Изобретение относится к порошковой металлургии, например к разработке способа получения порошковых цельнопрессованных биметаллических, триметаллических и многослойных изделий.
Известен способ получения биметаллических изделий, например втулок, для чего в прессформу устанавливают литую тонкостенную втулку, загружают порошок сплава на основе железа, прессуют и полученную составную втулку спекают (патент США N 3786552, кл. B 22 3/04, 1974).
Однако этот способ требует применения литых или предварительно сформированных втулок, что ограничивает его использование и повышает трудоемкость процесса.
Другим решением технологической задачи является способ изготовления цельнопрессованных порошковых изделий, заключающийся в том, что в полость матрицы засыпают порошок одного состава, потом другого состава и прессуют до получения необходимой плотности (патент ФРГ N 2143844, кл. B 22 F 3/26, 1973).
Однако этот способ не позволяет получить многослойные изделия с вертикальным расположением слоев.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ прессования многослойных изделий с вертикальным расположением слоев, включающий установку в прессформу перегородки, засыпку в образовавшиеся полости разных по составу порошков, извлечение перегородки и совместное прессование их (Радомысельский И.Д. и др. Прессформы для порошковой металлургии. - Киев. Техника, 1970, с. 14).
Однако установка и удаление тонкостенной перегородки усложняет конструкцию прессформы, снижает производительность, а также не позволяет получать тонкостенные изделия, кроме этого, перегородки коробятся и разрушаются.
Технической задачей изобретения является повышение качества и производительности труда при изготовлении порошковых многослойных изделий с вертикальным расположением слоев.
Указанная техническая задача достигается тем, что способ изготовления цельнопрессованных многослойных изделий включает засыпку порошка ферромагнитного материала, создание электромагнитного поля, обеспечивающего формирование вертикально расположенного слоя, засыпку порошка другого состава, отключение электромагнита и совместное прессование.
Сущность изобретения заключается в применении электромагнита для создания магнитного поля по наружному или внутреннему контуру и обеспечении необходимого распределения порошков ферромагнитных материалов в получаемых многослойных изделиях, который не использовался во всех известных способах при формовании биметаллических и многослойных изделий из порошков. За счет этого упрощается конструкция прессформы и средств технологического оснащения, легко автоматизировать и механизировать процесс загрузки порошков различных составов и удаления прессовки, снижается трудоемкость технологии и повышается качество изделий. Кроме того, использование электромагнита с заданным контуром и напряженностью поля позволяет получить изделие с требуемой одинаковой или изменяющейся по высоте толщиной слоя на наружной или внутренней поверхности изделия различной конфигурации.
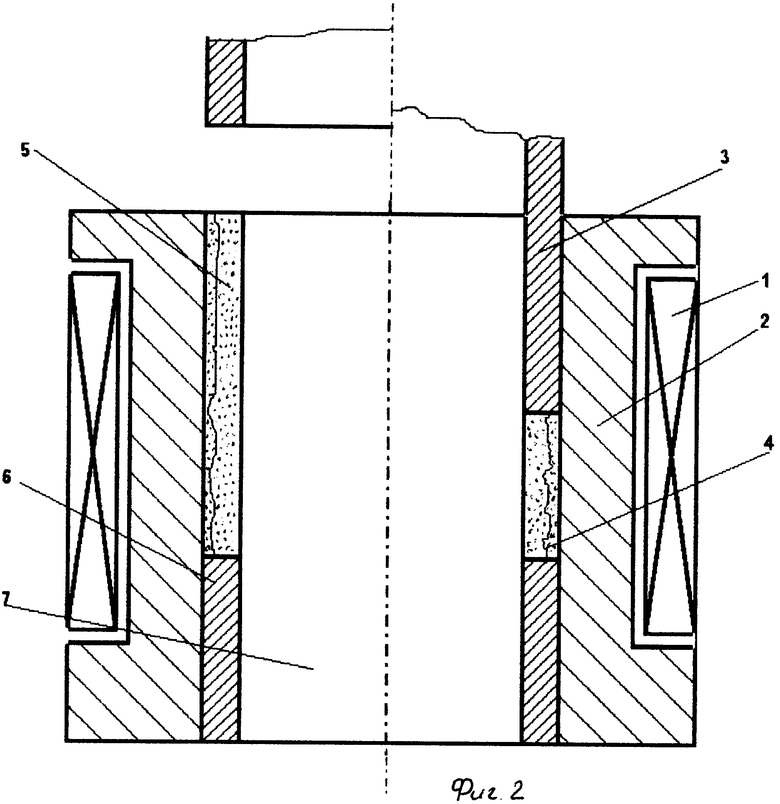
На фиг.1 изображена схема получения биметаллической втулки при установлении электромагнита в игле с целью создания поля по внутреннему контуру полости матрицы; на фиг.2 - схема получения многослойного изделия при создании электромагнитного поля по наружному контуру.
Схемы устройств для реализации предлагаемого способа (фиг. 1 и 2) содержат электромагнит 1, матрицу 2, верхний пуансон 3, порошок слоя из ферромагнитного материала 4, порошок другого состава 5, нижний пуансон 6, иглу 7 в сборе.
Пример 1. Получение биметаллической втулки с антифрикционным наружным слоем. В собранную прессформу (фиг. 1) засыпают порошок железа или конструкционных сталей требуемой массы. При включении электромагнита, расположенного внутри полой иглы 7, формируют слой 4 заданной толщины, охватывающий иглу. Засыпают порошок антифрикционного слоя 5 до заполнения остальной части матрицы 3, отключают электромагнит, верхним пуансоном 3 производится прессование, а нижним пуансоном 6 выталкивают изделия из полости прессования.
Пример 2. Получение биметаллической втулки с внутренним антифрикционным слоем. В прессующую полость матрицы 2 (фиг.2), установленную в электромагните 1 с иглой 7 из парамагнитного материала по аналогии с примером 1, засыпают порошок железа или конструкционных сталей, включают электромагнит 1 и формуется наружный слой 4 необходимой толщины, загружают порошок антифрикционного слоя 5, отключают электромагнит, а верхним пуансоном 3 прессуют, а нижним 6 выталкивают полученное изделие.
Пример 3. Получение цельнопрессованной магнитной системы измерительных приборов. В собранную прессформу без иглы по аналогии, с примером 2 засыпают порошок железа (магнитопровод), включают электромагнит для формования наружного магнитопровода, загружают порошок-шихту состава магнита до заполнения остальной части полости матрицы, отключают электромагнит и верхним пуансоном проводят прессование, а нижним выталкивают прессовку из полости прессформы.
Пример 4. Формование многослойных изделий. По аналогии с примерами 1 - 3 после формования первого слоя 4 (фиг. 1 и 2) осуществляют засыпку второго и следующих слоев, их совместное прессование.
Таким образом, предлагаемый способ позволяет получать многослойные изделия высокого качества с вертикально расположенными слоями, значительно снижает затраты на материалы и их изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОПРЕССОВАННЫХ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2010 |
|
RU2446914C2 |
| Пресс-форма | 1985 |
|
SU1315131A1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ ФРАКЦИЙ, ОРИЕНТИРУЕМЫХ В МАГНИТНОМ ПОЛЕ, И ЭЛЕКТРОМАГНИТНЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1994 |
|
RU2086028C1 |
| Способ изготовления многослойных изделий и устройство для его осуществления | 1980 |
|
SU935214A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ИЗНОСОСТОЙКИХ ИЗДЕЛИЙ | 2009 |
|
RU2405658C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1983 |
|
SU1144767A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1776489A1 |
Способ изготовления цельнопрессованных биметаллических и многослойных порошковых изделий с вертикальным расположением слоев заключается в том, что формование вертикально расположенных слоев производится путем создания электромагнитного поля в полости прессования после засыпки порошков первого слоя, загружения порошка следующего состава для формования второго слоя. После этого отключается электромагнитное поле и производится совместное прессование порошков и выпрессовки изделий. Способ позволяет получить многослойные изделия высокого качества с вертикально расположенными слоями, значительно снижает затраты на материалы и их изготовление. 2 ил.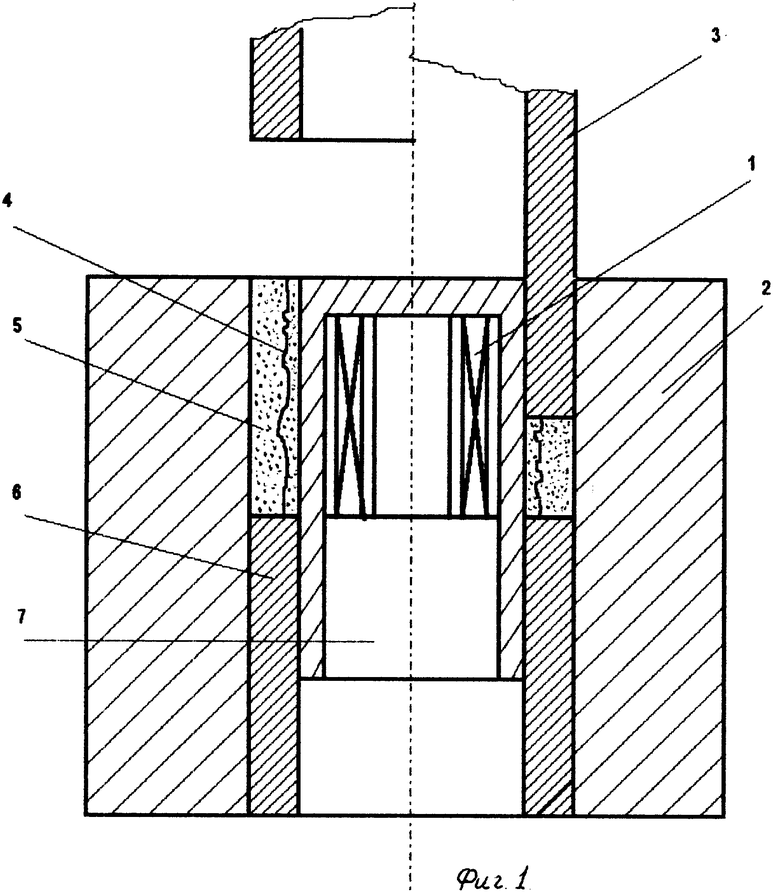
Способ изготовления порошковых цельнопрессованных многослойных изделий, включающий засыпку порошков в пресс-форму, холодное прессование, выпрессовку, отличающийся тем, что формирование их вертикально расположенных слоев производят путем создания электромагнитного поля в полости прессования после засыпки порошков первого слоя из ферромагнитного материала и последующих слоев.
| Радомысельский И.Д | |||
| и др | |||
| Пресс-формы для порошковой металлургии | |||
| - Киев: Техника, 1970, с.14. |
