Изобретение относится к галантерейной продукции, а именно к знакам отличия и различия, и может быть использовано для форменной одежды личного состава вооруженных сил и других потребителей.
Знаки различия - это знаки на форменной одежде для обозначения персональных воинских званий, принадлежности к виду вооруженных сил, роду войск, специальным войскам, службе и т. д. К знакам различия относят нагрудные и нарукавные знаки, знаки на головных уборах, кокарды, эмблемы, звездочки и т. п.
Например, известна кокарда, выполненная в виде выпуклой овальной розетки золотистого цвета с красной эмалевой звездой с изображением на ней молота и серпа. Для маршалов и генералов кокарда имела поле золотистого цвета, для офицеров - поле белого цвета [1].
Эмблема, например, может также представлять собой либо вставку, либо выпуклое символическое изображение, отражающее определенное понятие и обозначающее принадлежность военнослужащих и различного военного имущества к соответствующим воинским подразделениям.
Известно, что знаки отличия и знаки различия могут быть изготовлены из металлических сплавов, а также из пластмасс [1].
Производство галантерейных изделий, изготавливаемых из эмульсионных порошков, сополимеров и других пластиков, как правило, включает несколько этапов. В зависимости от конструкции изделий их изготавливают либо механическим путем, либо прессованием, либо литьем. При механическом способе изготовления, т. е. при изготовлении из ронделей (круглых заготовок), обработку ведут на обточных станках, либо штампованием, при этом прессованные изделия вырезают из карт и освобождают от облоя, литые освобождают от литников.
После механической обработки пластмассовых деталей на их поверхности остаются следы - различного рода риска, острые углы, а поверхность получается матовой и на ощупь она шероховатая.
Для ликвидации этих недостатков изделия обрабатывают методом галтования с последующим полированием на специальных полировальных станках с применением шлифующих и полирующих паст [2].
Однако изделия, изготовленные из различного рода полимеров, не обладают необходимой износостойкостью и не могут быть применены в одежде с высоким коэффициентом использования, какой является, например, как сказано выше, форменная одежда. Полимерные изделия довольно быстро изнашиваются, а рельефы теряют свою выразительность.
Наиболее близким к изобретению по назначению, технической сущности и достигаемому результату при использовании является знак различия, содержащий корпус, на лицевой поверхности которого выполнен рельеф защищенный покрытием, а также средство для крепления [3], при этом используют анодно-окисное покрытие в сочетании с лакокрасочным.
В соответствии с отраслевым стандартом корпус таких знаков различия изготавливают из стали, алюминия, латуни или сплавов на их основе. Только для гаек допустимо использовать полиэтилен низкого и высокого давления. При этом присоединение средств крепления к корпусу допустимо механическим способом (запрессовкой), методом сварки или пайки.
К знакам различия предъявляют определенные требования в отношении прочности крепления на отрыв клямеров, которая должна соответствовать допустимой нагрузке не менее 98 H, клямеры должны выдерживать пятикратное разгибание без трещин и разрушений, анодно-окисное покрытие должно быть сплошным и стойким к истиранию, а лакокрасочное покрытие знаков должно быть стойким к коррозии.
Однако знаки различия, изготовленные в соответствии с требованиями отраслевого стандарта, в реальной жизни быстро теряют свой первоначальный вид: тускнеют, истираются, рельефы теряют свою выразительность, что отрицательно сказывается на внешнем виде формы. Кроме того, изготовление корпуса из металла не позволяет разнообразить рельеф, так как мелкие детали плохо прорабатываются, что также снижает выразительность знаков, делает их однообразными.
Цель изобретения - повышение выразительности знаков различия при одновременном сохранении их прочности и износостойкости.
Цель достигается тем, что в известном знаке различия, содержащем корпус с рельефом на лицевой поверхности, два слоя защитного покрытия на этой поверхности, один из которых лакокрасочный, и средство для крепления на обратной стороне корпуса, согласно изобретению корпус знака выполнен из полиамида со слоем покрытия из алюминия на лицевой поверхности, который нанесен методом металлизации в вакууме.
Как видно из изложения сущности предлагаемого технического решения, оно отличается от прототипа и, следовательно, является новым.
Решение обладает также изобретательским уровнем.
В основе изобретения - задача усовершенствования знака различия, содержащего корпус с рельефом на лицевой поверхности, два слоя защитного покрытия на этой поверхности, один из которых лакокрасочный, и средства для крепления на обратной стороне корпуса, в котором вследствие выполнения корпуса знака из полиамида со слоем покрытия из алюминия, который нанесен методом металлизации в вакууме, обеспечивается получение рельефов с разнообразными четко выраженными деталями и прочное сцепление лака с полиамидной основой, за счет чего достигается износостойкость и коррозионная стойкость, превосходящая показатели, определенные отраслевым стандартом.
Внешний вид знаков различия, использующих в качестве первого слоя покрытия слой алюминия, нанесенного методом металлизации в вакууме, может иметь широкий диапазон цвета от чисто металлического с блеском до золотистого всех оттенков. При этом заданный оттенок сохраняется достаточно долго в отличие от анодно-окисных слоев, которые все же быстро тускнеют. Видимо, это объясняется, тем, что металлические слои, нанесенные методом металлизации в вакууме, имеют менее дефектную структуру, на поверхности которой образуются менее дефектная и потом более коррозионно-стойкая пленка окисла чем анодно-окисное покрытие.
Нанесение покрытия из алюминия методом металлизации в вакууме позволяет придать рельефам, полученным на полиамидной основе, выразительность и сохранять ее в дальнейшем. В совокупности с лаковым слоем обеспечивается высокая износостойкость и коррозионная стойкость лицевой поверхности знака отличия.
Выразительность знаков различия при изготовлении и при эксплуатации объясняется также большей глубиной рельефов, полученных на полиамидной композиции, чем ранее достигалось при использовании металла для изготовления корпусов знаков различия.
Известно, что наиболее распространенным методом металлизации неметаллических материалов является метод промышленной гальванопластики, который широко применяют при получении защитно-декоративных покрытий.
Однако этот метод требует больших затрат ручного труда и не всегда обеспечивает необходимое качество покрытий по целому ряду причин [4].
Более высокое качество покрытий получают используя метод вакуумной металлизации [5 и 6].
Известна металлизация алюминием полимерных пленок в вакууме, а также нанесение покрытий на штучные изделия (декоративные и специального назначения).
Однако ни одна из работ не относится конкретно к проблеме формирования многослойной композиции, включающей слой металлического алюминия и лакокрасочное покрытие, расположенные на полиамидной основе. Такая композиция не исследована, но, как показала практика, обладает рядом полезных свойств. Прежде всего следует отметить коррозионную стойкость покрытия. При проверке коррозионной стойкости в соответствии с требованиями отраслевого стандарта, т. е. в результате обработки 3 %-ным раствором поваренной соли и выдержки в эксикаторе под водой 24 ч, отмечено, что поверхность не имеет коррозионных очагов и пузырей. Кроме того, контроль стойкости покрытия на истирание, выполненный по методу также отраслевого стандарта, показал, что изделия через 3 ч 20 мин при скорости вращения барабана 50 об/мин, отведенные стандартом на испытания, своего декоративного вида не потеряли.
Как отмечено выше, это объясняется, по-видимому, тем, что при металлизации полиамидной композиции в вакууме обеспечивается более надежная адгезия алюминиевого слоя по всей поверхности рельефа и образование тонкой менее дефектной пленки окисла, чем использовавшаяся ранее анодно-окисная. Качество покрытия из алюминия, нанесенного методом металлизации в вакууме, видимо, таково, что и лаковый слой, нанесенные на слой металла, обладает повышенной адгезией, что приводит к повышению износостойкости и коррозионной стойкости покрытия в целом.
Изобретение промышленно применимо, так как может быть использовано для изготовления изделий в массовом производстве.
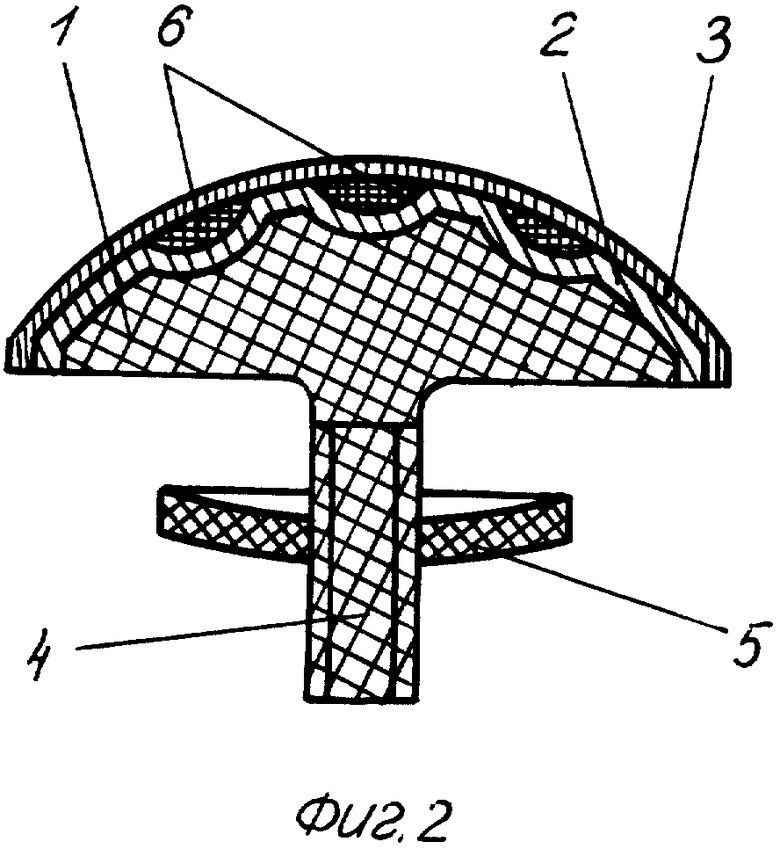
На фиг. 1 показан знак различия (например, эмблема); на фиг. 2 - знак различия (например, кокарда); на фиг. 3 - знак различия (например, пуговица).
Пример 1. На фиг. 1 показана конструкция (например, эмблема), содержащая корпус 1, выполненный из полиамида, на лицевой стороне которого имеется рельеф, защищенный слоем 2 покрытия из алюминия толщиной 3 мкм, нанесенным методом металлизации в вакууме, и слоем 3 бесцветного лакового покрытия толщиной 50 мкм. Средство для крепления 4 (клямер) расположено с обратной стороны корпуса знака и выполнено из латунной проволоки.
Углубления 5 рельефа могут быть заполнены слоями окрашенного лака.
Пример 2. На фиг. 2 показана конструкция (например, кокарды), содержащая корпус 1, выполненный также из полиамида, на лицевой стороне которой имеется рельеф, защищенный слоем 2 покрытия из алюминия толщиной 1 мкм, нанесенного методом металлизации в вакууме, и слоем 3 бесцветного лакового покрытия толщиной 70 мкм. Средство для крепления 4 (винт) расположено с обратной стороны корпуса знака и выполнено как одно целое с корпусом 1 кокарды. Кокарда содержит фиксирующий элемент 5 (гайка), выполненный также из полиамидной композиции.
Углубления 6 рельефа кокарды также заполняют слоями окрашенного лака.
Пример 3. На фиг. 3 показана конструкция (например, пуговицы), содержащая корпус 1, на лицевой стороне которой выполнен рельеф, защищенный слоем 2 покрытия из алюминия толщиной 5 мкм, нанесенного методом металлизации в вакууме, и слоем 3 бесцветного лакового покрытия толщиной 100 мкм. Средство для крепления 4 (ушко) расположено с обратной стороны корпуса знака и выполнено как одно целое с корпусом также из полиамида.
Как отмечено выше, испытания предлагаемых знаков различия на прочность, износостойкость и коррозионную стойкость показали, что они сохраняют удовлетворительный внешний вид в течение более длительного времени, чем знаки, изготовленные в соответствии с отраслевым стандартом для изделий подобного рода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КОПИЙ ПОЧТОВЫХ МАРОК И МЕТАЛЛИЧЕСКАЯ КОПИЯ ПОЧТОВОЙ МАРКИ | 1991 |
|
RU2035252C1 |
| МЕТАЛЛИЗИРОВАННЫЙ МАТЕРИАЛ "НАНОТЕКС" | 2006 |
|
RU2338021C1 |
| Способ получения гибридных композитных материалов с электропроводящим покрытием | 2018 |
|
RU2699120C1 |
| Способ получения электропроводящего металлизированного текстильного материала | 2021 |
|
RU2763379C1 |
| КОРРОЗИОННО-ЗАЩИТНАЯ СИСТЕМА ДЛЯ МЕТАЛЛОВ И АНТИКОРРОЗИОННЫЙ ПИГМЕНТ ДЛЯ НЕЕ | 2008 |
|
RU2478675C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ (ВАРИАНТЫ) | 1996 |
|
RU2096533C1 |
| АБРАЗИВОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2004 |
|
RU2268276C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ТРИБОТЕХНИЧЕСКИХ ПОКРЫТИЙ | 2006 |
|
RU2307855C1 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ГЕРМЕТИЗИРУЮЩИХ ПОКРЫТИЙ | 2004 |
|
RU2275404C1 |
| СПОСОБ НАПЫЛЕНИЯ АЛЮМИНИЕВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА | 2022 |
|
RU2788877C1 |

Знак различия может быть использован для форменной одежды личного состава вооруженных сил и других потребителей. Корпус знака с рельефом на лицевой поверхности выполнен из полиамида со слоем покрытия из алюминия, нанесенным методом металлизации в вакууме, вследствие чего обеспечивается получение рельефов с разнообразными четко выраженными деталями. Дополнительно знак имеет защитное лакокрасочное покрытие и средство для крепления на обратной стороне корпуса. 3 ил.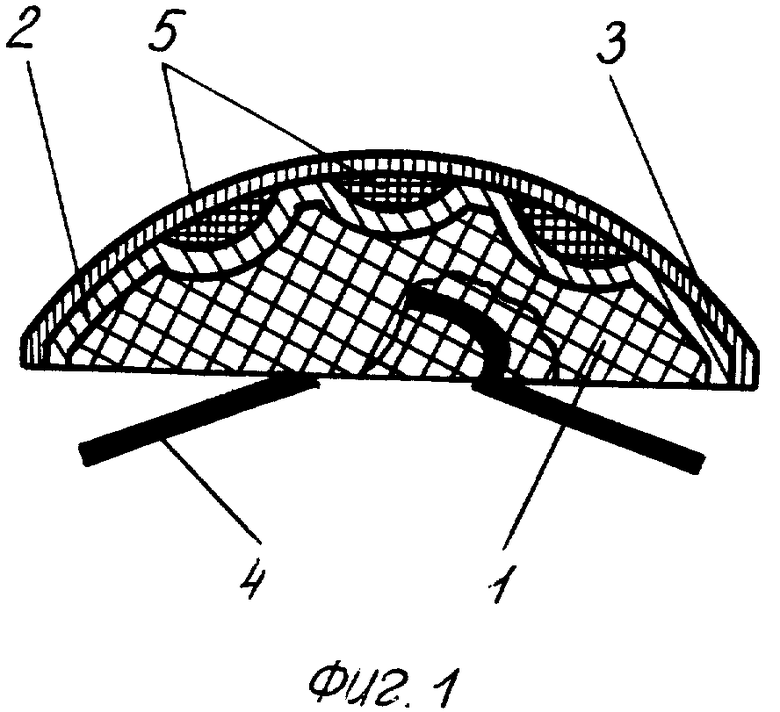
Знак различия, содержащий корпус с рельефом на лицевой поверхности, средство для крепления на обратной стороне корпуса, два слоя покрытия на лицевой поверхности, при этом второй наружный слой выполнен из лака, отличающийся тем, что корпус знака выполнен из полиамида, первый слой покрытия на лицевой поверхности выполнен из алюминия, который нанесен методом металлизации в вакууме.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Советская военная энциклопедия | |||
| - М.: Военное издательство Министерства Обороны СССР, т | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дуев А.М., Мишурис И.Я | |||
| Производство пуговиц из синтетических материалов | |||
| - М.: Гос.издательство по бытовому обслуживанию населения, 1963, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Знаки отличия и различия металлические для спецпотребителей | |||
| Общие технические условия | |||
| Отраслевой стандарт | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Металлизация в вакууме | |||
| Сб.Рига; АВОТС, 1983, с | |||
| Рельсовый башмак | 1921 |
|
SU166A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Вакуумная металлизация | |||
| Тезисы докладов | |||
| - Харьков: Украинское вакуумное общество, 1996, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Металлизация неметаллических материалов и проблемы промышленной гальванопластики | |||
| Материалы семинара | |||
| - М.: Общество "Знание" РСФСР, 1990, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
