Изобретение относится к области нанесения тонких высококачественных железных покрытий электролитическим способом и может найти применение в радиоэлектронной промышленности, а также в других, требующих получения тонких пленок либо нанесения подслоя железа в процессах, при создании магнитной памяти высокой плотности и изготовлении специальных изделий.
Известен электролит железнения, содержащий хлористое железо и янтарную кислоту [Патент №823471, 1981 г., SU - аналог].
Недостатком данного электролита является необходимость проведения процесса в кислой среде, ведущего к стравливанию материала поверхности, что ухудшает качество поверхности готового изделия. Кроме того, высокий расход хлористого железа ведет к дополнительным экономическим затратам.
Известен электролит железнения, содержащий фторборат железа, фторид натрия и изопропиловый спирт [Патент №1380284 A1, 1986 г., SU - аналог].
Недостатком данного электролита является необходимость проведения процесса при низком pH среды, что ведет к стравливанию материала поверхности, что ухудшает качество покрытия. Кроме того, использование токсичных компонентов данного электролита негативно влияет на окружающую среду.
Наиболее близким к заявляемому изобретению по достигаемому техническому результату является электролит для предварительного железнения, содержащий при следующем соотношении компонентов, г/л:
[Патент №2088700 C1, 1997 г., RU - прототип].
Использование известного электролита позволяет получить достаточно тонкие покрытия, однако применение в составе электролита аммония щавелевокислого и ацетилсалициловой кислоты оказывает определенное, но недостаточное влияние на его выравнивающие свойства. На структуру получаемого покрытия негативное влияние оказывают «краевые эффекты» с образованием неровных поверхностей. Покрытия получаются тусклые, довольно быстро окисляющиеся, при этом образование ионов Fe3+ сильно снижает стабильность электролита.
Кроме того, использование в качестве анодов железных электродов приводит к увеличению концентрации железа, что уменьшает стабильность электролита, а сам процесс электролиза протекает при высокой температуре.
Технической задачей заявляемого электролита является получение тонких высококачественных равномерных по толщине железных покрытий за счет улучшения выравнивающих свойств электролита при низком выходе железа по току.
Поставленная техническая задача решается тем, что электролит железнения, содержащий сернокислое железо (II), дополнительно содержит пирофосфат калия и гидроксид натрия при следующем соотношении компонентов, г/л:
Пирофосфат калия представляет собой основную комплексообразующую добавку, применение которой позволяет увеличить выравнивающую способность электролита при получении сверхтонких пленок 10-500 нм электрохимическим путем. Пирофосфатный электролит с избытком ионов пирофосфата хорошо выравнивает растущие пленки, снижая возможное влияние неровностей структуры электрода и краевых эффектов при электролизе. При этом выделение железа происходит из шестизарядных пирофосфатных комлексных ионов Fe(P2O7)2 6-:
Fe(P2O7)2 6-+2е-→Fe+2P2O7 4-, в растворе могут находиться и другие, в т.ч. смешанные комплексные соединения.
Использование гидроксида натрия как ПАВ препятствует восстановлению комплексов железа, снижает выход металла по току и также усиливает эффект выравнивания покрытия по площади осаждения, способствует получению блестящих поверхностей. Использование инертного анода, например платинового, позволяет избежать изменения концентрации железа, что дает возможность поддерживать выход металла по току на заданном низком уровне.
Таким образом, использование щелочного пирофосфатного электролита малой концентрации, а также использование инертных анодов способствует получению, в сравнении с прототипом, более тонких высококачественных и равномерных по толщине железных покрытий, что является новым техническим результатом заявляемого электролита.
Примеры конкретного исполнения.
Электролит для получения железных электролитических покрытий готовили на основе пирофосфата калия с небольшой добавкой гидроксида натрия.
Готовили несколько составов электролитов, отличающихся друг от друга содержанием сульфата железа (II), пирофосфата калия и гидроксида натрия. К раствору сульфата железа добавляли раствор пирофосфата калия. При этом соотношение между сульфатом железа и пирофосфатом калия брали равным 1:30, затем вводили раствор гидроксида натрия и доводили водой до требуемого объема. Процесс электроосаждения железа проводили при температуре t=30-35°C и плотности тока j=1,5-5 А/дм2.
В качестве катода брали медную фольгу площадью 0,25 дм2, а в качестве анода - платиновую пластину. Медные электроды перед электролизом химически полировались, декапировались и в электролит вводились под током. Для осуществления процесса использовали постоянный ток.
Выход по току рассчитывали по данным использования медного кулонометра. Толщина покрытия рассчитывалась стандартным весовым методом.
Для сравнения готовили электролит по прототипу при следующем соотношении компонентов, г/л:
Пример
Электролит готовили следующим образом: брали навеску сульфата железа (II) 7-водного FeSO4·7H2O (ч.) 13,9 г и растворяли в небольшом объеме воды, подкисленной 5 мл 10% серной кислоты H2SO4, общий объем доводили до 100 мл. На 1 л электролита брали 25 мл этого раствора, к нему добавляли 187,5 мл 2 М раствора пирофосфата калия, 30 мл 0,2 М раствора гидроксида натрия и общий объем доводили до 1 л дистиллированной водой. Раствор пирофосфата калия 2 М готовили растворением 330 г безводной соли (ЧДА) в 0,5 л воды. Раствор гидроксида натрия 0,2 М готовили из фиксанала 0,1 н. растворением его в 0,5 л воды. Полученный раствор подвергали электролизу при температуре t=30°C и плотности тока j=2,5 А/дм2. Показатель кислотности раствора электролита составил 10,3.
Были приготовлены несколько составов электролитов. Составы электролитов, а также зависимость качества и толщины пленок, выхода по току металла от соотношения концентраций сульфата железа и пирофосфата калия, гидроксида натрия приведены в таблице 1.
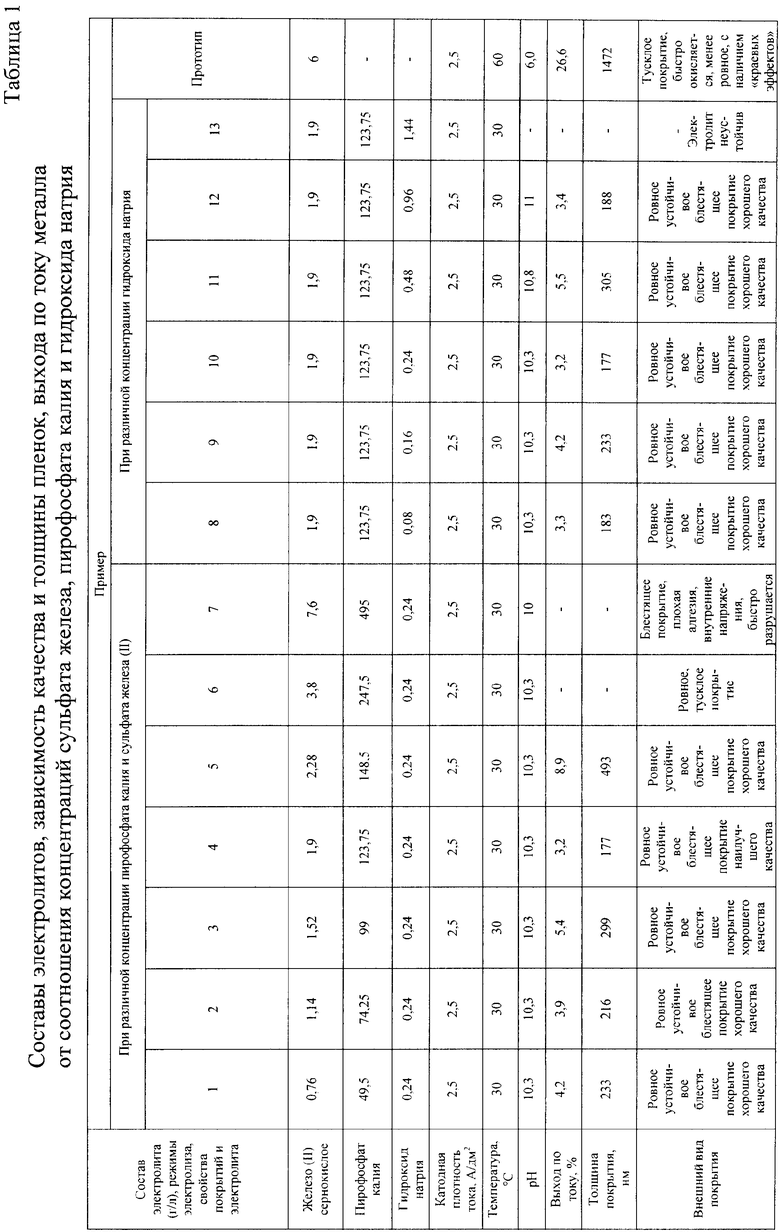
Из таблицы 1 видно, что наилучшие по блеску и равномерности покрытия получаются из электролита по примеру №4 при концентрации пирофосфата калия 123,75 г/л. Увеличение концентрации пирофосфата калия в электролите более 148,5 г/л приводит к значительному снижению качества получаемого покрытия за счет увеличения внутренних напряжений в полученном покрытии и уменьшения его адгезии к основе, а уменьшение концентрации пирофосфата калия в электролите ниже 49,5 г/л требует более частой корректировки состава электролита. Увеличение концентрации гидроксида натрия более 0,96 г/л резко снижает стабильность электролита (выпадает осадок), а уменьшение концентрации менее 0,08 г/л требует более частой корректировки его состава.
Зависимость качества и толщины покрытия от плотности тока приведены в таблице 2.
На основе зависимостей качества и толщины покрытий от катодной плотности тока видно, что наилучшие покрытия получаются при плотностях тока от 2,5 до 5 А/дм2. Увеличение плотности тока приводит к появлению на катоде пленки гидроксосоединений, что резко снижает качество покрытия.
Таким образом, из анализа представленных данных видно, что применение заявляемого электролита с использованием пирофосфата калия в качестве комплексообразующей добавки обеспечивает в сравнении с электролитом по прототипу получение более качественных тонких железных пленок.
Использование предлагаемого электролита позволяет получать тонкие наноразмерные качественные пленки железа 10-500 нм; практически исключить реакции растворения, происходящие в кислой среде, и таким образом снизить влияние pH электролита на поверхность осадка; использовать небольшое количество сульфата железа (II), а также проводить процесс в условиях низкой температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 1995 |
|
RU2110622C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРЕДВАРИТЕЛЬНОГО ЖЕЛЕЗНЕНИЯ | 1995 |
|
RU2088700C1 |
| ЭЛЕКТРОЛИТ ЖЕЛЕЗНЕНИЯ | 1994 |
|
RU2094541C1 |
| Способ гальванического железнения стальных деталей | 2018 |
|
RU2689341C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 1994 |
|
RU2082834C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ОЛОВО-ЦИНКОВЫХ ПОКРЫТИЙ | 2024 |
|
RU2840543C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ НИКЕЛЬ-ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 2010 |
|
RU2424380C1 |
| Электролит железнения | 1991 |
|
SU1818359A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ЖЕЛЕЗО-НИКЕЛЬ-ХРОМ НА ИЗНОШЕННЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ С ПОМОЩЬЮ РЕВЕРСИВНОГО ТОКА | 2021 |
|
RU2775586C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ СТАЛЬНОЙ ДЕТАЛИ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2021 |
|
RU2781400C1 |
Изобретение относится к области гальваностегии и может найти применение в радиоэлектронной промышленности и других областях, требующих получения тонких пленок, либо нанесения подслоя железа. Электролит содержит, г/л: железо (II) сернокислое 0,76-2,28; калия пирофосфат 49,5-148,5; гидроксид натрия 0,08-0,96. Технический результат: улучшение выравнивающих свойств электролита при низком выходе по току. 2 табл.
Электролит железнения, содержащий серно-кислое железо (II), отличающийся тем, что он дополнительно содержит пирофосфат калия и гидроксид натрия при следующем соотношении компонентов, г/л:
| ЭЛЕКТРОЛИТ ДЛЯ ПРЕДВАРИТЕЛЬНОГО ЖЕЛЕЗНЕНИЯ | 1995 |
|
RU2088700C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 1995 |
|
RU2110622C1 |
| Способ электролитического железнения | 1987 |
|
SU1468979A1 |

