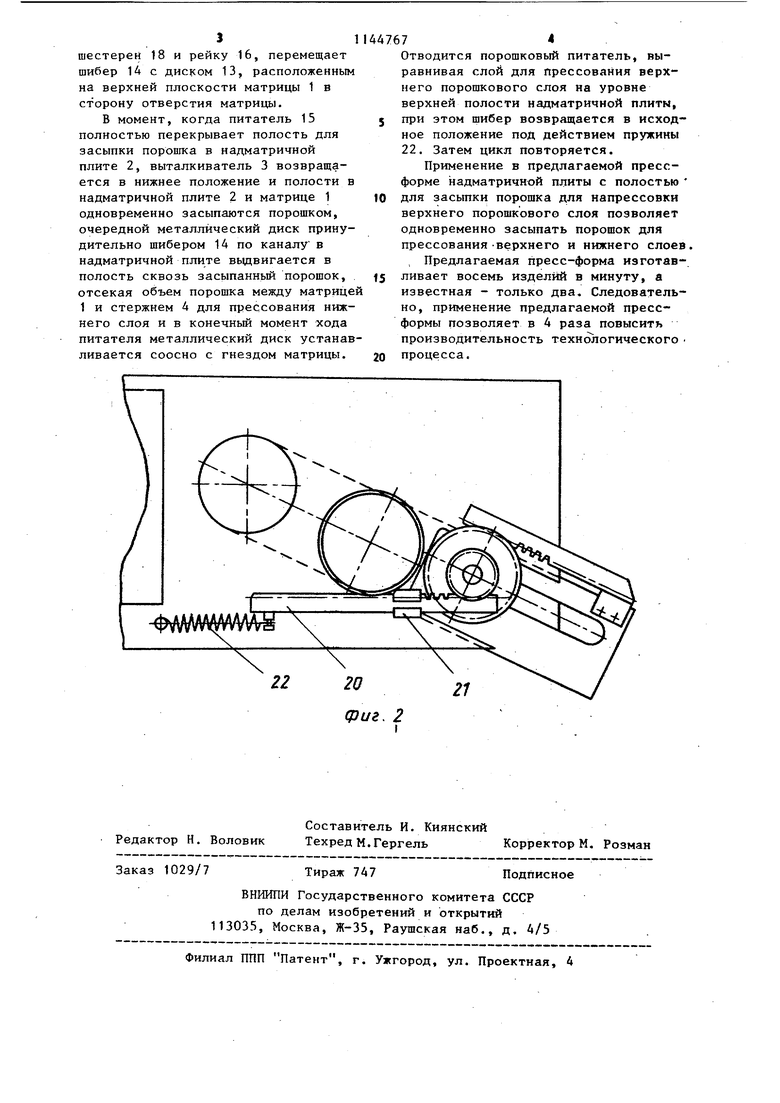
Изобретйние относится к порошковой металлургии, в частности к прес формам для напрессовки порошкового слоя на поверхность металлического диска, например, при изготовлении фрикционных Дисков для машиностроения . Известна пресс-форма для напрессовки порошкового слоя на поверхность диска, состояп1ая из матрицы, стержня и полых пуансонов, снабженных полыми подпружиненными втулками Л . Недостатком данной пресс-формы является низкая производительность, обусловленная применением раздельны циклов засыпки нижнего слоя порошка установки диска и засыпки верхнего слоя порошка. Наиболее близкой к предлагаемому по технической сущности и достигаемому результату, является прессформа для напрессовки порошкового слоя на поверхность металлического диска, содержащая плавающую матрицу верхний пуансон, снабженный полыми подпружиненными втулками, выталкиватель, порошковый питатель и магазин поштучной .подачи металлических дисков {21 . Недостатком известной пресс-форм является низкая производительность, обусловленная раздельной засыпкой порошка для верхнего и нижнего слоев. Цель изобретения - повьш1ение производительности технологического процесса. Поставленная цель достигается тем, что пресс-форма для напрессовк порошкового слоя на поверхность металлического диска, содержащая плавающую матрицу, верхний пуансон, снабженный полыми подпружиненными втулками, выталкиватель, порошковый питатель и магазин поштучной подачи металлических дисков, снабжена надматричной плитой, выполненной с полостью для засыпки порошка с кана лом, соединяющим полость с магазино для поштучной подачи металлических дисков. На фиг. 1 изображена схема пресс формы; на фиг. 2 - пресс-форма, вид сверху. Пресс-форма состоит из матрицы 1 укрепленной на ней надматричной плиты 2, выталкивателя 3, стержня 4 укрепленного на ползуне 5 винтами 6 верхнего пуансона 7, снабженного наружной 8 и внутренней 9 полыми втулками, подпружиненньми амортизаторами 10 и 11, магазина 12 поштучной подачи металлических дисков 13, шибер 14 которого кинематически связан с порошковым питателем 15 посредством рейки 16, укрепленной на шибере 14 кронштейном 17, блока 18 шестерен, установленного на оси 19, и рейки 20, установленной в направляющей 21 и оттягиваемой пружиной 22 в сторону питателя 15. Полость (не показана) для засыпки порошка, требуемого для напрессовки верхнего порошкового слоя, выполнена в надматричной плите 2, расположена соосно отверстию в матрице 1 и имеет диаметр, равньш диаметру металлического диска 13. Она соединена каналом, представляющим собой паз в нижней плоскости надматричной плиты 2, шириной и глубиной, соответствующими толщине и диаметру металлического диска, с магазином 12, в котором нижний металлический диск 13 лежит на уровне верхней плоскости матрицы 1 . Полые втулки 8 и 9 имеют возможность осевого перемещения относительно верхнего пуансона 7 и по диаметру соответствуют наружному и внутреннему диаметру напрессованного слоя, а нижние заостренные торцы опущены относительно верхнего пуансона на высоту слоя порошка. Пресс-форма устанавливается на Пресс-автомат иработает следующим образом. Ползун 5 опускает верхний пуансон 7 с втулками 8 и 9, которые, касаясь заостренными торцами металлического диска, образуют камеру для прессования верхнего порошкового слоя. Уплотнение порошка происходит при дальнейшем опускании верхнего пуансона 7, при этом амортизаторы 10 и 11 сжимаются, а матрица 1 со стержнем 4 опускаются относительно выталкивателя 3. Выпрессовка напрессованного диска производится при поднятом верхнем пуансоне 7 поднятием выталкивателя 3 до верхней плоскости надматричной плиты 2. Порошковый питатель 15 сталкивает напрессованный диск и, воздействуя на рейку 20 через блок
3
шестерен 18 и рейку 16, перемещает шибер 14 с диском 13, расположенным на верхней плоскости матрицы 1 в сторону отверстия матрицы.
В момент, когда питатель 15 полностью перекрывает полость для засыпки порошка в надматричной плите 2, выталкиватель 3 возвращается в нижнее положение и полости в надматричной плите 2 и матрице 1 одновременно засыпаются порошком, очередной металлический диск принудительно шибером 14 по каналу в надматричной плите выдвигается в полость сквозь засыпанный порошок, отсекая объем порошка между матрице 1 и стержнем 4 для прессования нижнего слоя и в конечный момент хода питателя металлический диск устанавливается соосно с гнездом матрицы.
74
Отводится порошковый питатель, выравнивая слой для прессования верхнего порошкового слоя на уровне верхней полости надматричной плиты, при этом шибер возвращается в исходное положение под действием пружины 22. Затем цикл повторяется.
Применение в предлагаемой прессформе надматричной плиты с полостью
для засыпки порошка для напрессовки верхнего порошкового слоя позволяет одновременно засыпать порошок для прессования-верхнего и нижнего слоев. , Предлагаемая пресс-форма изготавливает восемь изделий в минуту, а известная - только два. Следовательно, применение предлагаемой прессформы позволяет в 4 раза повысить производительность технологического
процесса.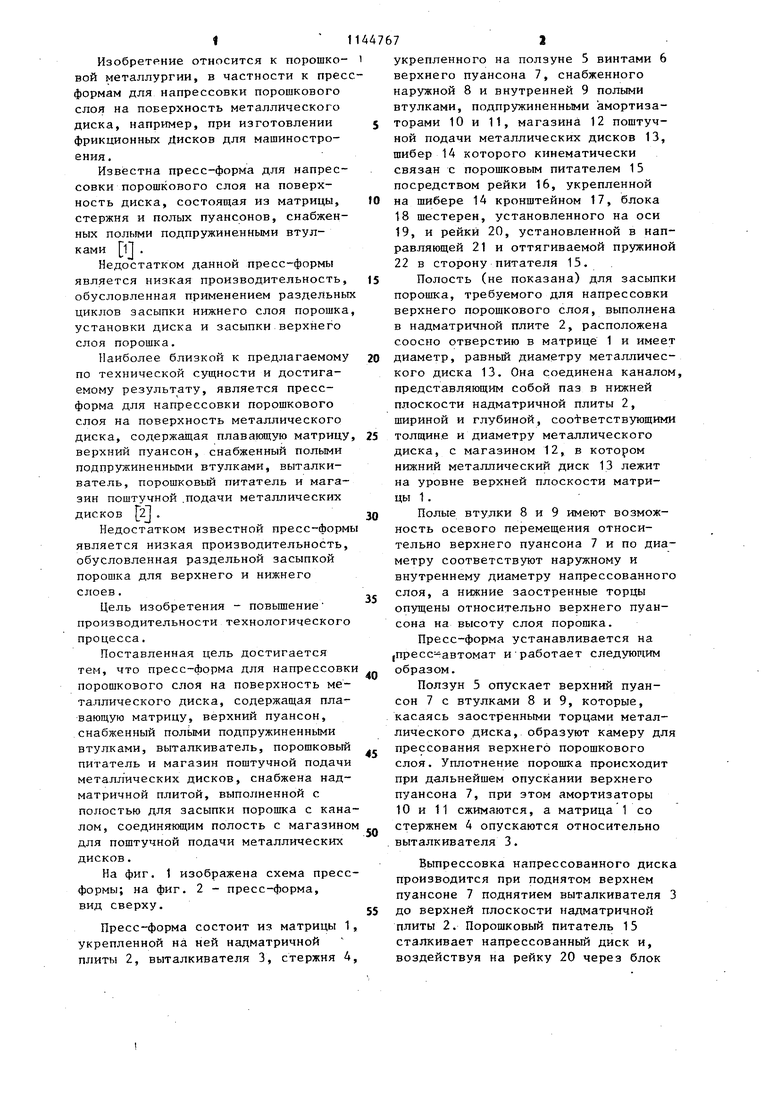
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
| ПРЕСС-ФОРМА ДЛЯ НАПРЕССОВКИ ПОРОШКОВОГО СЛОЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОГО ДИСКА | 1990 |
|
RU2030970C1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1973 |
|
SU448072A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1985 |
|
SU1245414A1 |
| Пресс-форма для прессования металлических порошков | 1985 |
|
SU1271651A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность детали | 1989 |
|
SU1691115A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1984 |
|
SU1250393A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
ПРЕСС-ФОРМА ДЛЯ НАПРЕССОВКИ ПОРОШКОВОГО СЛОЯ НА ПОВЕРХНОСТЬ МЕТАЛЛИЧЕСКОГО ДИСКА, содержащая плавающую матрицу, верхний пуансон, снабженный полыми подпружиненными втулками, выталкиватель, порошковый питатель и магазин поштучной подачи металлических дисков, отличающаяся тем, что, с целью повышения производительности техно(логического процесса, она снабжена надматричной плитой, выполненной с полостью для засыпки порошка и каналом, соединяющим полость с магазином для поштучной подачи металлических дисков. Lf2.7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1973 |
|
SU448072A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
