Изобретение относится к прокатному производству и может быть использовано в прокатных цехах металлургических заводов при резке и обработке заготовок.
Известен способ резки и обработки пруткового материала (патент Японии N 02089516, кл. B 21 B 43/00, опубликовано в бюл. "Изобретения стран мира", 1991 г. , N 8, вып. 15, стр. 45), в котором с последней клети прутковый материал подают на механические ножницы. Режут прутковый материал на мерные заготовки длиной L + l1 и L + l2. Охлаждают мерные заготовки на охлаждающем стеллаже. Выравнивают мерные заготовки относительно концов. Режут мерные заготовки на две части длиной L и l1, и L и l2. Заготовки длиной L разрезают на n мерных готовых прутков. Заготовки длиной l1 и l2 подвергаются произвольной резке. Готовые прутки сортируются, обвязываются и передаются на обработку. Произвольно резанные прутки сортируются, обвязываются и передаются на обработку.
Недостатком указанного способа является образование большого количества продукции нестандартной длины, так как длина заготовки, которая подвергается раскрою на мелкосортном стане, колеблется в широких пределах и зависит от длины заготовки, передаваемой на мелкосортный стан.
Наиболее близким по технической сущности и достигаемому техническому результату является способ порезки металлопроката (Прокатный стан. Справочник. В 3 т, т. 1. Обжимные заготовочные и сортопрокатные станы 500-950, см. стр. 185-191, т. 2. Средне-, мелкосортные и специальные станы, см. стр. 251-257 /В.Г. Антипин и др., 2-е изд., перераб. и доп. - М.: Металлургия, 1992), при котором заготовку прокатывают на заготовочном стане на заданное сечение, после чего ее режут на прессе горячей резки с минимальным количеством технологических отходов на данном участке прокатки. Затем заготовку прокатывают на сортопрокатном стане на следующее заданное сечение и режут ее летучими ножницами на заданные длины с минимальным количеством технологических отходов на данном участке прокатки. Порезанный металлопрокат охлаждают на холодильнике. Охлажденный металлопрокат пакетируют. Пакеты режут на конечные мерные длины на ножницах холодной резки.
Недостатком указанного способа порезки и обработки заготовок является образование большого количества продукции нестандартной длины, что приводит к дополнительным потерям готовой продукции.
Основной причиной образования большого количества нестандартных длин является несогласованность раскроя на заготовочном и сортопрокатном станах, заключающаяся в том, что масса раскроенных на заготовочном стане заготовок не кратна массе конечной мерной длины. Размассовость заготовок обусловливается колебаниями массы исходных слитков, колебаниями объема заготовок за счет отсутствия контроля площади поперечного сечения заготовок.
В основу предлагаемого изобретения поставлена задача усовершенствования способа порезки металлопроката, в котором за счет поддержания объемов заготовок по всей технологической линии в таких проделах, чтобы они были кратны объему конечного продукта с учетом технологических отходов, обеспечивается сокращение количества продукции нестандартной длины, что приводит к снижению потерь готовой продукции.
В предлагаемом способе порезки металлопроката, при котором после прокатки заготовки на заготовочном стане на заданное сечение полученную заготовку режут на части, прокатывают ее на сортопрокатном стане на следующее заданное сечение, полученный металлопрокат режут на прутки, прутки охлаждают, пакетируют, пакеты прутков режут на конечные мерные длины, дополнительно предварительно определяют объем конечной мерной длины, после прокатки заготовки на заготовочном стане измеряют ее линейные размеры и определяют ее объем, режут заготовку на заготовочном стане на части, объемы которых кратны объему конечной мерной длины с учетом технологических отходов, затем прокатывают заготовку на сортопрокатном стане, измеряют линейные размеры полученного металлопроката, режут его на прутки, длины которых кратны конечной мерной длине с учетом технологических отходов.
Определение объема конечной мерной длины позволяет получить исходные данные для выбора объема прутка на холодильнике и объемов заготовок, поступающих с заготовочного стана, кратных объемам прутков. Учет технологических отходов позволяет скомпенсировать возможные потери металла на окалину в методических печах и обрези переднего и заднего концов заготовок, а также погрешности реза на летучих ножницах, так как это величины постоянные на каждом прокатном стане.
Измерение линейных размеров заготовки после ее прокатки на заготовочном стане позволяет получить данные для определения объема этой заготовки и соотношения числа заготовок для мелкосортного стана, кратных по объему конечной мерной длины.
Порезка заготовки после заготовочного стана на части, объемы которых кратны объему конечной мерной длины с учетом технологических отходов, позволяет обеспечить безотходную переработку слитков переменной массы в заготовки, после прокатки которых обеспечивается стабильность длины прутков, подаваемых на холодильник, что приводит к минимизации отходов при порезке на конечные мерные длины.
Измерение длины заготовки после прокатки на мелкосортном стане позволяет установить оптимальный раскройный план порезки на конечные мерные длины, обеспечивающий минимум немерных отходов, а измерение размеров сечения необходимо для определения объема продукции конечной мерной длине.
Порезка заготовки на прутки, длины которых кратны конечной мерной длине с учетом технологических отходов, обеспечивает минимум потерь на обрезь при порезке на конечные мерные длины.
Предлагаемый подход позволяет разрешить противоречие, состоящее в необходимости получения конечного продукта фиксированного съема (массы) из слитков, объем (масса) которых изменяется в широких пределах.
Способ осуществляется следующим образом.
Исходной величиной для реализации способа является объем одной конечной мерной длины. Это значение определяется на основании нормируемых параметров: площади сечения и длины.
Определяют объем продукта конечной мерной длины. Определяют объемы прутков, задаваемых на холодильник, которые кратны объему продукта конечной мерной длины, с учетом известной погрешности работы оборудования. Определяют объемы заготовок, передаваемых на мелкосортный стан, кратных объемам прутков с учетом потерь на окалину в методической печи и технологической обрези. Эти объемы принимают в качестве базовых для раскроя на ножницах заготовочного стана.
Заготовку прокатывают на заготовочном стане, измеряют ее линейные размеры и определяют ее объем.
На ножницах заготовочного стана заготовку с минимальными потерями режут на целое число заготовок с базовыми объемами.
Полученные заготовки передают на сортопрокатный стан и прокатывают их на заданное сечение.
Зная объем и сечение прутка, передаваемого на холодильник сортопрокатного стана, определяют требуемую длину прутка. Измеряют длину и сечение заготовки. Определяют количество прутков требуемой длины, на которое она должна быть порезана. Сечение заготовки используется как нормируемый параметр для определения объема конечного продукта мерной длины.
Заготовку режут на прутки требуемой длины и передают для охлаждения на холодильник. Охлажденные прутки пакетируют. Пакеты прутков режут на конечные мерные длины на ножницах холодной резки.
На чертеже изображен алгоритм раскроя на заготовочном и сортопрокатном станах.
Исходной информацией для раскроя являются данные о сортаменте арматуры, прокатываемой на сортопрокатном стане, вводимые оператором от клавиатуры (блок 1). По этим данным определяются объем единичного продукта мерной длины (блок 2), как произведение необходимой длины единичного продукта мерной длины на нормируемое значение площади сечения. Оптимальный объем прутка на холодильнике (блок 3) находится как функция от объема единичной мерной длины, числа мерных длин в прутке и погрешности порезки летучих ножниц перед холодильником.
Оптимальные объемы заготовок для сортопрокатного стана (базовые объемы) рассчитываются (блок 4) как функция числа прутков, их объема, объема обрези переднего конца перед задачей в чистовую группу клетей заготовочного стана с учетом потерь объема металла на окалину в методических печах сортопрокатного стана.
Далее (блок 5) производится измерение размеров заготовки на выходе заготовочного стана. Определяется объем металла, подлежащего раскрою на заготовочном стане с учетом потерь на обрезь переднего конца заготовки (блок 6). Далее выполняется иттерационная программа оптимизации соответствия объема входной заготовки базовым объемам для сортового стана кратным объемам прутков на холодильнике (блок 7).
Затем с учетом информации о фактических размерах заготовки с заготовочного стана составляется раскройный план порезки заготовки путем определения длин заготовок, соответствующих базовым объемам (блок 8).
Согласно раскройному плану производится порезка заготовки, выходящей из заготовочного стана, на заготовки для сортопрокатного стана (блок 9). Порезанные заготовки передаются на сортопрокатный стан и прокатываются на заданное сечение (блок 10). Измеряются длина и размеры сечения полученного металлопроката (блок 11). Исходя из полученных ранее объемов прутков и фактического сечения металлопроката, определяются длины прутков, подаваемых на холодильник (блок 12). Производится порезка металлопроката на прутки определенной длины (блок 13). Прутки охлаждаются на холодильнике (блок 14). Охлажденные прутки пакетируются (блок 15). Пакеты прутков режутся на мерные длины (блок 16).
Пример реализации способа (для условий НЗС 730/500 и МС 250-1 комбината Криворожсталь). Прокатывают арматуру N 10, конечная мерная длина 11,7 м, сечение 0,000078 м2. Определяют объем конечного мерного прутка 0,000078 • 11,7 = 0,0009126 м3. Для охлаждения на холодильнике арматурная заготовка режется на семимерные прутки, объем которых с учетом возможной погрешности при порезке на ножницах 2,5 м составляет:
7 • 0,0009126 + 2,5 • 0,000078 = 0,00658 м3.
Объем заготовки, поступающей с НЗС, кратной 10 семимерным пруткам, определяется с учетом отхода на зачистку переднего конца между черновой и чистовой группами НЗС и потерь на окалину в методической печи. Размеры заготовки на выходе из черновой группы составляют 27 • 25 мм. Длина обрези согласно технологической инструкции 150 мм. Тогда объем отходов на зачистку переднего конца между черновой и чистовой группами составляет 0,027 • 0,025 • 0,15 = 0,00010125 м3. Потери на окалину в методической печи составляют 2% от объема заготовки. Таким образом, объем заготовки, поступающей с НЗС, кратной 10 семимерным пруткам, составляет: (10 • 0,00658 + 0,00010125) • 1,02 = 0,06712 м3.
Объем заготовки, кратной 11 семимерным пруткам, соответственно составит: (11 • 0,006577 + 0,00010125) • 1,02 = 0,073869 м3.
Результаты измерения сторон заготовки □ 80: ширина - 79,8 мм, высота - 79,8 мм. Площадь сечения заготовки □ 80 составляет 0,006368 м2.
Результаты измерения сторон заготовки □ 125: ширина - 125,4 мм, высота - 125,4 мм. Результаты измерения длины заготовки □ 125 - 57,84 м.
Объем заготовки □ 125 составляет 0,1254 • 0,1254 • 57,84 = 0,9096 м3.
Определяют объем заготовки □ 125, подлежащей раскрою. Потери на зачистку переднего конца длиной 150 мм перед чистовой группой НЗС составляют 0,1254 • 0,1254 • 150 = 0,00236 м3. Тогда объем заготовки □ 125, подлежащей раскрою с учетом потерь на зачистку переднего конца, равен 0,9096 • 0,00236 = 0,9072 м3.
Объем заготовки □ 80 после НЗС (0,9072 м3), подлежащей раскрою, должен быть равен целому числу объемов заготовок для МС, кратных 10 и 11 семимерным пруткам (0,06712 м3 и 0,073869 м3) при возможно минимальном значении объема обрези DV.
Уравнение баланса объемов имеет вид
0,9072 = K10 • 0,06712 + K11 • 0,073869 + DV
Решением уравнения баланса объемов является количество заготовок, кратных по объему 10 семимерным пруткам K10, и количество заготовок, кратных по объему 11 семимерным пруткам K11. Расчетный объем обрези учтен в уравнении баланса объемов слагаемым DV. Для полученного уравнения баланса объемов решение имеет вид:
K10 = 8, K11 = 5, DV = 0,000895 м3.
Для управления летучими ножницами НЗС расчетные значения объемов должны быть пересчитаны в длины.
Длина порезки заготовки □ 80 для десяти семимерных прутков составит 0,06712 : 0,006368 = 10,54 м, для одиннадцати семимерных прутков соответственно 0,073869 : 0,006368 = 11,6 м.
После порезки на ножницах НЗС заготовки □ 80 передаются на мелкосортный стан, где нагреваются в методических печах. Объемы заготовок двух типов соответственно составляют:
0,0798 • 0,0798 • 10,54 = 0,067119 м3 и 0,0798 • 0,0798 • 11,6 = 0,073869 м3.
При нагреве в печи потери на окалину составляют до двух процентов объема нагреваемого металла. Считаем, что потери объема на окалину составляют 1,5%, следовательно, объем металла после нагрева в печи составляет 0,985 от объема металла до нагрева. Таким образом, в черновую группу мелкосортного стана будет задано 8 заготовок объемом:
0,985 • 0,067119 = 0,06611 м3
и 5 заготовок объемом:
0,985 • 0,073869 = 0,07276 м3.
После прокатки заготовок в черновой группе МС на сечение 27 • 29 = 783 мм2 их длины будут соответственно равны для заготовки первого типа:
0,06611 : 0,000783 = 84,43 м и 0,07276 : 0,000783 = 92,93 м.
Перед задачей в чистовую группу МС зачищается передний конец каждой заготовки. Согласно технологической инструкции длина зачистки составляет 150-200 мм. Принимаем длину зачистки равной 150 мм. Тогда объем обрези составляет 0,027 • 0,029 • 0,150 = 0,000117 м3, а объемы заготовок, задаваемых в чистовую группу МС, составят соответственно:
0,06611 • 0,000117 = 0,0660 м3 и 0,07276 • 0,000117 = 0,0726 м3.
После перекатки в чистовой группе на сечение арматуры, равное 0,000078 м2, длины арматурных заготовок первого и второго типов составят соответственно 0,066 : 0,000078 = 846,15 м и 0,0726 : 0,000078 = 930,77 м. Арматурные заготовки первого типа кроятся перед задачей на холодильник на 10 прутков, второго на 11 прутков. Длины прутков составят соответственно 846,15 : 10 = 84,62 м и 930,77 : 11 = 84,62 м. После охлаждения на холодильнике прутки пакетируют, выполняют торцевание передних концов и обрезь переднего конца пакета длиной 12 см. Таким образом, длина пакета под раскрой на мерные длины составит
84,62 - 0,12 = 84,5 м. Из этого пакета выкраиваются 7 мерных длин по 11,7 м. Длина обрези составляет 84,5 - 7 • 11,7 = 2,6 м. В общем объеме металла, поступившего на холодильник, доля обрези составляет (2,6 + 0,12) : 84,62 = 0,032, или 3,2%, что значительно лучше показателя 14-18%, имеющего место при обычном безотходном раскрое заготовок на НЗС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ТЕХНОЛОГИЯ "Т-D" | 1996 |
|
RU2100106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| СПОСОБ ПРОКАТКИ СПЛОШНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ОСЕЙ | 1999 |
|
RU2164190C2 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1995 |
|
RU2090305C1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА | 1996 |
|
RU2094166C1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
Изобретение относится к прокатному производству и может быть использовано в прокатных цехах металлургических заводов при резке и обработке заготовок. После прокатки заготовки на заготовочном стане на заданное сечение измеряют ее линейные размеры и определяют ее объем. На заготовочном стане режут заготовку на части, объемы которых кратны объему прутка конечной мерной длины с учетом технологических отходов. Затем прокатывают заготовку на сортопрокатном стане и измеряют линейные размеры полученного металлопроката. Полученный металлопрокат режут на прутки, длины которых кратны конечной мерной длине с учетом технологических отходов. Прутки охлаждают, пакетируют. Пакеты прутков режут на конечные мерные длины. 1 ил.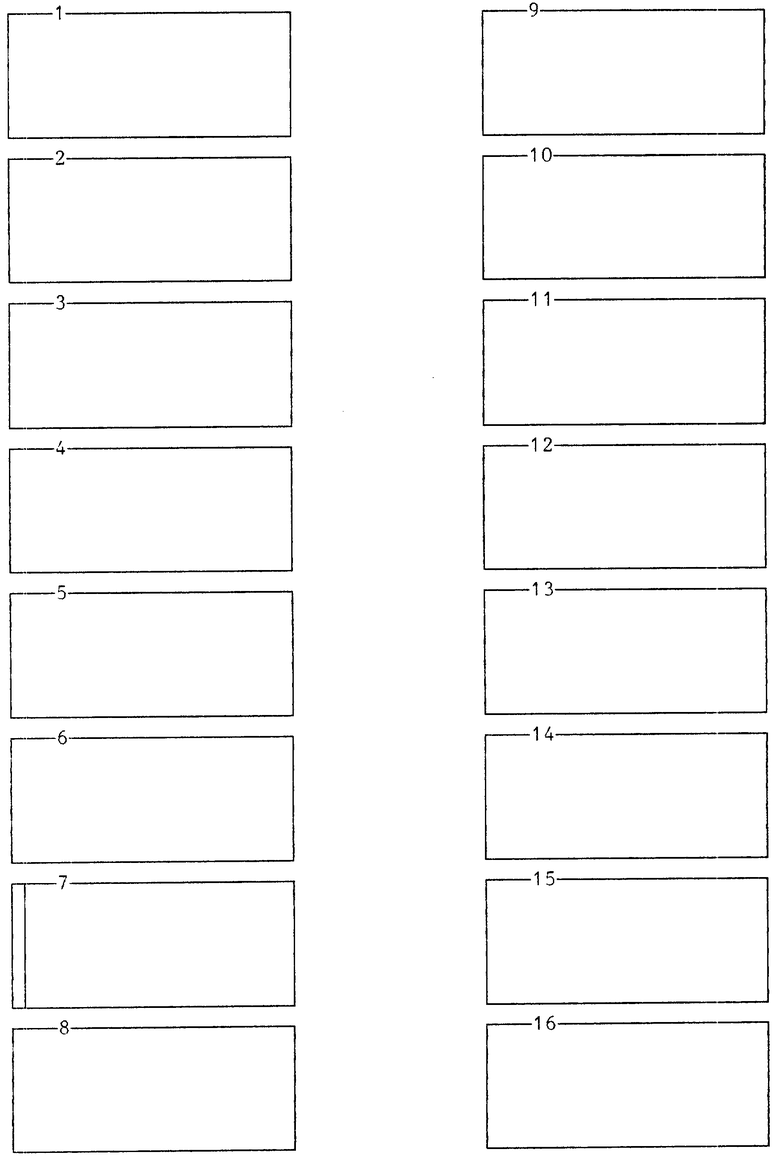
Способ порезки металлопроката, включающий прокатку заготовки на заготовочном стане на заданное сечение, после чего полученную заготовку режут на части, прокатывание их на сортопрокатном стане на следующее заданное сечение, полученный металлопрокат режут на прутки, охлаждают, пакетируют, затем пакеты прутков режут на конечные мерные длины, отличающийся тем, что определяют объем прутка конечной мерной длины, после прокатки заготовки на заготовочном стане измеряют ее линейные размеры и определяют ее объем, режут заготовку на заготовочном стане на части, объемы которых кратны объему прутка конечной мерной длины с учетом технологических отходов, затем прокатывают заготовку на сортопрокатном стане, измеряют линейные размеры полученного металлопроката и режут на прутки, длины прутков кратны конечной мерной длине с учетом технологических отходов при порезке.
