Изобретение относится к восстановлению изношенных стальных деталей путем нанесения на их поверхность гальванических железных покрытий в проточном электролите.
Известен способ нанесения гальванических железных покрытий на поверхность изношенных деталей в проточном электролите с целью восстановления их геометрических размеров и упрочнения поверхности [1]. При этом восстанавливаемая деталь и растворимый анод помещаются в специальную электролитическую ячейку, через которую прокачивается электролит, в состав которого дополнительно включены твердые дисперсные частицы размером 1-10 мкм с целью повышения твердости и износостойкости покрытий.
Недостатками такого способа нанесения гальванических покрытий являются ненадежность процесса финишной электрохимической обработки поверхности детали перед нанесением покрытия, поскольку анодная обработка проводится в специальном или рабочем электролите. Скорость осаждения покрытий железа мала из-за необходимости поддержания невысокой катодной плотности тока в связи с быстрым обеднением прикатодного слоя электролита катионами и образования пленок гидрооксидов на восстанавливаемой поверхности. Кроме того, поверхность покрытия имеет недостаточную толщину из-за интенсивного образования дендритов в процессе электролиза.
Наиболее близким аналогом изобретения является способ нанесения гальванических покрытий на стальные детали в проточном электролите, включающий помещение восстанавливаемой детали и растворимого анода в электролитическую ячейку, подключение их к источнику тока плотностью более 1 кА/дм2, прокачку через электролитическую ячейку электролита, содержащего соль двухвалентного железа, соляную кислоту, а также твердые дисперсные частицы размером 100-300 мкм, при скорости гетерофазного потока 9-11 м/с, охарактеризованный в RU 2503751 С2, публ. 10.01.2014 [2]. В состав которого дополнительно включены крупные твердые дисперсные частицы размером 100-300 мкм с целью обеспечения активации поверхности за счет ее механической обработки в процессе электролиза и повышения производительности процесса за счет перемешивания раствора в приэлектродном слое и повышения предельной плотности тока. В процессе электролиза частицы такого размера не включаются в состав покрытия.
Недостатком этого способа является небольшая толщина гладких покрытий вследствие интенсивного протекания процесса образования дендритов при использовании электролита с дисперсными частицами при плотности катодного тока более 1 кА/дм2.
Задача изобретения - обеспечение химической полировки поверхности в процессе электролиза за счет введения в состав электролита железнения серной кислоты концентрацией 1-3 г/л.
Технический результат - увеличение максимальной толщины гладких покрытий.
Технический результат достигается тем, что нанесение гальванических железных покрытий на стальные детали в проточном электролите включает помещение восстанавливаемой детали и растворимого анода в электролитическую ячейку, подключение их к источнику тока плотностью более 1 кА/дм2, прокачку через электролитическую ячейку электролита, содержащего твердые дисперсные частицы размером 100-300 мкм, при скорости гетерофазного потока 9-11 м/с, при этом в электролит дополнительно вводят твердые дисперсные частицы размером 1-10 мкм и используют электролит, содержащий серную кислоту, при следующем соотношении компонентов, г/л:
Исследования по гальваническому железнению проводились в электролитах следующего состава:

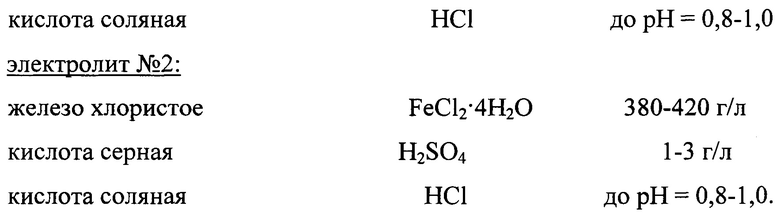
Электролит №2 отличался от электролита №1 тем, что в него дополнительно вводят серную кислоту с концентрацией 1-3 г/л. В обоих случаях электролиз проводился при катодной плотности тока более 1 кА/дм2 и скорости прокачки электролита через ячейку 9-11 м/с. При этом максимальная толщина гладких покрытий увеличивалась с 1,3±0,2 мм до 2,0±0,3 мм, а минимальная шероховатость Rz уменьшалась с 20 мкм до 10 мкм.
Проведенные исследования показали, что введение в проточный электролит железнения серной кислоты концентрацией 1-3 г/л позволяют получать более гладкие покрытия повышенной толщины.
Источники информации
1. Гурьянов Г.В. Электроосаждение износостойких композиций. Кишинев: Штиинца, 1986.
2. RU 2503751 С2, публ. 10.01.2014.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ СТАЛЬНОЙ ДЕТАЛИ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2021 |
|
RU2781400C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ | 2009 |
|
RU2416679C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2482225C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКИХ ФРАКТАЛЬНЫХ ПОКРЫТИЙ ЖЕЛЕЗА | 2005 |
|
RU2297474C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2119557C1 |
| Способ гальванического железнения стальных деталей | 2018 |
|
RU2689341C1 |
| ЭЛЕКТРОЛИТ-СУСПЕНЗИЯ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ДЕТАЛИ МАШИН, ВКЛЮЧАЮЩИЙ НАНОПОРОШОК НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА | 2009 |
|
RU2424382C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ СПЛАВОВ ЖЕЛЕЗО-НИКЕЛЬ | 2018 |
|
RU2694398C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2321688C2 |
Изобретение относится к области гальванотехники и может быть использовано для восстановления изношенных стальных деталей. Способ включает помещение восстанавливаемой детали и растворимого анода в электролитическую ячейку, подключение их к источнику тока плотностью более 1 кА/дм2, прокачку через электролитическую ячейку электролита, содержащего твердые дисперсные частицы размером 100-300 мкм, при скорости гетерофазного потока 9-11 м/с, при этом в электролит дополнительно вводят твердые дисперсные частицы размером 1-10 мкм, при этом используют электролит, содержащий серную кислоту, при следующем соотношении компонентов, г/л: железо хлористое FeCl2⋅4H2O 380-420, кислота соляная HCl рН=0,8-1,0, кислота серная H2SO4 1-3. Технический результат: увеличение максимальной толщины гладких покрытий.
Способ нанесения гальванических железных покрытий на стальные детали в проточном электролите, включающий помещение восстанавливаемой детали и растворимого анода в электролитическую ячейку, подключение их к источнику тока плотностью более 1 кА/дм2, прокачку через электролитическую ячейку электролита, содержащего твердые дисперсные частицы размером 100-300 мкм, при скорости гетерофазного потока 9-11 м/с, отличающийся тем, что в электролит дополнительно вводят твердые дисперсные частицы размером 1-10 мкм, при этом используют электролит, содержащий серную кислоту, при следующем соотношении компонентов, г/л:
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ЖЕЛЕЗНЫХ ПОКРЫТИЙ В ПРОТОЧНОМ ЭЛЕКТРОЛИТЕ С КРУПНЫМИ ДИСПЕРСНЫМИ ЧАСТИЦАМИ | 2011 |
|
RU2503751C2 |
| Приспособление к электрическим измерительным приборам для получения некоторой части шкалы измененных отклонений подвижной системы | 1925 |
|
SU8287A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ХОЛОДНЫМ ТВЕРДЫМ ЖЕЛЕЗНЕНИЕМ | 1999 |
|
RU2147629C1 |
| Способ восстановления изношенных стальных изделий | 1990 |
|
SU1740490A1 |

