(Л
4:; оо ел
05 QG
Изобретение относится к прокатному производству.
Известен способ получения сортовых профилей, включающий получение непрерывной прокаткой сортовой, преимущественно квадратной заготовки, промежуточный ее нагрев и но-прерывную горячую прокатку ,
По известному способу слиток прокатывают на обжимном, а затем на непрерывном заготовочном стане, по выходе из которого осуществляют порезку раската на мерные длины. обычно на 10-20 двенадцатиметро:зь)х. штанг, охлаждают штанги и складируют. Затем с повторного нагрсва заготовки в непрерывный сер-ТОБОЙ или проволочный стан, по выходе из которого готовый раскат режут летучими ножницами на отдельные прутки и пропускают их на холох иль-ники либо подают на моталки для смотки в бун1ы без порезки,
Порезка рсюката на отдельные заготовки, выходящего из непрерывного заготовочного стана, обуславливает либо повышенный отход в обрезъ (при раскрое на мерные длины ), либо получение заготовок различных длин, существенно отличающихся от заданной (при безостановочном раскрое ). Это ведет к уменьшению производительности нагревательных печей сор-товых станов за счет неполрюго использования их объема, снижает ритмичность их работы. Кроме того, разделение раскатов, проката п-;ых из заготовок различной массы, на летучих ножницах сортовых станов затрудняет рациональный раскрой проката как при поступлении на холодильник,. так и при порезке на ножницах холодной резки, увеличивая отходы в обрезь.
Порезанные заготовки yKJiarbreaiOT на стеллалсах холодильников непрерывных заготовочных станов и в нагревательных печах сортовых станов так
что они, соприкасаясь двумя боковыми гранями, образуют cплoL Jнyьo плиту суммарная поверхность которой почти вдвое меньше общей поверхности заготовок, что, обуславливает ухудшение условий к увеличение времени их нагрева или охлаждения. Прокатка на непрерывных сортовых станах отдельных заготовок сравнительно небольших длин нарушает непрерывность процесса, делая его цикличным, из-з чего ограничивается скорость прокатки, ухудшаются условия службы оборудования, точность размеров и качество проката, повышается число аварийных ситуаций, всевозможных
.задержек и скрытых простоев. Кроме того, относительно небольшой цикл прокатки одной заготовки затрудняет
стыковую сварку загс.Товок при возмож)K.Mvi переходе к бескон.ечной прокатке
Целью изобретения является повы1иение произ под1;тельности прокатного оборудования, увеличение выхода годного и создание условий для бесконечной сортовой прокатки.
Для TjToro сортовую заготовку полной д п;ны сразу после прокатки сво {начинают по цилиндрической винтовой и в дальнейшем промежуточный (€. гМгрев во.цут в свернутом виде,
3 ПО :овку целесообразно сворачиnaTfj с зазором между витками порядк;г ее ширины, а при нагреве перекатывать ее по поду печи. Вес такой заготовки определяется массой слитica, отлитого в излoж iицy, за вычетом головной и ддонной обрези. Для умем-1 г,1иения веса заготовки, полученной из сл.итков массой более 10 г, блюм перед подачей его на непрерывный заготовочный стан может быть разрезан пополам.
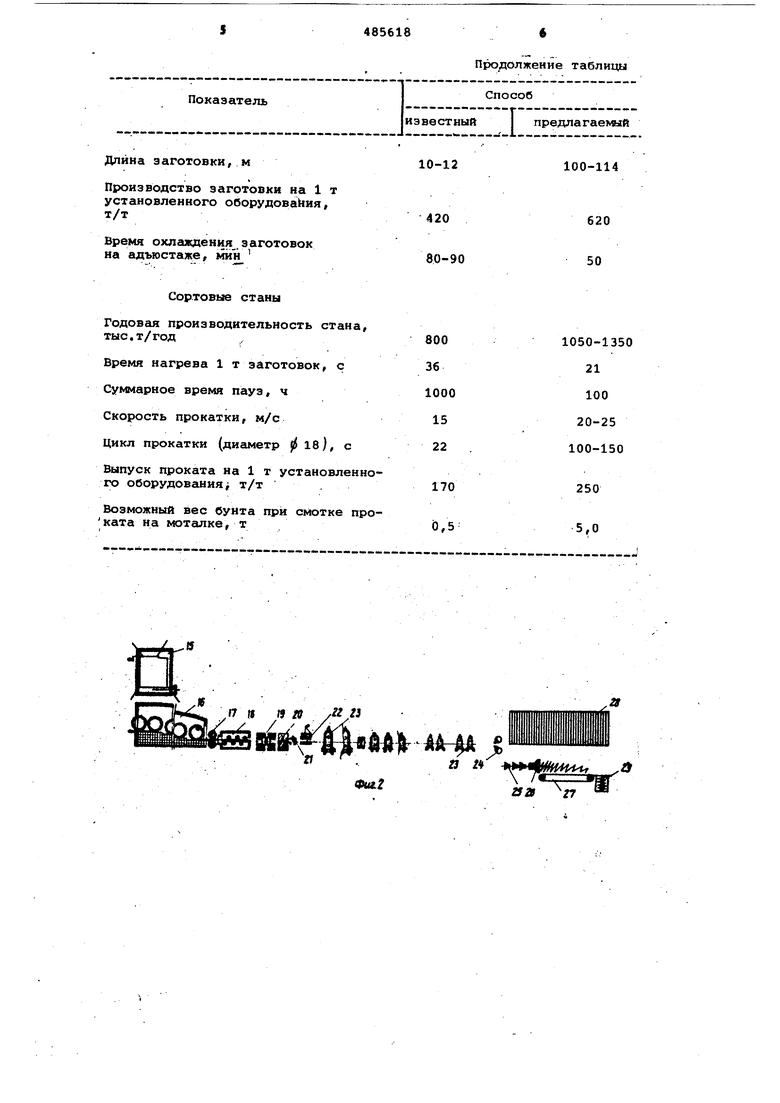
На фиг. 1 и 2 дана последовательНал технологичес1сая схема описываемого способа и оборудование, используемое для его осуществления, sa фиг. 3 показана сортовая заготовка полной длины, свернутая по цилиндрической винтовой тгинии.
На фиг. 1 и 2 приняты следующие о б о 3 г; а ч е и и я :
1 - магревател;л;ью колодцы, 2 блюмин ,, 2 - машина пгневой зачистки обжимного стана, 4 - ножницы, 5 - клети первой группы непрерывноIO заготовочного стана, 6 - рольган 7 - маятниковые ножняцы. 8 - клети второй групггы ЬСпрерывного заготононого стана, 9 - летучие ножницы непрерывного заготовочного стана, 10 - устройство для свертывания заготовок по винтовой линии, 11 холодильник, 12 - рольганг холодильника 13 - пггабель штанг (г;ри прокаке по известной технологии), 14 штабель свернутых заготовок (при прокатке по описываемой технологии)
15- методическая печь для нагрева штанг (по известной технологии),
16-- печь с наклонным подом.ддия нагрева свернутых заготовок (по
;описываемой технологии),, 17 -трайб;аппарат, 18 - правильная машина 19 - стационарная стыкосварочная машина, 20 - дефектоскоп,- 21 - машина термофрезерной зачистки, 22 - машина огневой зачистки сортового стана, 23 рабочие клети непрерывного сортового стана, 24 - летучие ножнигдьт сортового стана, 5 - водоохлс1Ждаемая трасса, 26 - укладчик витков 27 пластинчатый транспортер, 28 холодильник, 29 бунтоукладчик.
Нагрев слитков в нагревательных колодцах 1, прокатка их в блюмы на рбжиг/лых станах (блюмингах) 2, зачистка поверхности полупродукта на машинах огневой зачистки 3, удаление на ножницах 4 головной и донной частей блюмов и при необходимости порезка крупных блюмов из слитков массой более 10 г пополам, прокатка заготовок в клетях 5 и 8 непрерывного заготовочного стана с применением фрезерной зачистки в горячем состоянии производятся по известной технологии. По окончании прокатки на непрерывном заготовочном стане и после выхода из чистового калибра заготовка полной длины (преимущественно квадратного сечения) в отличие от известного способа не режется ножницами на мерные длины, а с помощью устройства 10 для свертывания заготовок по цилиндрической винтовой линии, работающего по принципу, используемому при получении спиральных пружин сжатия, свертывается (см, фиг. З). Устройство для получения свернутых заготовок должно работать так, чтобы не происходило значительного скручивания волокон металла вок руг продольной оси заготовки..
Заготовку сворачивают по цилиндрической винтовой линии с зазором между витками, предпочтительно равным ширине заготовки.Возможны отклонения от этой величины. Далее свернутые заготовки с помощью рольгангов 12 типа шнековых транспортируют на холодильниках 11 адъюстажа, где товарные заготовки ох таждают- по заданному режиму.
Передельную сортовую свернутую заготовку для прокатных станов своего завода как правило в горячем состоянии транспортируют мостовьами кранами со скобами (по типу скоб для транспортировки рулонов полосовой стали) на загрузочные решетки сортовых станов и в нагревательную печь 15. За счет омывания теплом со всех сторон и качения свернутых заготовок по наклонному поду печи сортового стана заготовки нагреваются более быстро и равномерно. Такая технология, кроме улучшения качества нагрева, позволяет в несколько раз сократить время нагрева и уменьшить расход Топлива.У нагретых заготовок, попа дающих в томильную зону печи 15, специальное устройство типа трайбаппарата 17 отгибает передний конец и подает его, разматывая сверну тую заготовку, через окно выдачи в правильную машину 18. Выходящая из правильной машины 18 заготовка контролируется дефектоскопом 20 на наличие поверхностных дефектов. В случае необходимости возможна установка стационарной стыкосварочной машины 19 между правильной машиной и -дефектоскопом для сварки Зсщнего конца предыдущей и переднего конца последующей заготовок и создания заготовки бесконечной длины.
В зависимости от глубины залегания дефектов назначается величина снимаемого слоя металла на машинах огневой 22 и термофрезерной 21 зачистки. При отсутствии надежных средств дефектоскопии все.заготовки подвергаются четырехсторонней зачистке с повышенным съемом металла от 2 до 4%, Тем самым обеспечивается требуемое качество поверхности перед прокаткой, а. следовательно, и хорошее качество поверхности сортового проката.
Прокатка в клетях 23 на непрерывном сортовом стане производится по известным калибровкам и режимам обжатий. Однако за счет того, что при прокате переднего конца заготовки в валках стана задний ее конец еще находится в печи, достигается более равномерная температура по дз1Ине заготовки и уменьшается разнотолщинность готового проката по его длине. После захвата металла валка-ми стана с помощью средств автоматизации синхронизируют скорости разматывания заготовки в печи, прс..:.кн, зачистки поверхности полупрол,укта и прокатки на сортовом стане,
Таким образом, реализацн: предлагаемого способа позволяет гсыскть производительность непрерьвн л;х заготовочных и сортовых стано- м увеличить выход годного, так как в несколько раз увеличивается сходной заготовки и уменьшаешься количество резов, а также подютавли ваются условия для внедрения бескоечной сортовой прокатки.
Общие показатели работы непрерыь- ых заготовочных и. сортовых станов риведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения сортовых профилей | 1977 |
|
SU737031A1 |
| Способ производства заготовок | 1989 |
|
SU1692692A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427436C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| Способ производства проката на не-пРЕРыВНыХ CTAHAX | 1979 |
|
SU850233A1 |

1. СПОСОБ ПОЛУЧЕНИЯ СОРТО- lajX ПРОФИЛЕЙ, включающий получение непрерывной прокаткой сортовой,пре-^имущественно квадратной заготовки, , 'промежуточный ее нагрев и непрерывную горячую прокатку сортового профиля, отличающийся тем.,что, с целью повышения производительности и выхода годного, и создания условий для бесконечной сортовой прокатки, сортовую заготовку полной длины сразу после прокатки сворачивают по цилиндрической винтовой линии и промежуточный ее нагрев ведут в свернутом виде.2. Способ поп. l,oтличa- ю щ и и с я тем, что, с целью интенсификации и улучшения равномерности нагрева заготовки по сечению, ее сворачивают с заданным зазором между витками.
Непрерывный заготовочный стан
Годовая производительность стгша, млн.т/год
Скорость прокатки, м/с
6,6
4,8
8-10 6-7
Продолжение таблицы гза 27
