Изобретение относится к обработке пластмасс, а именно к получению изделий из ориентированных листовых термопластов (например, оргстекло, полиэтилен и др.). Сами готовые изделия могут быть использованы в различных областях народного хозяйства: строительстве, светотехнике, автостроении, самолетостроении и др.
Ориентированные термопласты очень широко применяются для различных целей. Однако технология получения из них изделий и применяемое оборудование довольно сложное и громоздкое. Например, для получения деталей сложной геометрии необходимо оборудование, состоящее из изгибаемой контурной рамы и установки для нагрева с одновременным вакуумированием (Гудимов М.М., Петров Б.В. Органическое стекло. - М.: Химия, 1981, с. 160 - 161).
Недостатком такого оборудования является его громоздкость, дороговизна, а также многоэтапность технологии: изгиб, защемление, нагрев с вакуумированием (или пневмонаддув).
Известно устройство для изготовления изделий из ориентированного оргстекла (OOC), включающее арочный контур и средство для нагрева (Kunststoffe im Bau, 18(1983), с. 105 - 108).
В известном устройстве осуществляют укладку изгибом листа OOC на арочный контур и нагрев, перегиб шарниров самого контура в процессе нагрева листа OOC.
В первом случае лист OOC предварительно изгибается, а во втором во время нагрева сам контур меняет свою конфигурацию за счет внешних усилий, что является его первым недостатком.
Другим недостатком является необходимость замены контура при изменении конфигурации (очертания) будущего изделия.
Наиболее близким по технической сущности к изобретению является устройство для формования изделий из ориентированных термопластов, содержащее каркас из жесткого материала, выполненный из металла с эффектом памяти формы (ЭПФ), и зажимное приспособление (SU, авт. св. N 1578009, кл. B 29 C 51/02, 1990).
Недостатками такого устройства являются:
- отсутствие поперечного ребра жесткости в месте крепления детали с ЭПФ в плоскости контурной формы, что приводит к изменению конфигурации (складыванию формы) самого устройства контура, а также к изменению формы будущего изделия (за счет усилий возврата материала),
- ограничение номенклатуры получаемых изделий - оболочек, т.к. разнообразие форм обеспечивается только за счет угла и взаимозаменяемости неповоротных элементов из обычной стали,
- сложное закрепление элементов из сплава с ЭПФ в теле контурной формы,
- сложное сечение тела контурной формы - с круглыми пазами,
- необходимость устройства жестких ребер в теле будущих изделий.
Техническим результатом изобретения является увеличение жесткости каркаса контура путем образования поперечного ребра жесткости и увеличения точности размеров получаемых изделий.
Для достижения технического результата в устройстве для формования изделий из ориентированных термопластов, содержащем каркас из жесткого материала, выполненный из металла с эффектом памяти формы, и зажимное приспособление, согласно изобретению каркас выполнен в виде одного наружного и двух внутренних контуров круглого сечения, при этом внутренние контуры каркаса установлены рядом с образованием общего поперечного ребра жесткости, а наружный контур установлен на заданном расстоянии относительно внутренних контуров, охватывая их.
Описываемое устройство позволяет увеличить жесткость и точность размеров получаемых изделий, расширить номенклатуру изделий.
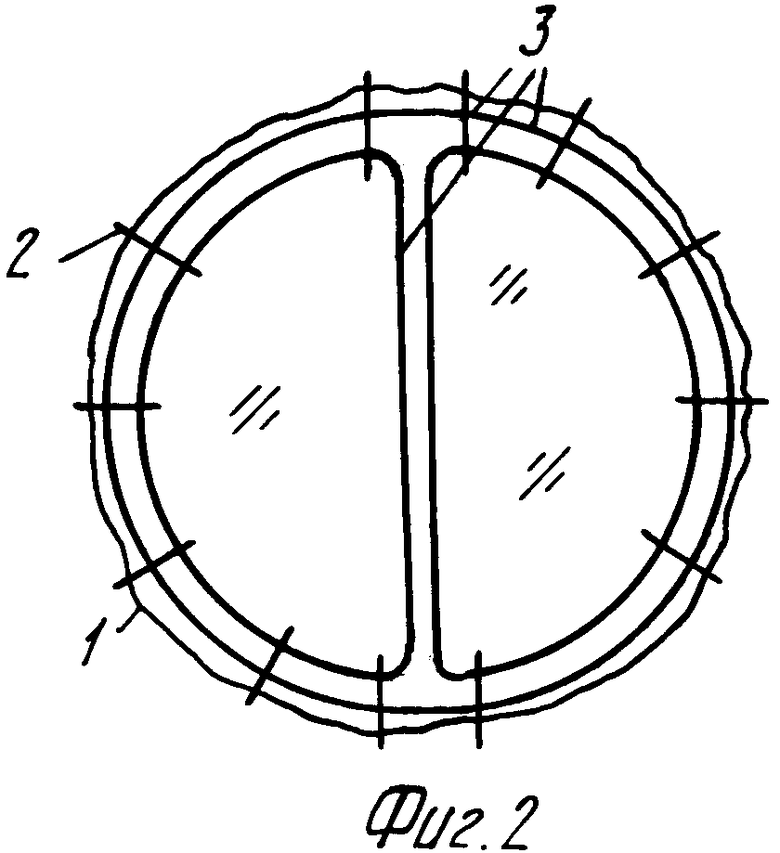
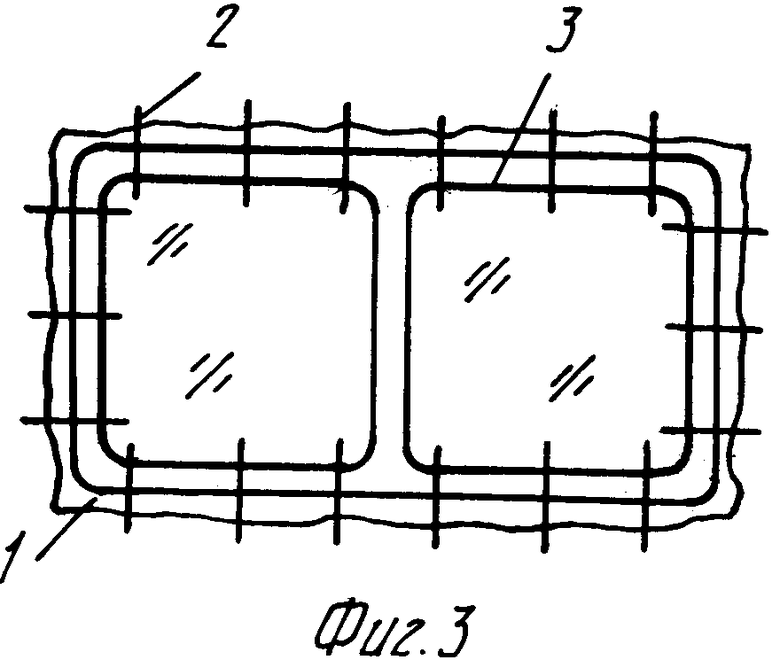
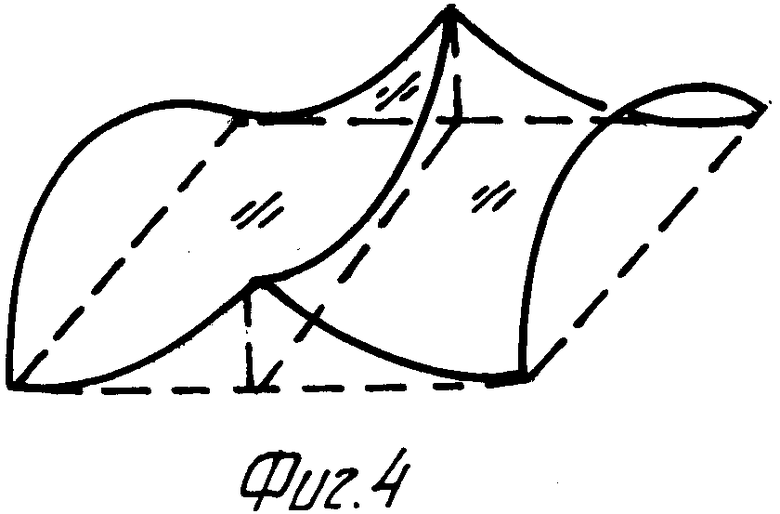
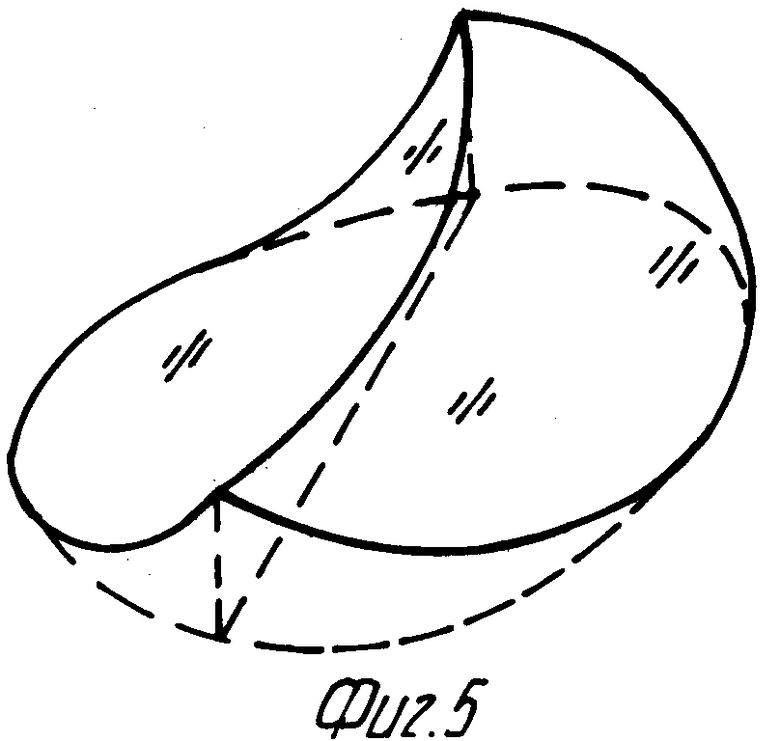
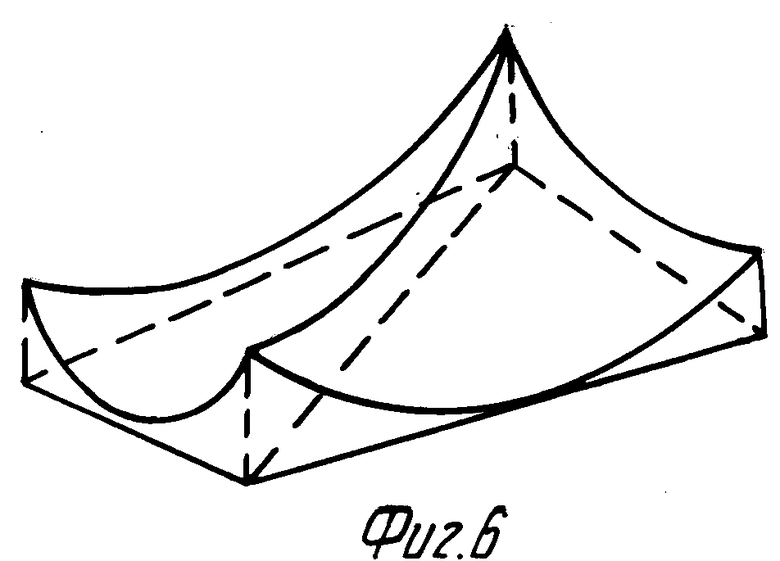
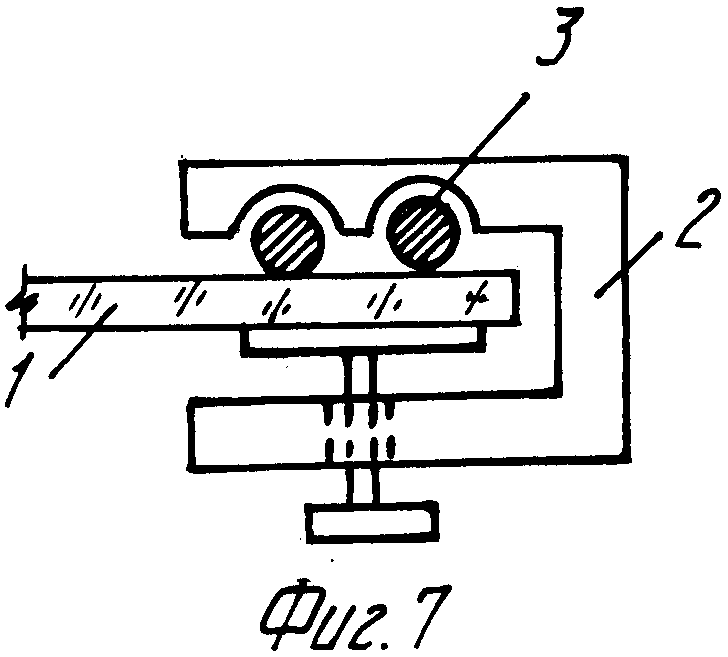
На фиг. 1 - 3 показаны сверху различные варианты устройства; на фиг. 4 - 6 - готовые изделия; на фиг. 7 - узел крепления материала к устройству.
Устройство для формования изделий из ориентированных термопластов содержит каркас из жесткого материала, выполненный из металла с эффектом памяти формы. Каркас состоит из трех контуров 3: одного наружного большого контура и двух внутренних малых одинаковых контуров. Малые контуры находятся внутри большого контура. Контуры выполнены в виде бесконечных петель из проволоки круглого сечения. Сечение контуров круглое (очертания - заданные), в частности прямоугольное (фиг. 3), кольцевое (фиг. 2), ромбическое (фиг. 1) и т. д.
Внутренние контуры каркаса установлены рядом с образованием общего поперечного ребра жесткости. Наружный контур установлен на заданном расстоянии относительно внутренних контуров, охватывая их.
В этих трех контурах с помощью зажимного приспособления в виде струбцин 2 закреплено ориентированное оргстекло 1. Контуры выполнены из сплава с эффектом памяти формы на основе соединения никеля и титана (например, ТН-1), зажимное приспособление - из обыкновенной стали, изделия - из ориентированных листовых термопластов (например, оргстекло, поликарбонат и др.)
При совместном нагревании получаем изделия, показанные на фиг. 4 - 6. Конфигурации устройства, показанные на фиг. 1 - 3, получаются один из другого за счет переформирования в заневоленном состоянии при ≥ 500oC в течение 20 мин. (Контуры могут изгибаться в любой плоскости, т.е. приобретать любую конфигурацию, т. к. сечение - круглое). Число возможных конфигураций зависит от требований заказчика, т. к. устройство приобретает любую форму по замыслу дизайнера.
Устройство для формования изделий из ориентированных термопластов работает следующим образом.
На листовой ориентированный термопласт накладывают устройство - тройную контурную форму из сплава с ЭПФ.
С помощью струбцин 2 материал закрепляют к контурам 3 устройства (в теле струбцин имеются пазы для зажима элементов круглого сечения).
Все вместе подвергается равномерному нагреву (из расчета 4 - 5 мин на 1 мм толщины материала) при t = 140 - 150oC. В результате нагрева листовой ориентированный термопласт размягчается и стремится сократить площадь своей поверхности. Тройная контурная форма вспоминает свою заранее приданную ей форму (при t ≥ 70oC).
В результате срабатывания контуров из сплава с ЭПФ, сокращения поверхности листового ориентированного термопласта, охлаждения, снятия контуров получается изделие, например, показанные на фиг. 4 - 6 оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УТЕПЛЕННОЕ СВЕТОПРОЗРАЧНОЕ ПОКРЫТИЕ | 1991 |
|
RU2034971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ОБОЛОЧЕК ПОЛОЖИТЕЛЬНОЙ КРИВИЗНЫ | 2004 |
|
RU2295446C2 |
| Контурная форма для изготовления из термоусаживающихся пленочных материалов оболочек | 1988 |
|
SU1578009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2003 |
|
RU2255864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ДЕКОРАТИВНО-АРМИРОВАННЫХ СВЕТОПРОЗРАЧНЫХ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2006 |
|
RU2333100C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРИЕНТИРОВАННОГО ОРГАНИЧЕСКОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2344932C1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ ФУНДАМЕНТОВ ЗДАНИЙ И СООРУЖЕНИЙ И СПОСОБ ВОЗВЕДЕНИЯ УСТРОЙСТВА ДЛЯ УСИЛЕНИЯ ФУНДАМЕНТОВ ЗДАНИЙ И СООРУЖЕНИЙ | 1993 |
|
RU2068916C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 1998 |
|
RU2149963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2039021C1 |
| МОНОКАБЕЛЬНЫЙ ВИСЯЧИЙ МОСТ | 1993 |
|
RU2068907C1 |
Изобретение относится к обработке пластмасс, а именно к получению изделий из ориентированных листовых термопластов. Изобретение позволяет увеличить жесткость и точность размеров получаемых изделий. В устройстве для формования изделий из ориентированного термопласта заготовку размещают в каркасе из жесткого материала, выполненного из металла с эффектом памяти формы. Каркас выполнен в виде одного наружного и двух внутренних контуров круглого сечения. Внутренние контуры каркаса установлены рядом с образованием общего поперечного ребра жесткости. Наружный контур каркаса установлен на заданном расстоянии относительно внутренних контуров, охватывая их. С помощью зажимного приспособления заготовку закрепляют к контурам устройства и нагревают. 7 ил.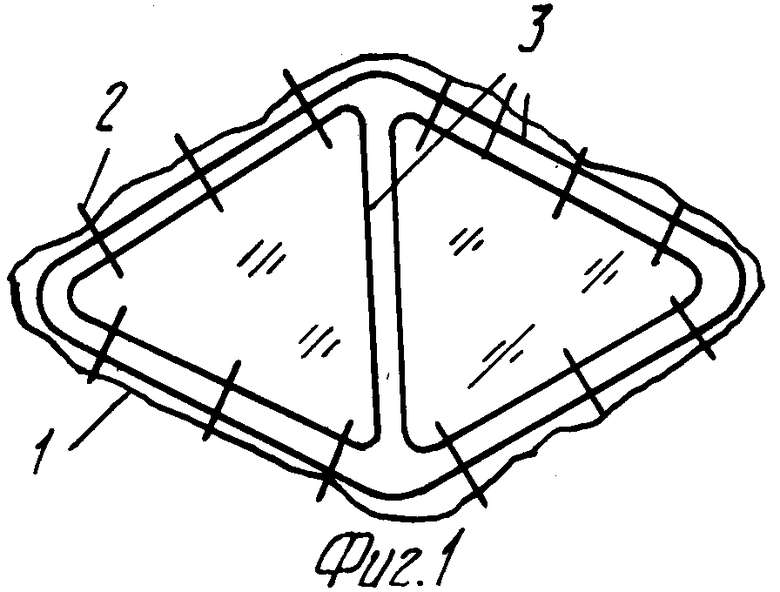
Устройство для формования изделий из ориентированных термопластов, содержащее каркас из жесткого материала, выполненный из металла с эффектом памяти формы, и зажимное приспособление, отличающееся тем, что каркас выполнен в виде одного наружного и двух внутренних контуров круглого сечения, при этом внутренние контуры каркаса установлены рядом с образованием общего поперечного ребра жесткости, а наружный контур установлен на заданном расстоянии относительно внутренних контуров, охватывая их.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гудимов М.М., Петров Б.В | |||
| Органическое стекло, - М.: Химия, 1981, с.161 - 161 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1578009, кл | |||
| Солесос | 1922 |
|
SU29A1 |
