Изобретение относится к упаковкам и хранению грузов или материалов, в том числе тонких и нитевидных, а именно к упаковке изделий или материалов в особых условиях воздушной или газовой среды.
Известен способ упаковки изделий при котором предусматривают размещение изделий на подложке, накрывание их термопластичной пленкой, нагревание последней с последующим охлаждением (авт. свид. СССР N 1118586, кл. В 65 В 31/02,1982).
Однако данным способом нельзя производить упаковку ажурных легкоповреждаемых изделий, например изделий из сахарной ваты.
Известен также способ упаковки легкоповреждаемых изделий, при котором размещают изделие в термопластичной таре, вводят в нее газ и герметизируют (авт.свид. СССР N 1189745, кл. В 65 В 31/02, 1984).
Указанный способ также не дает возможности производить упаковку ажурных легкоповреждаемых изделий из сахарной ваты, но из числа выявленных этот способ является наиболее близким и предлагается в качестве прототипа к предлагаемому способу.
Известно устройство для упаковки изделий, содержащее неподвижный стол, подвижную и неподвижную сварочные колодки, на одной из которых закреплен нагревательный элемент, и привод (авт.свид. СССР N 793785, кл. В 65 В 31/02, 1979).
Указанным устройством нельзя упаковывать ажурные легкоповреждаемые изделия из сахарной ваты, но из числа выявленных это устройство является наиболее близким и предлагается в качестве прототипа к предлагаемому устройству.
Задача изобретения - упаковка ажурных легкоповреждаемых изделий из сахарной ваты, когда прозрачная оболочка служит упаковкой, защищая изделие от повреждений и воздействия окружающей среды с соблюдением санитарных требований и сохраняет наглядно коммерческий вид изделия.
Для достижения этого технического результата в способе упаковки легкоповреждаемых изделий, при котором размещают изделие в термопластичной таре, вводят в нее газ и герметизируют, изделие размещают между двумя полусферическими заготовками термопластичной тары, края заготовок тары размещают между двумя кольцами, зажимают и пропаивают в следующей последовательности: нагревают заготовки по окружности до температуры, близкой к расплаву, после завершения цикла нагрева в зажатом состоянии проводят выдержку пропаянного шва, а затем в тару вводят воздух до избыточного давления через технологическое отверстие, после чего иглу-воздуховод, через которую подают воздух в тару, отводят и отверстие запаивают в той же последовательности, что и основной шов.
Для достижения названного технического результата предлагается устройство для упаковки легкоповреждаемых изделий, например изделий из сахарной ваты, содержащее неподвижный стол, подвижную и неподвижную сварочные колодки, на одной из которых закреплен нагревательный элемент и привод, в котором неподвижный стол выполнен в виде кольца, на котором шарнирно закреплена кольцевая крышка с установленным на ней кольцевым эластичным прижимом, имеющим сегментный разрыв, на кольцевом столе имеется кронштейн с размещенной в нем иглой-воздуховодом, на кронштейне также шарнирно закреплена ручка-привод с двумя опорными поверхностями, на одной из которых выполнена пятка, а на другой установлен сегментный эластичный прижим, на кольцевом столе установлено кольцо-диэлектрик с размещенным в его канавке кольцевым электродом. На кольцевом столе шарнирно закреплена подъемная лапка, кинематически связанная с ручкой-приводом и подпружиненная, а игла-воздуховод оснащена упором.
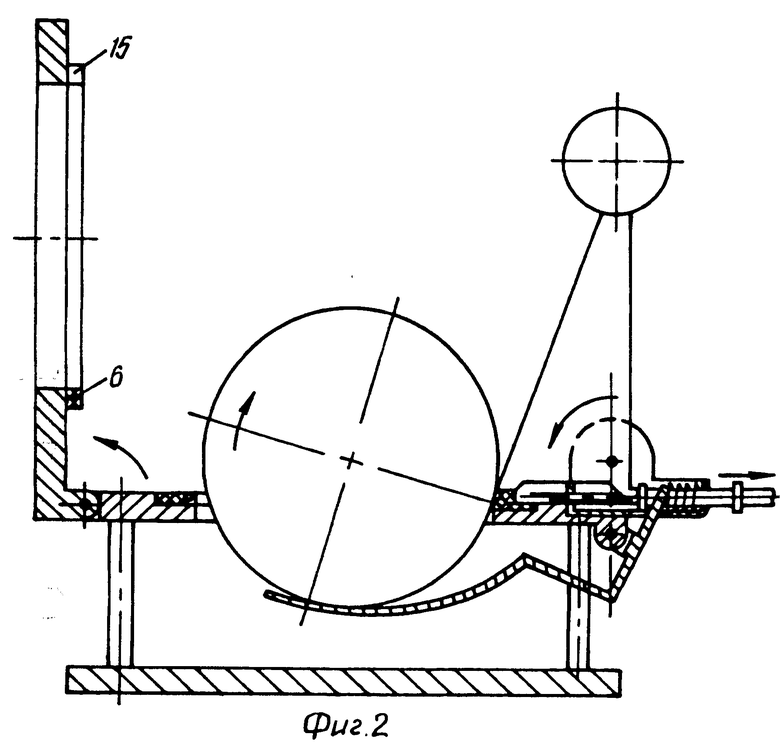
На фиг. 1 изображена схема устройства для осуществления способа, вид сбоку; игла-воздуховод в рабочем положении; на фиг. 2 - схема устройства для осуществления способа, вид сбоку; игла-воздуховод отведена.
Предлагаемый способ осуществляется в следующей последовательности. На кольцевой стол 2 устанавливают одну полусферическую заготовку термопластичной тары, игла-воздуховод 8 отводится до упора в направлении от центра, затем вкладывается отформованная до размера термопластичной тары порция сахарной ваты, игла-воздуховод 8 возвращается в исходное положение, и сахарная вата и игла-воздуховод накрываются второй полусферической заготовкой термопластичной тары и прижимаются кольцевой крышкой 3. Устройство находится в положении по фиг.1, ручка 12 откинута до упора в сторону, на кольцевой электрод 5 подается напряжение 12 В в течение 8-12 с, и после завершения цикла нагрева в течение 8-10 с в зажатом состоянии проводится выдержка пропаянного шва, образованного прижатием кольцевого эластичного элемента 6 к электроду 5.
Если нагрев шва проводить меньше 8 с, то может быть непропай, т.е. будет брак, а если нагрев проводить более 12 с, то это может привести к перегреву термопластичной упаковки и в ней могут появиться рваные отверстия.
Выдержку пропаянного шва проводят 8-10 с в зажатом состоянии. Если выдержку проводить меньше 8 с, то невыдержанный, незакрепившийся шов может разойтись. Если выдержку проводить более 10 с, то результат не изменится, на качестве шва это не отразится.
После выдержки пропаянного шва в тару вводят воздух до избыточного давления через технологическое отверстие, после чего иглу-воздуховод, через которую подают воздух в тару, отводят, и отверстие запаивают в той же последовательности, что и основной шов.
Предлагаемое устройство для упаковки легкоповреждаемых изделий содержит (фиг. 1 и 2) станину 1, на которой неподвижно установлен кольцевой стол 2 с шарнирно закрепленной на нем кольцевой крышкой 3, на которой неподвижно закреплен кольцевой эластичный прижим 6, имеющий сегментный разрыв 15. На столе 2 неподвижно закреплен кронштейн 7 с размещенной в нем с возможностью осевого возвратно-поступательного движения полой иглой-воздуховодом 8, подпружиненной через упор 9 пружиной 10, и шарнирно закрепленной на кронштейне 7 ручкой-приводом 12, имеющей пятку 14, и неподвижно закрепленный на ней сегментный эластичный прижим 13. На кольцевом столе 2 шарнирно закреплена подъемная лапка 11, подпружиненная пружиной 10, и неподвижно установлено кольцо-диэлектрик 4 с неподвижно размещенным в его канавке кольцевым электродом 5.
Устройство работает следующим образом.
На кольцевой стол 2 устанавливают одну полусферическую заготовку термопластичной тары, игла-воздуховод 8 отводится до упора в направлении от центра, затем вкладывается отформованная до размера термопластичной тары порция сахарной ваты, игла-воздуховод 8 возвращается в исходное положение, и сахарная вата и игла-воздуховод накрываются второй полусферической заготовкой термопластичной тары и прижимаются кольцевой крышкой 3. Устройство находится в положении на фиг.1, ручка-привод 12 откинута до упора в сторону, на кольцевой электрод 5 подается напряжение 12 В в течение 8-12 с и после завершения цикла нагрева в течение 8-10 с в зажатом состоянии проводится выдержка пропаянного шва, образованного прижатием кольцевого эластичного элемента 6 к электроду 5. Непропаянный участок остается в месте сегментного разрыва 15, в котором во время нагрева находится скос иглы-воздуховода 8, отделяя на данном участке полусферические заготовки термопластичной тары друг от друга. Затем шарнирно закрепленная кольцевая крышка 3 отводится в вертикальное положение и через иглу-воздуховод в оболочку под давлением подается воздух до создания избыточного давления 0,1-0,15 кг/см2. Затем ручка 12 переводится в вертикальное положение, при этом пятка 14 ручки-привода 12 давит на упор иглы 9, подпружиненной пружиной 10, и выводит скос иглы из сегментного разрыва 15, одновременно давит на подъемную лапку 11, которая поднимает запаянную заготовку, отводя ранее пропаянный шов от электрода, и в то же время сегментный эластичный прижим 13 прижимает полусферические заготовки термопластичной тары друг к другу в непропаянном месте сегментного разрыва 15, и затем опять подается напряжение на электрод 5, и происходит спайка оболочек в непропаянном участке с последующей выдержкой. Готовое изделие в надутой до упругого состояния и запаянной оболочке снимается с устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ФОРМОВАНИЯ И УПАКОВКИ ИЗДЕЛИЙ ИЗ САХАРНОЙ ВАТЫ | 2000 |
|
RU2165149C1 |
| КОДОВЫЙ ПРОГРАММИРУЕМЫЙ ЗАМОК | 1995 |
|
RU2093655C1 |
| КОДОВЫЙ ПРОГРАММИРУЕМЫЙ ЗАМОК | 1993 |
|
RU2034974C1 |
| ШИФРОВОЙ ЗАМОК | 1990 |
|
RU2032057C1 |
| РЕКЛАМНО-ИНФОРМАЦИОННАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2357297C2 |
| Способ упаковки групп предметов на подложках в термоусадочную пленку | 1982 |
|
SU1122561A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Устройство для сварки пакетов из термопластичных пленочных материалов | 1984 |
|
SU1212873A1 |
| ШВЕЙНАЯ МАШИНА «ЗИГ-ЗАГ» ДЛЯ ДВУХНИТОЧНОГО ЦЕПНОГО СТЕЖКА | 1968 |
|
SU231445A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170671C1 |
Способ и устройство предназначены для упаковки изделий в особых условиях воздушной или газовой среды. Изделие размещают между двумя полусферическими заготовками термопластичной тары, установленной на кольцевом столе. Края заготовок зажимают двумя кольцами и пропаивают, нагревая заготовки по окружности кольцевым электродом до температуры, близкой к расплаву. В зажатом состоянии пропаянный шов выдерживают, затем в тару через технологическое отверстие и иглу-воздуховод вводят воздух до создания избыточного давления. Иглу отводят и технологическое отверстие запаивают так же, как и основной шов. 2 с. и 2 з. п. ф-лы, 2 ил.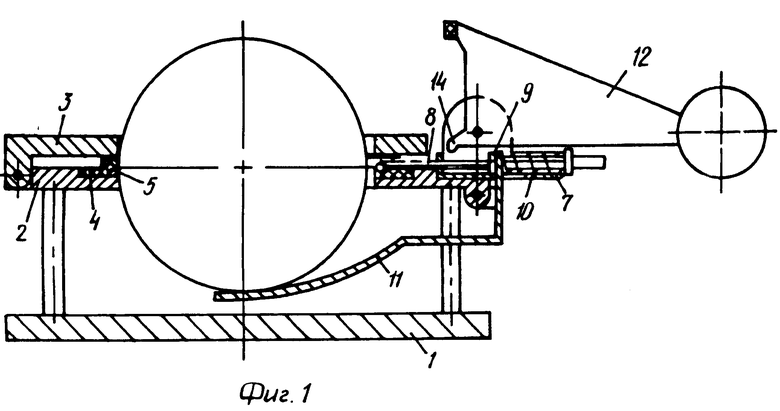
| SU, авторское свидетельство, 1118586, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |

