Устройство относится к области сортопрокатного производства черной металлургии. Наиболее эффективно может быть использовано на мелкосортных станах, специализированных на производстве термически упрочненного в потоке стана (ферромагнитного) проката.
Задачей изобретения является стабилизация процесса принудительного электромагнитного торможения (пути торможения) смежных прокатных полос на холодильнике с различными ферромагнитными параметрами.
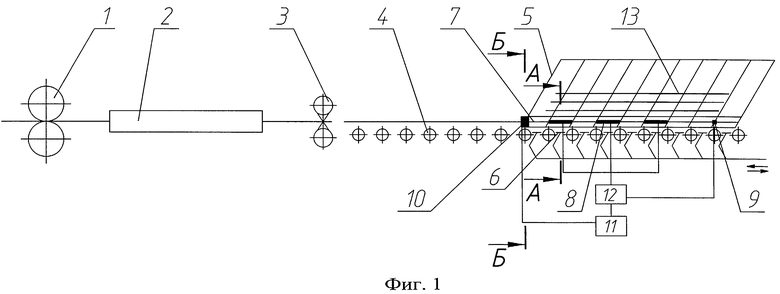
На фиг.1 представлен технологический участок чистовая прокатная клеть-реечный холодильник сортового стана с устройством для принудительного электромагнитного торможения ферромагнитного проката;
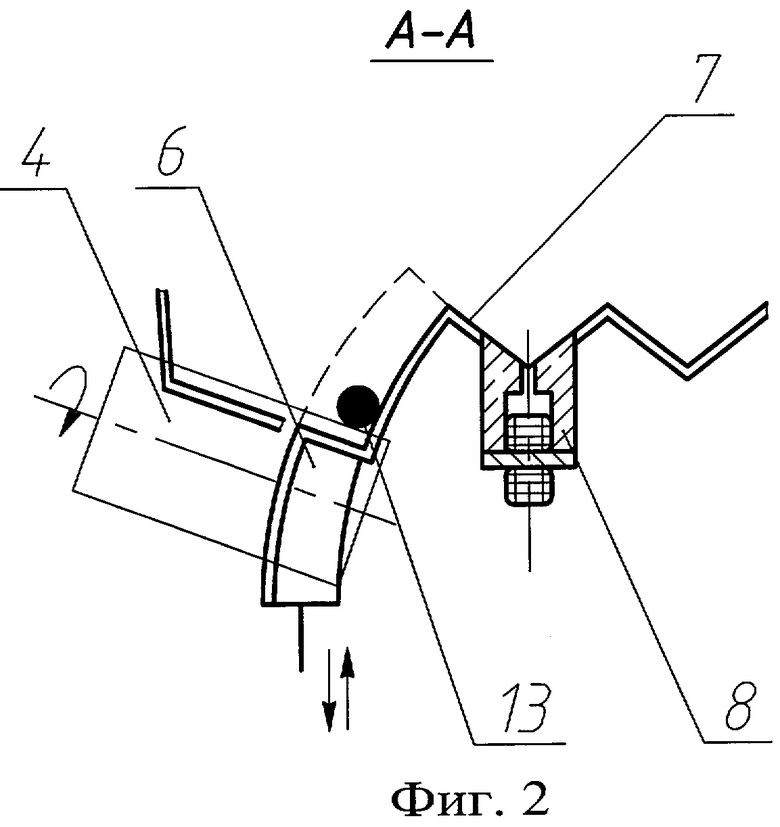
на фиг.2 - разрез А-А на фиг 1;
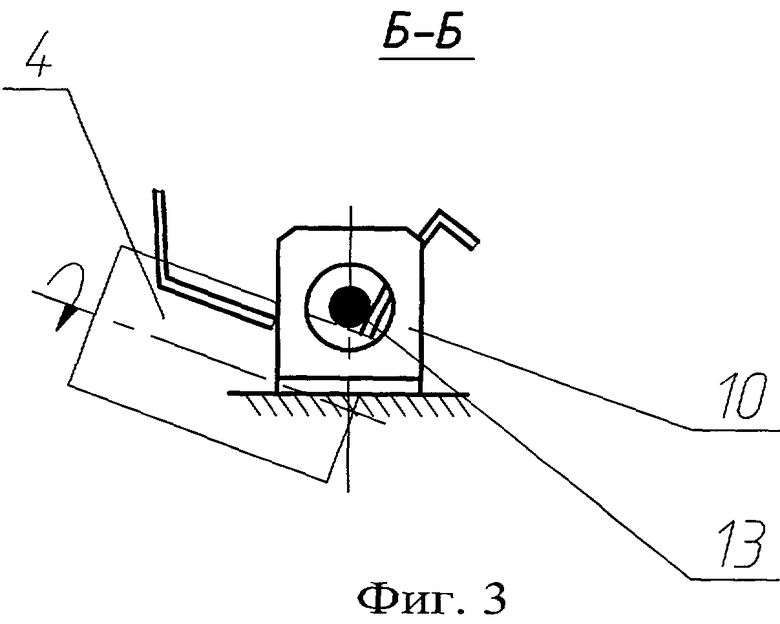
на фиг.3 - разрез Б-Б на фиг.1
Аналогом предлагаемого технического решения является устройство для торможения проката на холодильнике, содержащее подъемные клапаны, расположенные между роликами приемного рольганга холодильника, стационарные рихтовальные желоба, установленные параллельно клапанам, и щелевые тормозные электромагниты, встроенные под первый ручей рихтовальных желобов [1].
Прототипом является устройство для принудительного электромагнитного торможения и фиксированной остановки проката, состоящее из щелевых тормозных электромагнитов встроенных вместо второго ряда клапанов сбрасывателя (для одноклапанных сбрасывателей под первый ручей рихтовального желоба) в начале холодильника, датчика контроля положения передних концов прокатных полос встроенного в одну линию с тормозными электромагнитами в конце холодильника и блок управления тормозными электромагнитами [2].
К недостаткам прототипа следует отнести следующее: при существующей технологии термического упрочнения сортового проката в потоке стана прокатанные полосы, поступающие на холодильник для принудительного электромагнитного торможения в силу ряда непостоянных технологических параметров (температура начала и конца охлаждения, разность температур по длине раската, колебание химического состава и др.), характеризуются переменным значением количества ферромагнитной составляющей, что при заданных постоянных (const) значениях силы торможения для смежных полос приводит к непостоянству пути торможения, т.е. к разбросу передних концов, уменьшающему выход мерного товарного проката при дальнейшей мерной порезке.
Предлагаемое устройство для принудительного электромагнитного торможения ферромагнитного проката включает клапанный сбрасыватель проката 6, подъемные клапаны которого расположены между роликами приемного рольганга 4 реечного холодильника 5, рихтовальные желоба 7, установленные параллельно клапанам, тормозные электромагниты 8, встроенные под первый ручей рихтовальных желобов в начале холодильника, датчик контроля положения передних концов проката 9, установленный в рихтовальный желоб в конце холодильника, и блок управления тормозными электромагнитами 12, включения и отключения электромагнитов в функции положения передних концов проката относительно датчика 9.
Устройство дополнительно снабжено датчиком замера количества ферромагнитной фазы в прокатаной полосе 10, который установлен перед клапанными сбрасывателями 6 в линии приемного рольганга 4 и вычислительным блоком 11, предназначенным для расчета требуемого тормозного усилия в функции количества ферромагнитной составляющей в прокате и связанного с блоками управления 12 тормозных электромагнитов 8.
Устройство работает следующим образом. Раскат готового сортового проката по выходе из чистовой клети прокатного стана 1 интенсивно охлаждается в термоустановке 2 и летучими ножницами 3 разрезается на полосы 13 заданной длины, кратной длине мерного товарного прутка.
Охлажденные полосы 13 приемным рольгангом 4 поштучно транспортируются на холодильник 5.
По технологии в процессе термоупрочнения раскат охлаждается с температуры прокатки 1000-1100С° до температуры поверхностного слоя 350-600С° в зависимости от требуемого класса прочности проката, а окончательное охлаждение происходит на воздухе на холодильнике, т.е. обеспечивается самоотпуск металла по сечению. Следовательно, прокат, приходящий на холодильник, имеет охлажденную ферромагнитную поверхность с температурой ниже точки Кюри и горячую немагнитную сердцевину, причем соотношение количества ферромагнитной и немагнитной составляющих является непостоянной величиной.
Фактическое количество ферромагнитной составляющей для каждой прокатанной полосы 13 замеряется датчиком 10 перед началом торможения.
Торможение прокатных полос 13 происходит в две стадии:
- торможение за счет собственных сил трения на клапанном сбрасывателе 6 при их передаче с приемного рольганга 4 на рихтовальные желоба 7;
- принудительное электромагнитное торможение и фиксированная остановка в первом ручье рихтовальных желобов 7 посредством тормозных электромагнитов.
Предварительно заторможенные на подъемных клапанах полосы 13 подаются в первый ручей рихтовальных желобов. По достижении передним концом
полосы датчика 9 подается сигнал в блок управления 12 на включение тормозных электромагнитов 8 (подаем электропитание на катушки возбуждения).
Сила принудительного торможения Q, развиваемая тормозными электромагнитами 8, является функцией силы тока I в катушках возбуждения и ее величина дистанционно регулируется блоком управления 12. Основным технологическим параметром при расчете силы торможения Q тормозных электромагнитов 8 является заданный путь торможения S (const для смежных полос). Сила Qэм рассчитывается вычислительным блоком по формуле:

где VH - скорость полосы в начале торможения, м/с;
g - ускорение свободного падения, м/с2;
µ - коэффициент трения при естественном торможении;
m - масса полосы, кг.
Представив

где Рэп - контактная сила электромагнитного притяжения тормозного электромагнита, кг;
µэ - коэффициент трения намагниченных поверхностей;
получим значение основного электромеханического параметра тормозного электромагнита Рэп

Сила Рэп регулируется оперативно, дистанционно изменением силы тока I в обмотке возбуждения тормозных электромагнитов 8, т.е.

Корректировка силы Рэп производится вычислительным блоком 11 с учетом фактического количества К ферромагнитной фазы в прокате при торможении, выражено в относительных единицах, и изменяется в диапазоне от 0 до 1, и замерено датчиком 10 согласно формуле:

Выбор силы принудительного электромагнитного торможения Qэм в функции количества ферромагнитной фазы в прокате позволит обеспечить постоянный путь торможения Sn смежных полос, следовательно, повысить точность их фиксированной остановки по датчику контроля передних концов 9, этим увеличить выход готового мерного проката на стане.
Источники информации
1. Патент SU № 1444010, кл. B21B 43/00/
2. А.Г.Кузьменко и др. «Электромагнитные механизмы металлургических машин». Металлургия, 1996 г., стр.269-270.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНОГО ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО СОРТОВОГО ПРОКАТА | 2012 |
|
RU2505368C1 |
| Тормозное устройство реечного холодильника | 1986 |
|
SU1366254A1 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО АРМАТУРНОГО ПРОКАТА ПЕРЕД ХОЛОДИЛЬНИКОМ | 2012 |
|
RU2516324C2 |
| Устройство для торможения проката | 1989 |
|
SU1710159A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Устройство для торможения ферромагнитного проката | 1982 |
|
SU1151344A1 |
| Устройство для торможения проката | 1986 |
|
SU1359038A1 |
| СПОСОБ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2437732C1 |
Изобретение относится к прокатному производству, а именно к устройству принудительного электромагнитного торможения и фиксированной остановки термоупрочненного ферромагнитного проката. Устройство содержит подъемные клапаны, расположенные между роликами приемного рольганга холодильника, установленные параллельно клапанам рихтовальные желоба, тормозные электромагниты, встроенные под первый ручей рихтовальных желобов, датчик контроля положения передних концов проката в рихтовальном желобе и блок управления тормозными электромагнитами и снабжено датчиком замера количества ферромагнитной фазы в прокате, установленным в линии приемного рольганга холодильника перед клапанным сбрасывателем и блоком вычисления величины тормозного усилия в функции количества ферромагнитной фазы в прокате, который связан с блоком управления тормозными электромагнитами. Обеспечивается стабилизация процесса принудительного электромагнитного торможения смежных прокатных полос на холодильнике с различными ферромагнитными параметрами. 3 ил.
Устройство принудительного электромагнитного торможения и фиксированной остановки термоупрочненного ферромагнитного проката, содержащее подъемные клапаны, расположенные между роликами приемного рольганга холодильника, установленные параллельно клапанам рихтовальные желоба, тормозные электромагниты, встроенные под первый ручей рихтовальных желобов, датчик контроля положения передних концов проката в рихтовальном желобе и блок управления тормозными электромагнитами, отличающееся тем, что оно снабжено датчиком замера количества ферромагнитной фазы в прокате, установленным в линии приемного рольганга холодильника перед клапанным сбрасывателем, и блоком вычисления тормозного усилия в функции количества ферромагнитной фазы в прокате, который связан с блоком управления тормозными электромагнитами.
| КУЗЬМЕНКО А.Г | |||
| и др | |||
| Электромагнитные механизмы металлургических машин | |||
| - М.: Металлургия, 1996, с.269-270 | |||
| Устройство для торможения проката на холодильнике | 1987 |
|
SU1444010A1 |
| Устройство для торможения движущегося проката | 1989 |
|
SU1729645A1 |
| УСТРОЙСТВО ДЛЯ ТОРМОЖЕНИЯ ПРОКАТА | 2002 |
|
RU2221659C2 |
| Держатель для полупроводниковых пластин | 1979 |
|
SU864381A1 |
| WO 9831483 A1, 23.07.1998. | |||

