентрации семикарбазида солянокислого и сульфат-ионов тоже приводит к появлению в электролите нерастворимых соединений железа (III), однако и высокая концентрация сульфатов приводит к тому же. Ион сульфата при большой концентрации его в растворе ускоряет коагуляцию дисперсных систем оксигидратов, присутствующих в электролите в виде коллоидов и тонких взвесей. Увеличение концентрации семикарбазида солянокислого приводит к уменьшению выхода по току железа и потемнению осадка. При понижении температуры ниже 40oC осаждаются шелушащиеся покрытия; при высоких температурах увеличиваются энергозатраты. Понижение плотности тока ниже 40 А/дм2 приводит к легкому отслаиванию осадков.
Пример 1. Электроосаждение проводили из электролита состава,г/л: хлорида железа (II) четырехводный 300; семикарбазид солянокислый 15; сульфат натрия десятиводный 12; pH 1,0 при температуре 40oC на катод из стали марки Ст3. В процессе электролиза были получены плотные, хорошо сцепленные с основой железные покрытия толщиной до 0,3 мм.
Пример 2. Электроосаждение проводили из электролита состава, г/л: хлорид железа (II) четырехводный 350; семикарбазид солянокислый 17,5; сульфат натрия десятиводный 14; pH 0,75, при температуре 50oC. Полученные покрытия аналогичны рассмотренным выше.
Пример 3. Электроосаждение проводили из электролита состава, г/л: хлорид железа (II) четырехводный 400; семикарбазид солянокислый 20; сульфат натрия десятиводный 16; pH 0,5, при температуре 60oC. В интервале от 40 до 80 А/дм2 получены хорошо сцепленные плотные покрытия.
Во всех рассмотренных выше случаях покрытия толщиной до 0,3 - 0,5 мм получались качественными, хорошо сцепленными с основой. Микроскопические исследования показали отсутствие микротрещин (увеличение 487x). Микротвердость полученных покрытий достигает 6,5 ГПа.
Используемые источники:
1. Авторское свидетельство СССР 1613508, кл. C 25 D 3/20, 1990.
2. Авторское свидетельство СССР 346388, кл. C 23 B 5/04, 1972.
3. Matjevic Egon. Preparation and properties of monodispersed metal hydrous oxide latices. - Trends in Electrochemistry, 1976, p. 191.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 1994 |
|
RU2082834C1 |
| ЭЛЕКТРОЛИТ ЖЕЛЕЗНЕНИЯ | 2008 |
|
RU2379381C1 |
| ЭЛЕКТРОЛИТ ЦИНКОВАНИЯ | 1994 |
|
RU2089676C1 |
| ПИРОФОСФАТНЫЙ ЭЛЕКТРОЛИТ ДЛЯ НАНЕСЕНИЯ СПЛАВА ОЛОВО-ЦИНК | 2005 |
|
RU2292408C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРЕДВАРИТЕЛЬНОГО ЖЕЛЕЗНЕНИЯ | 1995 |
|
RU2088700C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ НИКЕЛЕВЫХ ПОКРЫТИЙ | 1998 |
|
RU2131950C1 |
| Способ гальванического железнения стальных деталей | 2018 |
|
RU2689341C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ ХРОМ-КОБАЛЬТ | 1998 |
|
RU2130091C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ЖЕЛЕЗО-НИКЕЛЬ-ХРОМ НА ИЗНОШЕННЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ С ПОМОЩЬЮ РЕВЕРСИВНОГО ТОКА | 2021 |
|
RU2775586C1 |
| Способ нанесения гладких гальванических железных покрытий в проточном электролите с крупными дисперсными частицами | 2018 |
|
RU2690773C1 |
Изобретение относится к области нанесения электрохимических покрытий, в частности железных, и может быть использовано для восстановления изношенных деталей машин. Электролит железнения содержит, г/л: хлорид железа (II) 4-водный 300-400; семикарбазид солянокислый 15-20; сульфат натрия 10-водный 12-16 и соляная кислота до рН 0,5-1,0. Нанесение покрытий осуществляют при 40-60oC, рабочих плотностях тока 40-80 А/дм2. Использование электролита позволяет повысить стабильность электролита при его работе и хранении. 2 табл.
Электролит для электроосаждения железных покрытий, содержащий хлорид железа (II), соляную кислоту и стабилизирующую добавку, отличающийся тем, что он дополнительно содержит сульфат натрия, а в качестве стабилизирующей добавки - семикарбазид солянокислый при следующем соотношении компонентов, г/л:
Хлорид железа (II) 4-водный - 300 - 400
Семикарбазид солянокислый - 15 - 20
Сульфат натрия 10-водный - 12 - 16
Соляная кислота - До рН 0,5 - 1,0
| SU, авторское свидетельство, 1613508, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| SU, авторское свидетельство, 346388, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
