Изобретение относится к области обработки пластмасс, а именно к изготовлению ребристых оболочек отрицательной кривизны из различных термопластичных материалов: оргстекла, поликарбоната, ПЭ, ПBX, ПТФЭ и др., которые могут быть использованы в различных областях народного хозяйства: архитектуре и строительстве, светотехнике, авто- и вертолетостроении, а также для корпусных конструкций воздухоплавательных аппаратов, речных и морских судов.
Для образования ребер жесткости, придающих конструкции значительную жесткость, при формовании оболочек, например железобетонных, стеклопластиковых, в теле будущей оболочки оставляют различные тела по форме ребра, применяют опалубку с реброобразователями или прикрепляют заранее изготовленные ребра - бортовые элементы (см.: 1. Клятис Г.Я. Современное состояние и перспективы развития строительных конструкций за рубежом. М.: ЦИНИС: Госстроя СССР, 1969. - с.30, 224. 2. Г.Рюле. Пространственные покрытия. М.: СИ, 1974. - с.191. 3. Канчели Н.В. Строительные пространственные конструкции. М. АСВ. 2003, - с.25. рис.25-27).
Недостаток этих способов - дороговизна и большая трудоемкость.
Известен следующий способ получения гладких оболочек отрицательной кривизны из термоусаживающихся полимерных материалов по А.С. №625231, МПК G 09 В 23/00, опубликованный в БИ №35 от 25.09.1978 г.
По данному способу оболочку получают путем прижатия термоусадочного полимерного материала к контурному каркасу, нагревания, последующего охлаждения и снятия с каркаса.
Недостатком такого способа является невозможность изготовления оболочек с поверхностью отрицательной кривизны с ребрами жесткости.
Наиболее близким по техническому решению к заявленному является способ для одновременного изготовления двух гладких оболочек отрицательной кривизны из термопластов по патенту РФ №2149963, МПК Е 04 G 11/04, опубликованный в БИ №15 от 27.05.2000 г.
По данному способу два листа термоусадочного или ориентированного термопласта укладывают на жесткий каркас, которые после нагрева до высокоэластического состояния воспринимают форму оболочек отрицательной кривизны.
Недостаток такого способа получения оболочек, отрицательной кривизны - невозможность формования конструкции оболочки с ребрами.
Изобретение направлено на изготовление ребристых оболочек отрицательной кривизны.
Результат достигается тем, что в способе изготовления оболочек отрицательной кривизны, включающем укладку и закрепление на пространственном каркасе двух листов термопласта, нагрев их до высокоэластичного состояния и последующего охлаждения, по изобретению вниз укладывают обычный лист термопласта (например, полиэтилен, оргстекло, поликарбонат, ПТФЭ и др.), а сверху - ориентированный или усадочный лист термопласта (полиэтилен, оргстекло, поликарбонат, ПТФЭ и др.) в сочетании ПЭ-ПЭ, ПММА-ПММА, ПК-ПК, ПТФЭ-ПТФЭ или в их комбинации.
Обработку полимерной пары необходимо производить до достижения температуры высокоэластического состояния обоих полимеров, например для пары ПЭ-ПЭ при 110-130°С, для пары ПММА-ПММА при 110-150°С. Для остальных пар термопластов по таблицам термомеханических кривых, которые выбираются по действующим справочникам.
Время обработки - 1-4 минуты, что зависит от толщины применяемых материалов.
Изобретение поясняется чертежами, где на фигурах 1, 2, 3, 4 и 5 показаны этапы изготовления ребристых оболочек отрицательной кривизны, а также необходимые при этом материалы и оборудование. На фиг.1 изображены листы термопласта, предварительно изогнутые по форме контурного каркаса 3 (в данном случае - две вертикально поставленные арки). На фиг.2 показано сечение 1-1 до совместного нагрева: 1 - ориентированный или термоусадочный термопласт (в данном случае двухосно ориентированный ПТФЭ), 2 - обычный термопласт. Верхний ориентированный или усадочный термопласт 1 играет роль плунжера при формовании ребристой оболочки.
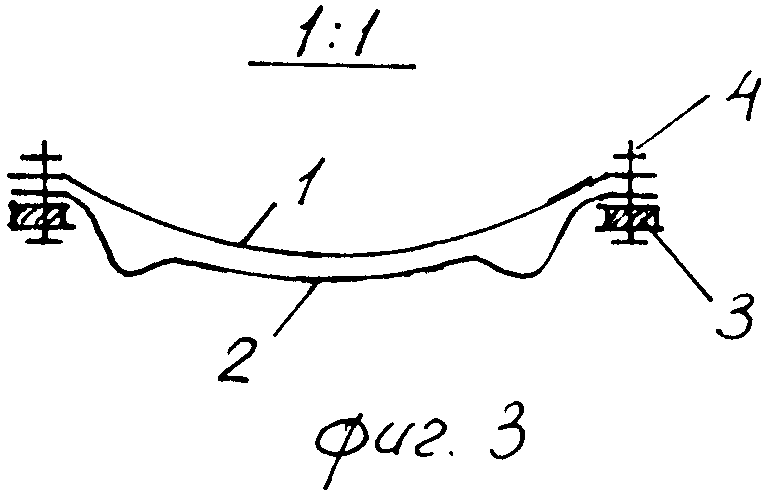
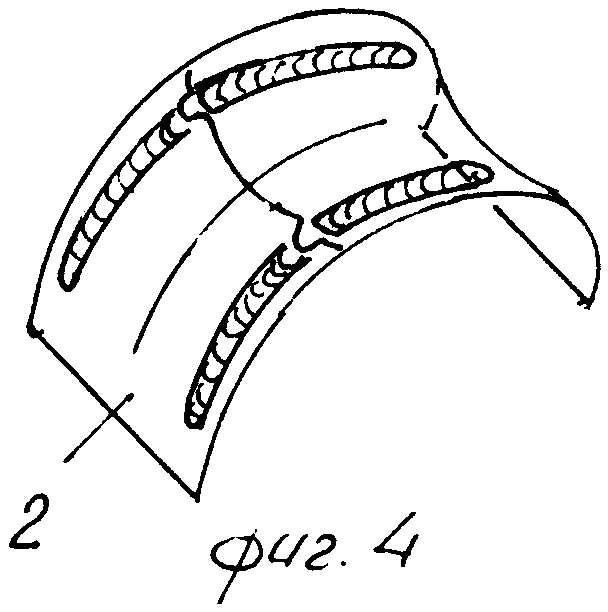
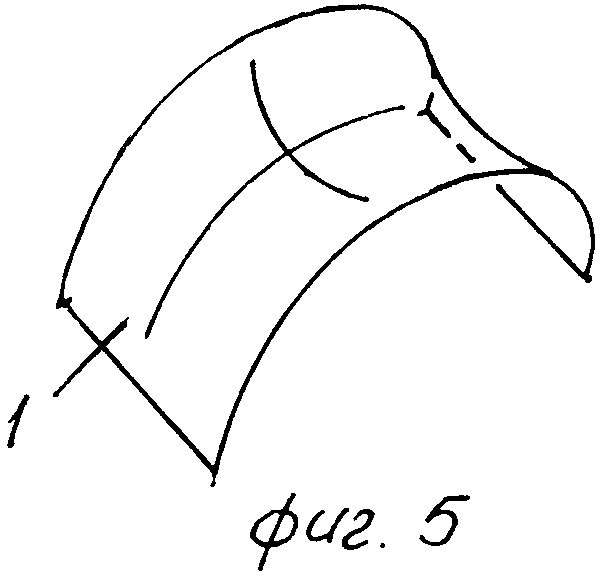
На фиг.3 показано то же сечение 1-1 после нагрева и достижения двумя слоями термопласта высокоэластического состояния. На нижнем обычном термопласте 2 по краям образовались ребра. На фигурах 4 и 5 показаны готовые охлажденные и снятые с контурного каркаса 3 оболочки, причем на фиг.4 - нижняя оболочка с ребрами, а на фиг.3 верхняя - гладкая.
Способ изготовления ребристых оболочек отрицательной кривизны из термопластов реализуется по следующей технологической схеме:
- слегка подогретым двум листам термопласта 1 (ориентированный или термоусадочный) и 2 (обычный) придают форму одинарной кривизны (в данном случае) для удобства укладки на контурный каркас 3;
- оба листа термопласта 1, 2 надежно закрепляют к контурному каркасу 3 с помощью болтовых соединений или струбцин-поз.4;
- конструкцию (фиг.2) с уложенными листами термопласта подвергают нагреву в специальной камере (на чертежах не показана);
- после охлаждения и снятия с контурного каркаса и соответствующей обработки кромок, обе оболочки готовы: верхняя - гладкая без ребер, нижняя - с ребрами.
Технико-экономические преимущества предлагаемого изобретения состоят в следующем:
- прочность и устойчивость ребристых оболочек на много выше, чем у гладких;
- одновременное изготовление двух оболочек отрицательной кривизны: гладкой и ребристой, которые могут быть использованы как раздельно, так и совместно;
- сокращается время изготовления разнородных конструкций (ребристых и гладких оболочек);
- сокращается стоимость изготовления ребристых оболочек - отпадает потребность в жесткой специальной форме или матрице. (Стоимость такой матрицы или опалубки для сложных форм достигает 28% от стоимости единицы изделия. - см. Шмит О.М. Опалубка для монолитного бетона. М.: СИ. 1991. - с.5).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2007 |
|
RU2388601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ДЕКОРАТИВНО-АРМИРОВАННЫХ СВЕТОПРОЗРАЧНЫХ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2006 |
|
RU2333100C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ОБОЛОЧЕК ПОЛОЖИТЕЛЬНОЙ КРИВИЗНЫ | 2004 |
|
RU2295446C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 1998 |
|
RU2149963C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 2000 |
|
RU2209136C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ОРИЕНТИРОВАННЫХ ТЕРМОПЛАСТОВ | 1994 |
|
RU2111118C1 |
| СПОСОБ, УСТРОЙСТВО И ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2011 |
|
RU2489254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК ИЗ ТРУБЧАТОЙ ДЕТАЛИ | 2011 |
|
RU2456159C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН В ТОНКОСТЕННЫХ ОБОЛОЧЕЧНЫХ КОНСТРУКЦИЯХ | 2005 |
|
RU2310791C2 |
| Контурная форма для изготовления из термоусаживающихся пленочных материалов оболочек | 1988 |
|
SU1578009A1 |

Изобретение относится к области обработки пластмасс, а именно к изготовлению ребристых оболочек отрицательной кривизны из различных термопластичных материалов. Способ заключается в том, что два листа термопласта (ориентированный и неориентированный) укладывают на изогнутый каркас, нагревают до температуры высокоэластического состояния обоих, а затем охлаждают. В результате обе оболочки приобретают отрицательную кривизну, при этом на нижней оболочке из неориентированного термопласта образуются ребра за счет излишка материала. 4 ил.

Способ изготовления ребристых оболочек отрицательной кривизны, включающий укладку и закрепление на пространственном каркасе двух листов термопласта, нагрев их до температуры высокоэластического состояния и последующего охлаждения, отличающийся тем, что вниз укладывают обычный лист термопласта, а сверху - ориентированный или усадочный лист термопласта.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ОТРИЦАТЕЛЬНОЙ КРИВИЗНЫ | 1998 |
|
RU2149963C1 |
| СНОСОВ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОВОЛОЧЕК | 0 |
|
SU210353A1 |
| Установка для непрерывного изготовления листовых полимерных материалов | 1987 |
|
SU1497027A1 |

