Изобретение относится к области обработки пластмасс, а именно к изготовлению ребристых оболочек положительной кривизны из термопластичных материалов (оргстекла, поликарбоната, ПЭ, ПВХ, ПТФЭ и др.) которые могут быть использованы в различных областях народного хозяйства: архитектуре и строительстве, светотехнике, авто- и вертолетостроении, а также для корпусных конструкций воздухоплавательных аппаратов, речных и морских судов.
Для образования ребер жесткости, придающих конструкции значительную жесткость, при формовании оболочек, например железобетонных, стеклопластиковых, в теле будущей оболочки оставляют различные изделия по форме ребра, применяют опалубку с реброобразователями или прикрепляют заранее изготовленные ребра - бортовые элементы [См.: 1) Клятис Г.Я. Современное состояние и перспективы развития строительных конструкций за рубежом. М.: ЦИНИС Госстроя СССР, 1969. - с.30, 224. 2) Г.Рюле. Пространственные покрытия. М.: СИ, 1974. - с.191. 3) Канчели Н.В. Строительные пространственные конструкции. М.: АСВ, 2003, - с.25, рис.25-27)].
Недостаток этих способов - дороговизна и большая трудоемкость.
Известны различные способы получения гладких оболочек положительной кривизны из обычных термопластических полимерных материалов по источнику: Шерышев М.А. Формование полимерных листов и пленок. Л., Химия, 1989. - с.14-30; (табл.1. Способы термоформования листовых и пленочных термопластов в объемные изделия).
Предлагаемые по указанному источнику способы формования объемных изделий, включая оболочки, требуют наличия матрицы и пуансона, нагрева заготовки, создания давления (вакуума), оформления изделия, последующего охлаждения и съема готовой продукции.
Недостатками таких способов являются:
- потребность изготовления дорогостоящих и сложных по конфигурации пуансона и матрицы;
- необходимость создания давления (вакуума), требующего специального нагнетательного (отсасывающего) оборудования.
Наиболее близким по техническому решению к заявленному является способ изготовления ребристых оболочек с положительной кривизной, по патенту RU 2159702, опубл. 27.11.2000.
По данному способу укладывают и закрепляют два листа ориентированного термопласта и обычного термопласта, которые после нагрева до высокоэластического состояния принимают форму оболочек положительной кривизны.
Недостатком такого способа является изготовление оболочки как композиции, то есть состоящую из слоя термопласта и решетки (каркаса) из пластмассы.
Изобретение направлено на изготовление ребристых оболочек положительной кривизны, без какого-либо каркаса.
Результат достигается тем, что способ изготовления оболочек положительной кривизны, включающий укладку двух листов ориентированного и обычного термопласта, нагрев их до высокоэластического состояния и последующего охлаждения отличается тем, что вниз укладывают ориентированный или термоусадочный лист термопласта, а сверху - обычный лист термопласта, которые закрепляют друг с другом точечно. Точечное закрепление осуществляется по произвольному плану: круг, овал, эллипс, прямоугольник, треугольник и пр.
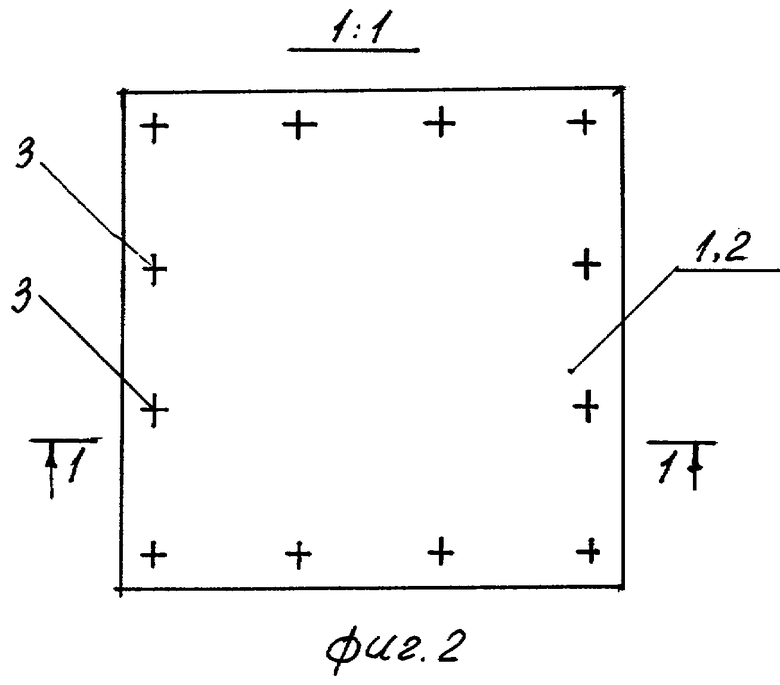
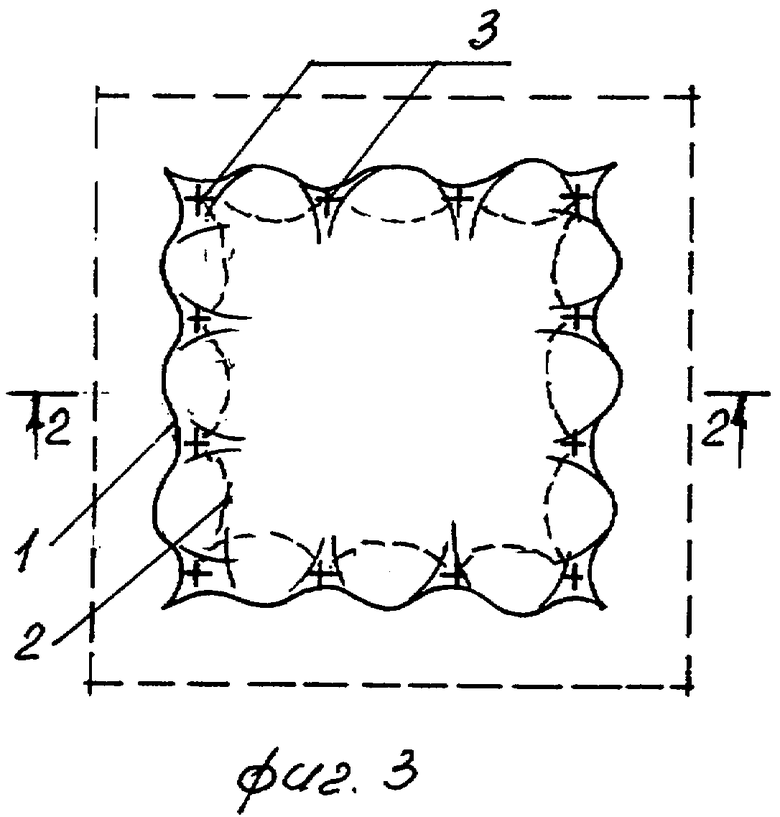
Изобретение поясняется чертежами, где на фигурах 1, 2, 3 и 4 показаны этапы изготовления ребристых оболочек положительной кривизны, а также необходимые при этом материалы и оборудование. На фиг.1 показано сечение 1-1 листов термопласта: 1 - верхний обычный, 2 - нижний ориентированный или термоусадочный, 3 - точечное (болтовое или на струбцинах) закрепление. На фиг.2 показан план (прямоугольный) листов до их совместного нагрева. Нижний ориентированный, или усадочный, термопласт 2 играет роль формовочного механизма для образования ребристой оболочки положительной кривизны.
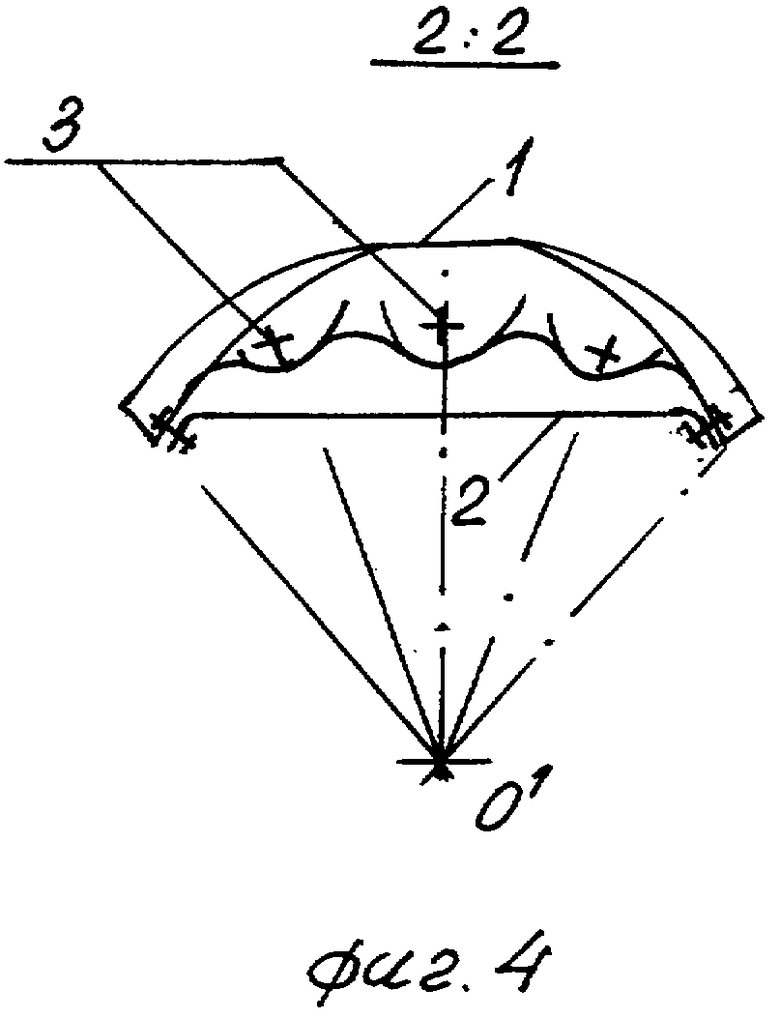
На фиг.3 показан план двух листов с элементами точечного закрепления после нагрева и достижения двумя листами термопласта высокоэластического состояния. На верхнем обычном термопласте 1, по краям, образовались ребра, которые приподняли верхний лист.
На фигуре 4 показан разрез готовой охлажденной ребристой оболочки положительной кривизны 1 и отработанного, потерявшего ориентационные (усадочные) напряжения термопласта 2.
Способ изготовления ребристых оболочек положительной кривизны из термопластов реализуется по следующей технологической схеме:
- два листа термопласта 1, 2 (обычный и ориентированный, или усадочный) надежно закрепляют друг к другу с помощью болтовых соединений или струбцин - поз.3. (фиг.1, 2);
- оба листа термопласта (фиг.1, 2) подвергают равномерному нагреву в специальной камере (на чертежах не показана);
- при нагреве ориентированный (усадочный) термопласт 2, стремясь сократить площадь своей поверхности, заставляет верхний лист 1 поворачиваться вокруг оси О1 и приподниматься (фиг.3, 4);
- верхний лист, образовывая ребра жесткости, воспринимает форму оболочки положительной кривизны (фиг.4);
- после охлаждения и снятия точечных элементов крепления 3 и соответствующей обработки кромок ребристая оболочка положительной кривизны 1 готова (фиг.3 - в плане, фиг.4 - разрез 2-2).
Нижний отработавший лист термопласта 2 может быть использован для повторной ориентации или для других целей, например, для изготовления тех же ребристых оболочек положительной кривизны, но других габаритов.
Технико-экономические преимущества предлагаемого изобретения состоят в следующем:
- высокая прочность и устойчивость ребристых оболочек по сравнению с гладкими;
- полное отсутствие какого-либо каркаса;
- сокращение стоимости изготовления ребристых оболочек: нет необходимости в жесткой специальной форме или матрице (стоимость такой матрицы или опалубки для сложных форм достигает 28% от стоимости единицы изделия - см. Шмит О.М. Опалубка для монолитного бетона. М.: СИ, 1991. - с.5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2003 |
|
RU2255864C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2007 |
|
RU2388601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ДЕКОРАТИВНО-АРМИРОВАННЫХ СВЕТОПРОЗРАЧНЫХ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2006 |
|
RU2333100C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2000 |
|
RU2209136C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 1998 |
|
RU2149963C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРИЕНТИРОВАННЫХ ТЕРМОПЛАСТОВ | 1994 |
|
RU2111118C1 |
| СПОСОБ, УСТРОЙСТВО И ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2011 |
|
RU2489254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК ИЗ ТРУБЧАТОЙ ДЕТАЛИ | 2011 |
|
RU2456159C1 |
| УТЕПЛЕННОЕ СВЕТОПРОЗРАЧНОЕ ПОКРЫТИЕ | 1991 |
|
RU2034971C1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА | 2000 |
|
RU2203804C2 |
Изобретение относится к способу изготовления ребристых оболочек положительной кривизны, который может использоваться в архитектуре, строительстве, светотехнике, авто- и вертолетостроении, а также для корпусных конструкций воздухоплавательных аппаратов, речных и морских судов. В способе изготовления ребристых оболочек с положительной кривизной укладывают и закрепляют два листа ориентированного и обычного термопласта. Вниз укладывают ориентированный лист термопласта, а сверху - обычный лист термопласта, которые скрепляют друг с другом по контуру точечно. Нагревают их до температуры высокоэластического состояния и осуществляют последующее охлаждение. После охлаждения нижний ориентированный лист термопласта используют для повторного изготовления ребристых оболочек положительной кривизны. Изобретение обладает высокой прочностью и устойчивостью ребристых оболочек, полным отсутствием какого-либо каркаса и сокращением стоимости изготовления. 1 з.п. ф-лы, 4 ил.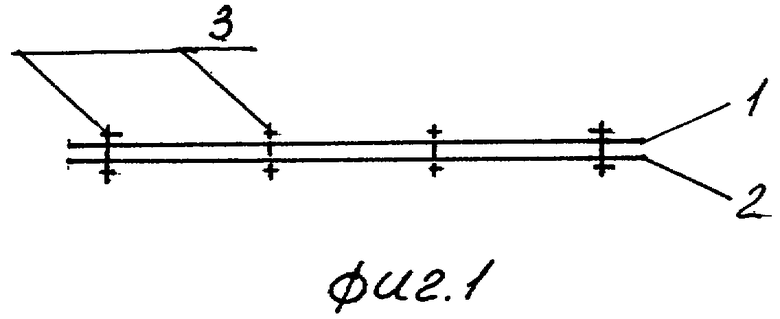
| ТЕРМОУСАЖИВАЕМАЯ ОБОЛОЧКА | 1996 |
|
RU2159702C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРИЕНТИРОВАННЫХ ТЕРМОПЛАСТОВ | 1994 |
|
RU2111118C1 |
| СНОСОВ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОВОЛОЧЕК | 0 |
|
SU210353A1 |
| ТРУБОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2177099C1 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНЦЕНТРАЦИИ ЖИДКОСТЕЙ | 0 |
|
SU243985A1 |

