Изобретение касается способа и устройства печатания на стеклянной панели декоративного слоя, который по крайней мере в выбранной области распространяется непосредственно до периферийной поверхности стеклянной панели.
Ветровые стекла автомобилей очень часто оснащаются вдоль канта или по всему периметру стекла светонепроницаемым декоративным слоем, состоящим, как правило, из краски горячей сушки. Наиболее пригодным способом нанесения декоративного слоя на поверхность стеклянной панели является способ трафаретной печати. Краска для печати обычно обжигается в ходе термической обработки, необходимой для изгиба и/или предварительного напряжения стеклянной панели при температурах от 550 до 600oC или большей температуре.
Очень часто стеклянные панели в собранном состоянии не обрамляются и не перекрываются по краям профильной рамкой, а просматриваются снаружи до краев. Это значит, что декоративная печать по краю до канта периметра стеклопанели является прозрачной. Дефекты наружного ограничения декоративной рамы, в частности незначительные различные расстояния наружного ограничения декоративной рамы до канта стеклянной панели, могут создавать большие помехи. Поэтому большой интерес заключается в том, чтобы цветной слой, образующий декоративную рамку, был нанесен в выбранной области или вдоль всего периметра стеклянной панели непосредственно до канта периметра.
При обычном способе печати, в особенности при способе трафаретной печати, по ряду причин довольно трудно осуществить точное нанесение декора вплоть до края стеклянной панели. С одной стороны, указанные стеклянные панели имеют, как правило, определенные допустимые допуски по размерам, в то время как все они печатаются на основе одного и того же печатного шаблона. С другой стороны, процессы позиционирования подлежащих печатанию стеклянных панелей и инструменты для печати также связаны с допусками, которые накладываются на допуски по размерам стеклянных панелей. Если часть шаблона трафаретной печати, пропускающая печатную краску, выходит за край стеклянной панели, то на этих местах печатная краска прилипает к нижней стороне шаблона трафаретной печати. И шаблон трафаретной печати, таким образом, становится непригодным для такого способа печати. Во избежание указанных сложностей при трафаретной печати нанесение краски осуществляется обычно только на некотором расстоянии от края стеклянной панели, которое учитывает возможные неблагоприятные случаи. Точная печать по поверхности до края стекла затруднительна при серийной печати способом трафаретной печати на современном уровне техники.
Вместе с тем, из патента США N 4268545, кл. B 05 D 1/32, 1981, известен способ нанесения декоративного слоя на стеклянную панель, при котором стеклянную панель укладывают на плоскую опору с ориентированием в заданном положении, стыкуют края панели с гибким поверхностным элементом, выступающим за ее контур, и выполняют декоративную печать путем нанесения красочного декоративного слоя вдоль контура панели, включая ее края и поверхностный элемент, с последующим отделением поверхностного элемента от панели.
Устройство, реализующее известный способ, содержит плоскую опору, поверхностный элемент, контактирующий с краями стеклянной панели и выступающий за ее контур.
В основе изобретения лежит задача создать более простой способ и устройство, при котором независимо от допусков по поверхности стеклянных панелей и позиционирования в процессе печатания нанесенный декоративный слой по крайней мере в выбранной области доходит непосредственно до периферийного края стеклянной панели с формированием поверхностного элемента непосредственно на опоре.
Согласно изобретению эта задача решается благодаря тому, что на стеклянной панели выбирают области размещения декоративного слоя вплоть до краев панели, а гибкий поверхностный элемент формируют непосредственно на плоской опоре и стыкуют с краями панели в выбранных областях, при этом отделение поверхностного элемента от панели осуществляют после просушивания печатной краски.
В предлагаемом согласно изобретению способе шаблон для печати оформляется таким образом, чтобы площадь печатания даже в самом неблагоприятном случае допусков по размерам и условиям позиционирования распространялась на несколько миллиметров за край стеклянной панели. Таким образом печатная краска наносится не только до края стекла, а также сверх этого и на примыкающую поверхность, которая с граничащей поверхностью стекла образует более или менее взаимосвязанную и проходную ровную поверхность. Выходящий за край стеклянной панели поверхностный элемент после просушки печатной краски отделяется от стеклянной панели. В данном случае поверхностный элемент может быть повторно использован для печатания следующей стеклопанели. Предпочтительно, однако, после процесса печатания отделенный от стеклянной панели поверхностный элемент выбросить и для каждой стеклопанели использовать новый поверхностный элемент.
Предлагаемый согласно изобретению способ может быть осуществлен различными путями.
Например, согласно первой форме исполнения способа, можно профильные полосы из подходящего для этой цели материала толщиной в несколько миллиметров и прямоугольного сечения таким образом наклеить на периферийную поверхность стеклянной панели, чтобы ровная ограничивающая поверхность профильной полосы образовывала удлинение наружной поверхности стеклянной панели.
Согласно другой форме исполнения поверхностный элемент образуется из литьевого или экструдированного, отвердевающего неорганического или органического материала непосредственно на периферийной поверхности стеклянной панели. При этом формирование поверхностного элемента осуществляется с помощью формы, охватывающей стеклянную панель, которая образует полое пространство, соответствующее поверхностному элементу, которое заполняется отвердевающим материалом. Вместо этого поверхностный элемент с желаемым поперечным сечением может быть сформирован также непосредственно на периферийной поверхности стеклянной панели с помощью соответствующего экструзионного сопла. Для этой формы исполнения наиболее пригодны термопластические и термореактивные полимеры.
Следующая форма исполнения изобретения заключается в том, что поверхностный элемент, примыкающий к стеклянной панели, образуется из гибкого полотна, в частности из бумажного полотна, которое удерживается опорным корпусом, расположенным рядом со стеклянной панелью на высоте поверхности стекла. Расположенный рядом со стеклянной панелью опорный корпус может быть, например, рамкой шаблонного вида, в которой стеклянная панель укладывается на промежуточное полотно из шелковой бумаги.
Другие особенности и преимущества предлагаемого согласно изобретению способа описаны в дополнительных пунктах формулы изобретения и нижеследующем описании различных примеров исполнения с помощью приведенных чертежей, где
на фиг. 1 представлено устройство для образования непрерывной краевой полосы с помощью экструзионного формующего инструмента;
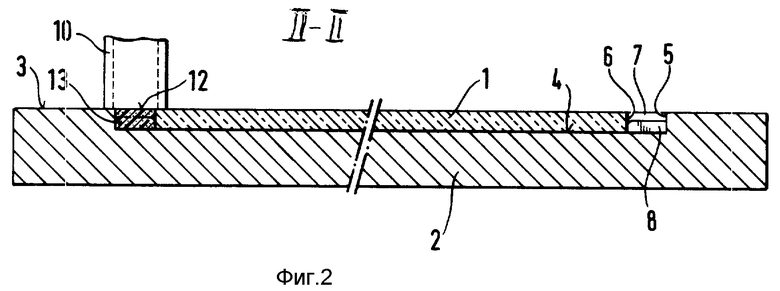
фиг. 2 - разрез по линии 11-11 устройства на фиг. 1;
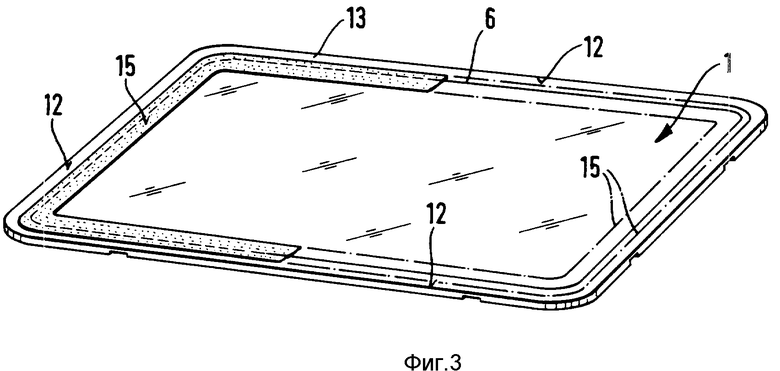
фиг. 3 - стеклянная панель, оснащенная печатной декоративной рамкой перед удалением краевых полос;
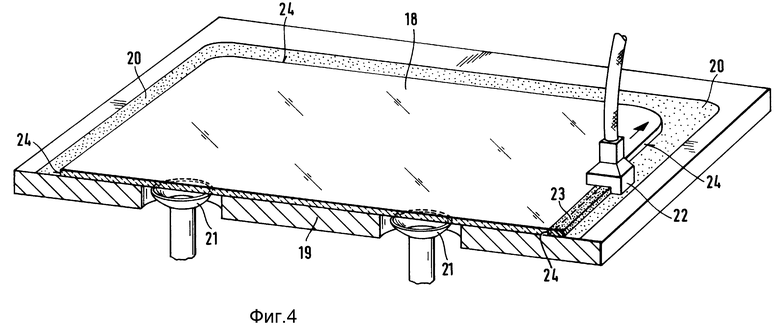
фиг. 4 - устройство для формирования краевой полосы на стеклянной панели с помощью калибрующей формирующей насадки;
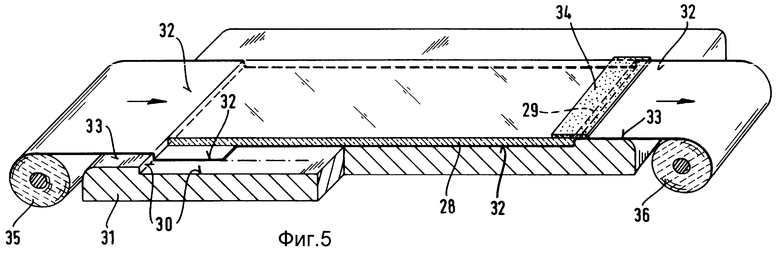
фиг. 5 - форма для укладки стеклянной панели в процессе печатания с бумажной полосой, образующей примыкающий поверхностный элемент;
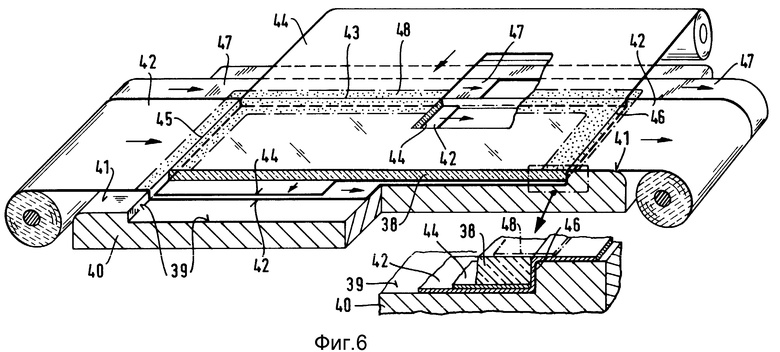
фиг. 6 - форма для укладки стеклянной панели в процессе печатания с несколькими бумажными полотнами, охватывающими стеклянную панель вдоль всего ее периметра;
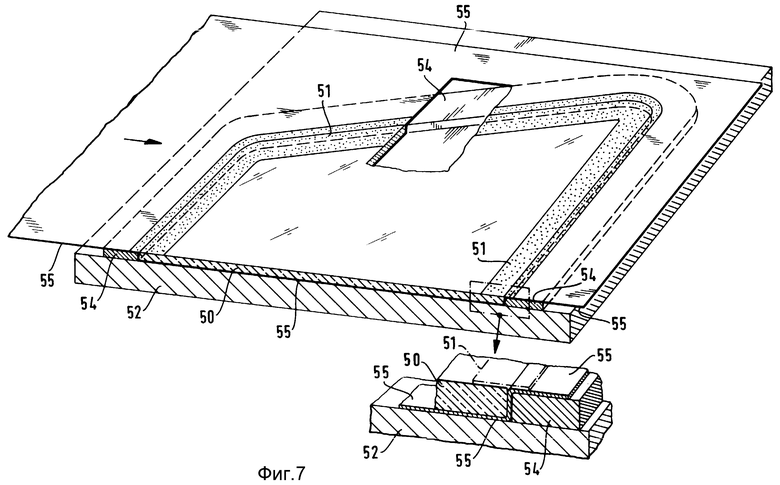
фиг. 7 - другая форма исполнения устройства для укладки стеклянной панели в процессе печатания с бумажным полотном, со всех сторон охватывающим весь периметр стеклянной панели.
С помощью представленных на фиг. 1-3 схематических изображений описывается первый вариант исполнения способа, в котором стеклянная панель 1 вдоль всего ее периметра оснащена гибким поверхностным элементом в виде краевой полосы, увеличивающей наружную поверхность стеклянной панели. Для этой цели плоская опора в виде формы 2 изготовлена с ровной наружной поверхностью 3 и выемкой 4. Форма внутренней ограничительной стенки 5 выемки 4 соответствует форме периферийной поверхности 6 стеклянной панели 1, однако она больше, чем поверхность стеклянной панели. Если стеклянная панель укладывается в эту форму, то между периферийной поверхностью 6 стеклянной панели 1 и ограничительной стенкой 5 выемки 4 образуется зазор 7. Выемка 4 имеет такую размерность или сформирована таким образом, чтобы наружная поверхность стеклянной панели 1 лежала в той же плоскости, что и наружная поверхность 3 формы 2. Для того, чтобы зафиксировать положение стеклянной панели 1 внутри выемки 4, на дне выемки расположены дистанционные элементы 8.
После того как стеклянная панель 1 будет уложена в форму 2, форма в зоне ограничительной стенки 5 оснащается специальным разделительным материалом. Зазор 7 между периферийной поверхностью стеклянной панели и ограничительной стенкой 5 выемки 4 затем заполняется с помощью экструзионного формующего инструмента 10 отверждающейся полимерной массой, поступающей по шлангу 11. Верхняя поверхность 12 образованной таким образом рамкообразной профильной полосы 13 лежит в той же плоскости, что и наружная поверхность стеклянной панели 1, и образует таким образом поверхностный элемент, перекрывающий периферийный край стеклянной панели 1.
После заполнения зазора 7 таким способом полимер затвердевает. Затем стеклянная панель 1 вынимается из формы 2 с приклеенными по периферийной поверхности 6 профильными полосами 13.
В качестве полимера для профильных полос 13 могут применяться термопластические полимерные материалы, такие как ПВХ, или двухкомпонентные системы, такие как полиуретаны. Могут применяться также и неорганические отверждающиеся массы и системы для изготовления профильных полос 13.
На оснащенную таким образом профильными полосами 13 по периметру стеклянную шайбу 1 наносится декоративная рамка 15, как это изображено на фиг. 3. Наружные размеры печатного шаблона выбираются при этом так, чтобы печатная краска вдоль всего периметра стеклянной панели 1 покрывала наружную поверхность стекла, а также часть наружной поверхности 12 краевой полосы 13. Процесс печатания осуществляется, предпочтительно, способом трафаретной печати.
Когда печатная краска, образующая декоративную рамку 15, высохнет, краевая полоса 13 может быть удалена от стеклянной панели 1. Стеклянная панель 1 может быть затем подвержена последующей обработке обычным способом. Например, после разогрева до температуры изгиба панель может быть изогнута и в заключение предварительно напряжена. Наиболее целесообразно производить удаление краевых полос 13 только перед укладкой стеклянной панели на роликовый транспортер печи, в которой стеклянная панель будет разогреваться до температуры изгиба или же температуры предварительного напряжения. Таким образом рамкообразные краевые полосы 13 во время промежуточного штабелирования и манипулирования служат в качестве эффективного предохранения краев стеклянной панели.
Другой способ, с помощью которого стеклянная панель может быть оснащена краевыми полосами, представлен на фиг. 4 схематически. В этом случае стеклянная панель 18 укладывается на плоскую плиту 19, которая перед этим по периферийной области стеклянной панели 18 оснащается специальным разделительным слоем 20. Стеклянная панель 18 удерживается на плите 19, например, с помощью присасывающихся тарелок 21. После этого экструзионное сопло 22 с соответствующим калиброванным отверстием сопла ведется вдоль по периметру стеклянной панели 18 и при этом непосредственно на периферийной поверхности 24 панели экструдируется профильная полоса 23. Экструзионное сопло 22 с помощью соответствующего запрограммированного робота автоматически ведется вдоль периферийной поверхности 24 стеклянной панели 18. Отверстие сопла экструзионного инструмента 22 откалибровано таким образом, что верхняя наружная поверхность профильной полосы 23 образует поверхностный элемент, осуществляющий увеличение наружной поверхности стеклянной панели 18. После того как профильная полоса 23 затвердевает, стеклянная панель 18 отделяется от плиты 19.
Плита 19 может быть изготовлена, например, из политетрафторэтилена (фторопласт-4) или другого материала, к которому не прилипает профильная полоса, экструдируемая с помощью экструзионного сопла 22. В этом случае отпадает необходимость нанесения на плиту 19 специального разделительного слоя.
Представленный на фиг. 4 способ может быть согласно другому предпочтительному варианту исполнен таким образом, что между гладкой плитой 19 и стеклянной панелью укладывается промежуточная прокладка - полотно из бумаги или из полимерной пленки, на которое и укладывается стеклянная панель. Это бумажное или полимерное полотно после нанесения профильной полосы 23 на край стеклянной панели совместно со стеклянной панелью передается в последующую станцию трафаретной печати и в сушильную печь, в которой происходит сушка трафаретной краски.
Печатание декоративной рамки и последующая обработка стеклянной панели осуществляются таким же образом, как это описано в первоначальных примерах исполнения.
На фиг. 5 представлена принципиальная конструкция устройства, с помощью которого поверхностный элемент, увеличивающий наружную поверхность стекла, образуется посредством бумажного полотна или пригодной для этого пленки. В представленном случае прямоугольная стеклянная панель 28 вдоль канта 29 оснащается декоративными полосами. Для этой цели стеклянная панель 28 укладывается в выемку 30 плоской опоры в виде плиты 31, соответствующую по форме и толщине стеклянной панели. Через выемку 30 перед этим протягивается бумажное полотно 32, сматываемое с исходного ролика 35 и наматываемое после процесса печатания на ролик 36. Если стеклянная панель 28 укладывается на промежуточную прокладку из бумажного полотна 32 в выемку 30, то бумажное полотно покрывает поверхности формы, примыкающие к выемке 30, и которые находятся на такой же высоте, как и наружная поверхность стеклянной панели 28.
Стеклянная панель 28 оснащается декоративной полосой 34, в то время как в представленном способе она расположена внутри плиты 31. После процесса печатания стеклянная панель может быть извлечена прямо из опорной плиты 31. Бумажное полотно 32 перемещается на определенную длину и наматывается на ролик 36, таким образом устройство будет готово для следующего процесса печатания.
Если с помощью описанного согласно фиг.5 принципа стеклянная панель должна быть оснащена рамкообразной декоративной печатью вдоль всего ее периметра, то для этой цели может быть применено устройство, принципиальная конструкция которого представлена на фиг. 6. Стеклянная панель 38 здесь также укладывается в выемку 39 опорной плиты 40, наружная поверхность 41 которой, примыкающая к выемке 39, находится на том же уровне, что и наружная поверхность стеклянной панели 38, с учетом в данном случае толщины бумажного полотна. В этом случае вся примыкающая с боков к выемке 39 область наружной поверхности 41 покрывается бумажным полотном. В то время как бумажное полотно 42 натяжено в направлении параллельно к краю 43 стеклянной панели 38, второе бумажное полотно 44 натянуто через опорную плиту 40 поперек бумажного полотна 42. Ширина обоих бумажных полотен 42, 44 соответствует ширине выемки 39 по соответствующему направлению. Таким образом соседние с краями стеклянной панели 43, 45, 46 области наружной поверхности 41 формы 40 перекрываются бумажными полотнами. Оставшийся между обоими бумажными полотнами 42, 44 промежуток наружной поверхности формы 41 покрывается следующим бумажным полотном 47. Бумажное полотно 47 может быть сравнительно узким и плотно примыкать к бумажному полотну 42. Оно располагается под бумажным полотном 44, так что в зоне канта 43 стеклянной панели только бумажное полотно 44 образует поверхностный элемент, примыкающий к поверхности стекла. Как описано во взаимосвязи с фиг. 5, первоначально бумажные полотна 42, 44, 47 натягиваются через опорную плиту 40. После этого стеклянная панель 38 укладывается на бумажные полотна 42, 44 и совместно с ними устанавливается в выемке 39. Затем стеклянная панель, расположенная в выемке опорной плиты, оснащается декоративной рамкой 48, например, с помощью способа трафаретной печати. Если печатная краска будет достаточно просушена, стеклянная панель извлекается из выемки 39 и отсоединяется от бумажных полотен. Дальнейшая обработка стеклянной панели осуществляется затем обычным способом.
Также и представленное на фиг. 7 с частичным разрезом устройство пригодно для того, чтобы оснастить плоскую стеклянную панель 50 любой формы периметра рамкообразной декоративной печатью 51, доходящей непосредственно до периферийного канта стеклянной панели. В этом случае устройство включает в себя стол 52 с гладкой наружной поверхностью, на котором располагается шаблонообразная рамка 54, соответствующая толщине стеклянной панели 50. Внутренняя периферийная форма рамки 54 соответствует наружной периферийной форме стеклянной панели 50. Через рамку 54 натягивается полотно из надлежащей шелковой бумаги или соответствующей текстильной ткани, или полимерной пленки, которое прокладывается со всех сторон над рамкой 54, если стеклянная панель 50 будет уложена внутри рамки 54 на столе 52. Материал, образующий полотно 55, очень тонкий и, кроме того, может так изгибаться и формоваться, чтобы в угловых зонах рамки 54 не создавались никакие создающие помехи складки.
Декоративная рамка 51 аналогично тому, как это описано в предыдущих примерах, печатается способ трафаретной печати, проходя через край стеклянной панели до бумажного полотна 55. В заключение стеклянная панель 50 совместно с рамкой 54 и бумажным полотном 55 задвигается в подсоединенную станцию просушки. После высыхания печатной краски стеклянная панель 50 отделяется от бумажного полотна 55 и подвергается дальнейшей обработке.
Изобретение касается изготовления стеклянной панели 1 с напечатанной декоративной рамкой 15, при котором декоративная рамка 15 независимо от допусков по площади поверхности стеклянных панелей и от допусков по позиционированию стеклянной панели и печатающего инструмента в процессе печатания доходит до периферийной поверхности 6 стеклянной панели 1. Для этой цели непосредственно на периферийной поверхности 6 формируется увеличенная профильная полоса 13, перекрывающая периферийную поверхность 6 и примыкающая к наружной поверхности стеклянной панели 1. Декоративная рамка 15 печатается за периферийным кантом стеклянной панели 1, доходя до профильной полосы 13. После просыхания печатной краски профильная полоса 13 отделяется от стеклянной панели 1. Такое выполнение позволяет с использованием простых средств нанести цветной слой непосредственно до канта рамки. 2 с. и 12 з.п.ф-лы, 7 ил.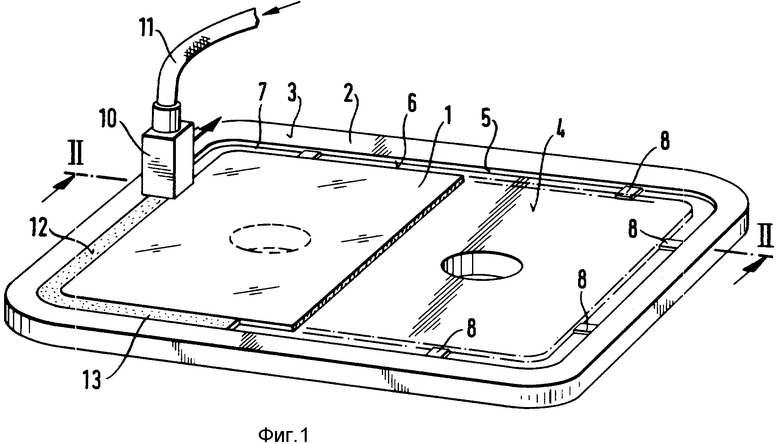
| US, патент, 4268545, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
