Изобретение относится к электротехнике, а точнее к полимерному изоляторостроению, и может быть использовано для изготовления полимерных стеклопластиковых изоляторов и покрышек для станций, подстанций, сетей и электрофицированных железных дорог, в том числе для контактной сети.
Широкое применение полимерных изоляторов в электрических сетях ограничивается сложностью применяемых технологических процессов формирования ребристого защитного покрытия на цилиндрической основе из стеклопластика (стержнях, трубках). Многие фирмы используют технологию формирования защитного покрытия в разъемных пресс-формах, заполняя их материалом покрытия в исходном состоянии, обеспечивающем придание материалу нужной формы и последующую ее фиксацию. Однако при этом размеры изделий оказываются ограниченными, а необходимое оборудование - дорогим, что удорожает изделия и ограничивает объем их выпуска.
Известно устройство для формирования защитной ребристой оболочки, содержащее пресс-форму, стержень (цилиндрическая основа длиной 0,5 - 3,0 м), систему подачи рабочего материала и систему фиксации стержня в виде съемных опор (патент Франции N 21945557, МПК H 01 B 13/22, опубл. 1976 г.)
К недостаткам такого устройства следует отнести гибкость стержня, которая приводит к тому, что ребристая оболочка получается разнотолщинной, если опоры сняты до сброса давления или оболочка имеет отверстия, которые необходимо заделывать, если опоры убираются после сброса давления.
Известно устройство для формирования защитной ребристой оболочки, содержащее форму, имеющую плоскость разъема, параллельную оси стержня, длинный стержень, систему перемещения стержня вдоль оси и дополнительную пресс-форму для окончательного отверждения рабочего материала (авт. св. СССР N 1379810, МПК H 01 B 19/00, опубл. 1988 г.).
К недостаткам данного изобретения следует отнести снижение монолитности в стыках участков ребристой оболочки, ограниченность размеров оболочки.
Наиболее близким техническим решением, взятым нами за прототип, является устройство для формирования защитной ребристой оболочки, содержащее экструдер для подачи рабочего материала, цилиндрическую основу, систему ее перемещения, вкладыши и пресс-форму.
К недостаткам устройства следует отнести сложность оснастки, необходимость синхронизации всех операций: остановка стержня, смыкание пресс-формы, формирование ребра, размыкание пресс-формы, нанесение следующего участка и т. д. Отсутствие синхронизации приводит к неоднородности оребрения как по длине, так и по диаметру (авт. св. СССР N 1030862, МПК: H 01 B 19/00, опубл. 1985 г.).
К недостаткам известных устройств следует отнести необходимость изготовления громоздкого корпуса под вкладыши с большим диаметром ребер. При необходимости изготовления изолирующих конструкций с малым диаметром ребер (что встречается значительно чаще) приходится изготавливать новый корпус или использовать старый, но с новыми вкладышами, внешний диаметр которых соответствует посадочному месту большого корпуса, а внутренний - малым ребрам. При этом очевиден перерасход дорогой инструментальной стали для изготовления вкладышей. Излишнее количество металла резко снижает производительность устройства, которое работает в режиме нагрев-охлаждение, а большая тепловая инерция приводит к перерасходу энергии (электро или пара).
Техническим результатом изобретения является упрощение конструкции устройства, возможность нанесения защитной оболочки любых размеров, что достигается изменением конфигурации пресс-формы и использованием сменных вкладышей прямоугольной формы (с обязательным прямоугольным основанием и полированными вертикальными гранями).
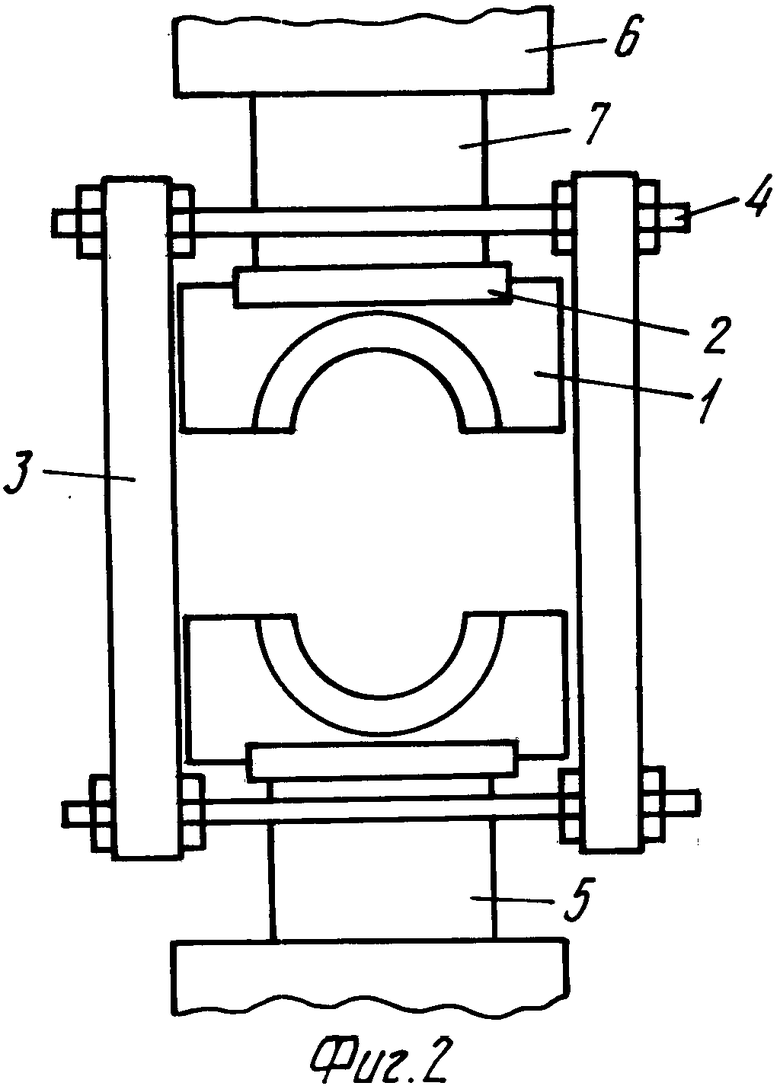
Основные черты устройства представлены на фиг. 1 и 2. Вкладыш 1 имеет поверхность, формующую ребро с межреберным участком и прямоугольные грани. Необходимое количество вкладышей собирается в пакеты, скрепляемые обоймой 2. Нижний пакет вкладышей крепится неподвижно между плоско-параллельными плитами 3, скрепляемыми стойками 4. Расстояние между плитами и их параллельность выставляется гайками в зависимости от размера вкладышей. Пресс-форма устанавливается на нижней плите пресса 5 с упором на нижний пакет вкладышей 1. Подвижная плита пресса 6 через паунсон 7 соединяется с верхним пакетом вкладышей, который может двигаться между плитами 3. На стержень навивается жгут из резиновой смеси необходимой массы, помещается между вкладышами, которые смыкаются, и нагревается до температуры вулканизации. Затем вкладыши размыкают и извлекается изделие. Избыточная пластическая масса выдавливается через верхние вкладыши 1 и верхнюю обойму 2, в которых выполнены отверстия. Существо изобретения заключается в том, что вместо корпуса неизменного размера, в который помещают вкладыши, и который каждый раз при переходе от одного размера к другому необходимо изготовить заново, использована система двух плоско-параллельных плит, причем в верхних вкладышах 1 и верхней обойме 2 выполнены отверстия (на фиг. 2 не показаны) для выхода излишнего пластичного материала. Кроме того, система нагрева и охлаждения выполнена в виде проточек (куда поступает вода или располагаются теплонагревательные элементы) и в плитах 3 и в прямоугольных частях вкладышей 1 (на фиг. 1,2 не показано).
Такое конструктивное решение позволяет при наборе сменных вкладышей формировать оболочки любого диаметра без изготовления корпусов под вкладыши и задавать любой режим вулканизации. Для экономии материала плиты 3 могут быть снабжены ребрами жесткости (на фигурах не показаны), которые одновременно будут нести функции радиатора (охлаждение).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ | 1995 |
|
RU2118859C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 2000 |
|
RU2178213C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 1998 |
|
RU2143760C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛОШНОГО ЗАЩИТНОГО РЕБРИСТОГО ПОКРЫТИЯ ДЛЯ ПОЛИМЕРНЫХ ИЗОЛЯТОРОВ | 1993 |
|
RU2080675C1 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ПЕРЕНАПРЯЖЕНИЯ | 2002 |
|
RU2211497C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| ЖЕЛЕЗОБЕТОННОЕ БЕЗРУЛОННОЕ ПОКРЫТИЕ | 1989 |
|
RU2023829C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
Использование: изобретение относится к электротехнике, а точнее к полимерному изоляторостроению, и может быть использовано для изготовления стеклопластиковых изоляторов и покрышек для станций, подстанций, сетей и электрофицированных железных дорог, в том числе для контактной сети. Сущность изобретения: устройство для формирования защитной ребристой оболочки содержит сменные вкладыши для формирования ребер, пресс-форму, выполненную в виде двух вертикальных плоско-паралелльных плит и двух обойм, и системы нагрева и охлаждения, выполненные в виде проточек в плитах и вкладышах. Указанные вкладыши выполнены с прямоугольными основанием и гранями и расположены между плитами. В верхних вкладышах и верхней обойме выполнены отверстия, совпадающие между собой. Изобретение позволяет упростить конструкцию устройства, дает возможность нанесения защитной оболочки любого размера. 2 ил.
Устройство для формирования защитной ребристой оболочки, содержащее сменные вкладыши для формирования ребер, пресс-форму и системы нагрева и охлаждения пластической массы, отличающееся тем, что пресс-форма выполнена в виде двух вертикальных плоскопараллельных плит и двух обойм, вкладыши выполнены с прямоугольными основанием и гранями и расположены между указанными плитами, причем в верхних вкладышах и верхней обойме выполнены отверстия, совпадающие между собой, а системы нагрева и охлаждения выполнены в виде проточек в плитах и вкладышах.
| SU, авторское свидетельство, 1030862, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
