логических возможностей за счет увеличения диапазона параметров обрабатываемых поверхностей, повышения точности и производительности обработки. Способ заключается в том, что обрабатываемую поверх- ность разбивают на кольцевые зоны, берут в каждой зоне точку (например, точку А) и замеряют расстояние / от этой точки до центра О детали. Регистрируют интерферо- грамму обрабатываемой поверхности и ее изображение, строят по интерферограмме топографическую карту отклонений этой поверхности и определяют координаты рабочих точек. Измеряют на изображении обрабатываемой поверхности расстояние Гот изображений выбранных точек до изображения центра детали и определяют значения смещений А/ рабочих точек (например, точку В необходимо сместить в точку В ) по формуле д 1-KD:D }, где D - диаметр обрабатываемой поверхности, a D - диаметр ее изображения. Перемещение инструмента осуществляют по траектории, положение рабочих точек которой корректируют в соответствии с приведенной формулой, при перемещении инструмента в каждую кольцевую зону, кривизну его рабочей поверхности изменяют, а число кольцевых зон п определяется зависимостью « D:2/i, где h - шаг топографической карты. 4 ил.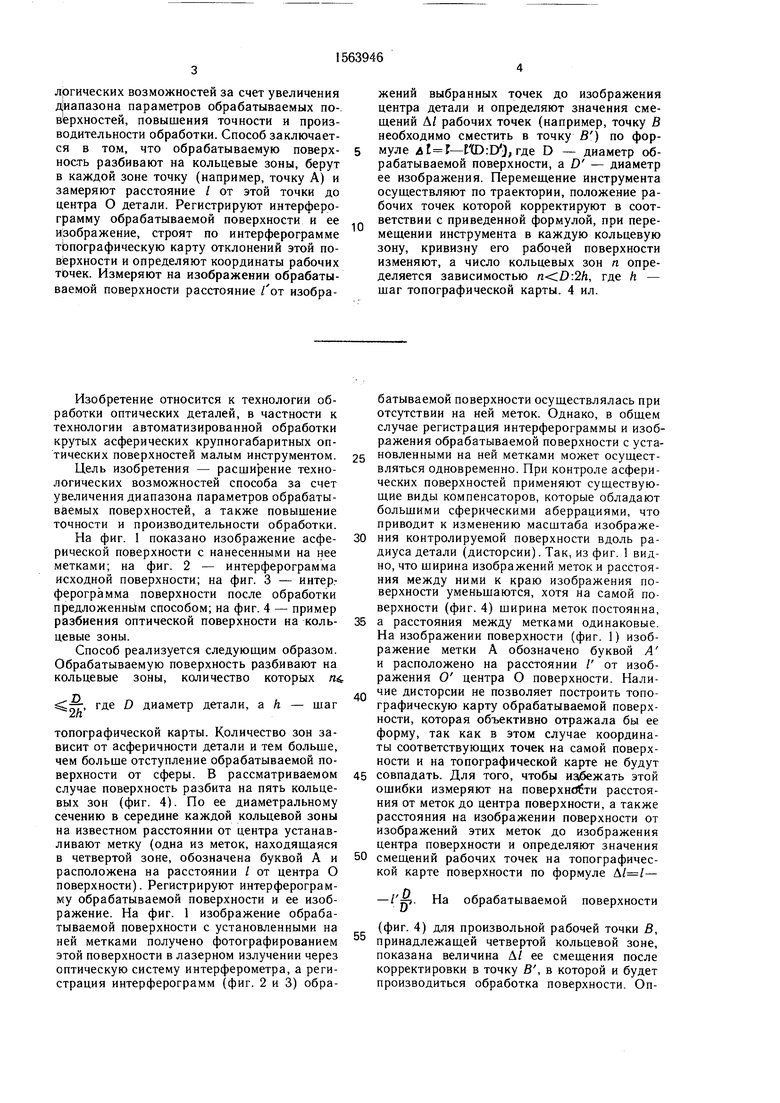

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДИСТОРСИИ В ИНТЕРФЕРОГРАММЕ ОПТИЧЕСКОЙ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2773806C1 |
| Способ обработки поверхностей оптических деталей | 1987 |
|
SU1577942A1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕЦЕНТРИРОВКИ ОПТИЧЕСКОЙ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2758928C1 |
| СПОСОБ КОНТРОЛЯ ПОГРЕШНОСТИ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ (ДОЭ) | 2015 |
|
RU2587528C1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| СПОСОБ ОБРАБОТКИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ СОСТАВНОГО ЗЕРКАЛА | 2003 |
|
RU2243876C1 |
| Способ формообразования поверхностей оптических деталей | 1986 |
|
SU1324829A1 |
| Способ контроля коррекции зубного ряда | 1982 |
|
SU1072855A1 |
| Способ формообразования оптических поверхностей | 1979 |
|
SU878530A1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ВНЕОСЕВОЙ АСФЕРИЧЕСКОЙ ОПТИЧЕСКОЙ ДЕТАЛИ | 2023 |
|
RU2803879C1 |

Изобретение предназначено для использования в технологии автоматизированной обработки малым инструментом преимущественно высокоточных асферических поверхностей крупногабаритных оптических деталей. Цель изобретения - расширение технологических возможностей за счет увеличения диапазона параметров обрабатываемых поверхностей, повышения точности и производительности обработки. Способ заключается в том, что обрабатываемую поверхность разбивают на кольцевые зоны, берут в каждой зоне точку /например, точку A и замеряют расстояние L от этой точки до центра 0 детали. Регистрируют интерферограмму обрабатываемой поверхности и ее изображение, строят по интерферограмме топографическую карту отклонений этой поверхности и определяют координаты рабочих точек. Измеряют на изображении обрабатываемой поверхности расстояние L1 от изображений выбранных точек до изображения центра детали и определяют значения смещений ΔL рабочих точек /например, точку B необходимо сместить в точку B1/ по формуле ΔL=L-L1.(D*D1), где D - диаметр обрабатываемой поверхности, а D1 - диаметр ее изображения. Перемещение инструмента осуществляют по траектории, положение рабочих точек которой корректируют в соответствии с приведенной формулой, при перемещении инструмента в каждую кольцевую зону, кривизну его рабочей поверхности изменяют, а число кольцевых зон N определяется зависимостью NΔ*2N, где N - шаг топографической карты. 4 ил.
Изобретение относится к технологии обработки оптических деталей, в частности к технологии автоматизированной обработки крутых асферических крупногабаритных оптических поверхностей малым инструментом.
Цель изобретения - расширение технологических возможностей способа за счет увеличения диапазона параметров обрабатываемых поверхностей, а также повышение точности и производительности обработки.
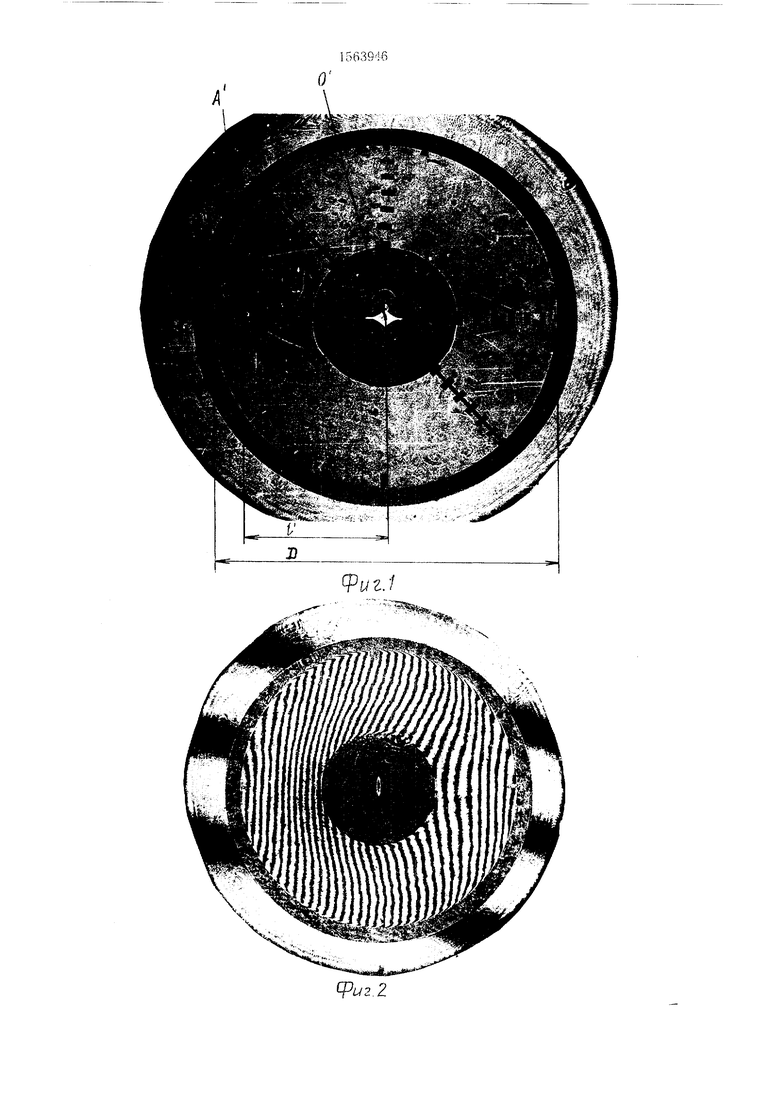
На фиг. 1 показано изображение асфе- рической поверхности с нанесенными на нее метками; на фиг. 2 - интерферограмма исходной поверхности; на фиг. 3 - интер,- ферограмма поверхности после обработки предложенным способом; на фиг. 4 - пример разбиения оптической поверхности на коль- цевые зоны.
Способ реализуется следующим образом. Обрабатываемую поверхность разбивают на кольцевые зоны, количество которых «4
п
5«Г, где D диаметр детали, а А - шаг п
топографической карты. Количество зон зависит от асферичности детали и тем больше, чем больше отступление обрабатываемой поверхности от сферы. В рассматриваемом случае поверхность разбита на пять кольцевых зон (фиг. 4). По ее диаметральному сечению в середине каждой кольцевой зоны на известном расстоянии от центра устанавливают метку (одна из меток, находящаяся в четвертой зоне, обозначена буквой А и расположена на расстоянии / от центра О поверхности). Регистрируют интерферограм- му обрабатываемой поверхности и ее изображение. На фиг. 1 изображение обрабатываемой поверхности с установленными на ней метками получено фотографированием этой поверхности в лазерном излучении через оптическую систему интерферометра, а регистрация интерферограмм (фиг. 2 и 3) обрабатываемой поверхности осуществлялась при отсутствии на ней меток. Однако, в общем случае регистрация интерферограммы и изображения обрабатываемой поверхности с установленными на ней метками может осуществляться одновременно. При контроле асферических поверхностей применяют существующие виды компенсаторов, которые обладают большими сферическими аберрациями, что приводит к изменению масштаба изображения контролируемой поверхности вдоль радиуса детали (дисторсии). Так, из фиг. 1 видно, что ширина изображений меток и расстояния между ними к краю изображения поверхности уменьшаются, хотя на самой поверхности (фиг. 4) ширина меток постоянна, а расстояния между метками одинаковые. На изображении поверхности (фиг. 1) изображение метки А обозначено буквой А и расположено на расстоянии / от изображения О центра О поверхности. Наличие дисторсии не позволяет построить топографическую карту обрабатываемой поверхности, которая объективно отражала бы ее форму, так как в этом случае координаты соответствующих точек на самой поверхности и на топографической карте не будут совпадать. Для того, чтобы изЬежать этой ошибки измеряют на поверхности расстояния от меток до центра поверхности, а также расстояния на изображении поверхности от изображений этих меток до изображения центра поверхности и определяют значения смещений рабочих точек на топографической карте поверхности по формуле
-/ Д. На обрабатываемой поверхности
(фиг. 4) для произвольной рабочей точки В, принадлежащей четвертой кольцевой зоне, показана величина Д/ ее смещения после корректировки в точку В , в которой и будет производиться обработка поверхности. Определяют траекторию инструмента в каждой кольцевой зоне, корректируя положения всех ее рабочих точек. В этом случае центр инструмента будет помещаться только в точки, находящиеся в данной кольцевой зоне, что обеспечивает хороший притир инструмента к обрабатываемой поверхности, а координаты рабочих точек будут соответствовать их реальным координатам. Такая обработка исключает резкие переходы инструмента с края детали к ее центру и, следовательно, радиус кривизны обрабатываемой поверхности под инструментом практически не изменяется. Обрабатывают кольцевые зоны, предварительно изменяя кривизну рабочей поверхности инструмента в каждой зоне, что обеспечивает соответствие кривизны поверхности инструмента и обрабатываемой поверхности.
Способ был реализован на практике при формообразовании асферических оптических поверхностей диаметром от 400 до 1540 мм на станках АД-1000 и АД-2000. На фиг. 2 показана интерферограмма гиперболической поверхности 0 1540 мм до обработки описанным способом. Среднее квадратическое отклонение поверхности (с.к.о.) равно 0,16А, (А,0,6328 мкм). На фиг. 3 изображена интерферограмма этой же поверхности после обработки указанным способом, с.к.о. равно 0.02Л.
Предлагаемый способ обеспечивает расширения технологических возможностей за счет увеличения диапазона параметров обрабатываемых поверхностей, так как позволяет обрабатывать не только плоские и сферические поверхности, но и асферические поверхности, в том числе и крутые. Этот способ резко повышает точность формообразования асферических поверхностей в результате учета дисторсии, разбиения поверхностей на кольцевые зоны и опрессовки инструмента в каждой зоне перед ее обработкой, а также повышает производительность формообразования за счет уменьше- ния количества сеансов обработки.
Формула изобретения
Способ обработки крупногабаритных оп- тических деталей, при котором регистрируют интерферограмму обрабатываемой поверхности и ее изображение, строят по интер- ферограмме топографическую карту отклонений этой поверхности, определяют координаты рабочих точек, по которым перемещают инструмент, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения диапазона параметров обрабатываемых поверхностей, повышения точности и производительности, перемещение инструмента осуществляют по траектории, положение рабочих точек которой корректируют, для чего обрабатываемую поверхность детали разбивают на кольцевые зоны, количество п которых определяют по формуле
5 гДе D - диаметр детали, a h -
шаг топографической карты, берут в каждой кольцевой зоне точку, замеряют расстояние / от этой точки до центра детали и расстояние / от изображения этой точки до изобра- 0 жения центра детали на изображении поверхности, а величину А/ корректировки положения рабочих точек определяют по формуле , где D - диаметр изоб5 ражения поверхности при перемещении инструмента в каждую кольцевую зону, кривизну его рабочей поверхности изменяют.
9 c6g99l
Фиг.З
| Способ формообразования поверхностей оптических деталей | 1986 |
|
SU1324829A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| h h | |||
