Изобретение относится к обработке металлов давлением, в частности к производству сплошных черновых железнодорожных осей на трехвалковом стане поперечно-винтовой прокатки, и может быть использовано при прокатке сплошных периодических профилей.
Сплошная черновая железнодорожная ось представляет собой изделие с переменным по длине наружным диаметром. Элементы оси имеют цилиндрическую форму и, начиная от торца оси, соответственно именуются: шейка, предподступица, подступица, средняя часть, подступица, предпоступица и шейка. Каждая из этих частей имеет свое функциональное значение. Наиболее важными элементами оси являются подступицы, которые при следующих технологических операциях: правка, оценка прямолинейности, соосности элементов оси (шейки и средней части), симметричности расположения шеек являются базовыми (основными) элементами.
Известен способ прокатки сплошных и полых периодических профилей на трехвалковом стане (А.С. СССР N 145512. Кл. 7а, 4, опубликовано в бюллетене N 6 за 1962 год). Осуществление этого способа производится на трехвалковом стане поперечно-винтовой прокатки с обжатием исходной заготовки в процессе прокатки по всей длине, причем прокатку переднего конца осуществляют с приложением осевого усилия подпора, проталкивающего заготовку через валки. На выходе из валков передний конец захватывается автоматическим зажимом. Дальнейшую прокатку осуществляют с приложением усилия натяжения при одновременном снятии усилия подпора.
Недостатком указанного способа является то, что прокатанные элементы оси имеют нестабильные размеры как по диаметрам, так и по длине. Абсолютная разность величин диаметров одноименных элементов достигает 8 мм. Это объясняется тем, что при сведении и разведении валков в процессе прокатки (под нагрузкой от усилия деформации) скоростные и точностные характеристики гидропривода для каждого валка неидентичны, что приводит к смещению оси прокатки до 10 мм (что доказано в работе Левин Е.И., Сичевой А.П. и др. Влияние основных механизмов трехвалкового стана на точность круглых профилей переменного сечения. Сб. ВНИИМЕТМАША, М. 1980 г. "Создание станов и исследование процессов прокатки заготовок машиностроительных деталей", стр. 16-28). Кроме нестабильности размеров, смещение оси прокатки приводит к искривлению оси и несоосности ее элементов.
Как указывалось ранее, подступицы являются базовыми элементами. Неравенство диаметров подступиц приводит при правке к перекосу оси в штампах, что не позволяет исправить ее непрямолинейность. В сочетании с несоосностью элементов оси при механической обработке это приводит к неравномерному съему металла припуска по периметру. В результате на поверхности чистовой оси остаются дефекты - следы черновой поверхности, остатки поверхностных дефектов черновой оси.
Известны способы прокатки круглых периодических профилей, направленные на повышение качества профильного изделия. Характерной особенностью этих способов (описанного, например, в кн.: Тетерин П.К. Теория поперечной и винтовой прокатки. М., "Металлургия", 1983, с. 240) является сохранение стабильности протекания процесса. Для этого прокатку проводят по всей длине изделия с осевым подпором. В данном случае, создавая схему сжатия, уменьшается неравномерность деформации и влияние растягивающих радиальных напряжений на качество макроструктуры металла, но не на качество геометрии профиля.
Наиболее близким по технической сущности к заявляемому является способ прокатки сплошных и полых профильных заготовок на трехвалковом стане поперечно-винтовой прокатки (А.С. СССР N 1407646, В 21 H 8/00, 07.07.83), включающий формирование части оси прокаткой исходной заготовки с осевым подпором и прокатку остальной ее части.
Недостатком данного решения является то, что прокатанные по данному способу подступицы будут иметь неодинаковые диаметры. После прокатки калибруют только передний конец прокатанной заготовки, а точнее часть шейки. Переход от прокатки с подпором на прокатку с натяжением при прокатке шейки и в сочетании с различным перемещением валков при прокатке последующих элементов оси, обусловленное разницей работы их гидравлических систем, приводит к неточности размеров прокатываемых элементов и потере их соосности. Это является причиной непрямолинейности всего изделия и ведет к образованию поверхностных дефектов при последующей механической обработке черновой оси.
В основу изобретения поставлена задача усовершенствования способа прокатки сплошных железнодорожных осей путем использования исходной заготовки с наружным диаметром, равным диаметру подступицы, то есть при прокатке полного профиля формирование подступицы ведут при установке валков на величину упругой деформации исходной заготовки, чем обеспечивается получение базовых элементов - подступиц, одинаковых диаметров и длин, а также повышение точности геометрических параметров других элементов оси.
Указанный технический результат достигается за счет того, что формируют часть оси прокаткой исходной заготовки с осевым подпором и прокатывают остальную ее часть. При этом прокаткой исходной заготовки с осевым подпором формируют переднюю шейку и предпоступицу оси, остальную часть оси формируют с осевым подпором или с осевым натяжением, при этом подступицу формируют обкаткой валками исходной заготовки по наружному диаметру при их установке на величину упругой деформации исходной заготовки. В качестве исходной заготовки может быть использована катаная заготовка с диаметром, равным 1,005 - 1,01 диаметра подступицы. Исходная заготовка может быть изготовлена из непрерывно-литого металла.
Предлагаемый в заявляемом способе технический прием - прокатка полного профиля передней шейки и предпоступицы с осевым подпором является новым существенным признаком, обеспечивающим точное формирование данных элементов черновой оси.
Как указывалось выше, изменение схемы деформации при прокатке одного элемента (шейки), состоящее в переходе с подпора на натяжения, а также неодинаковое перемещение валков за счет разницы работы гидравлических систем приводит к неточности геометрических размеров прокатываемых элементов (шейки и предподступицы) и потере их соосности. Потеря соосности является причиной непрямолинейности всего изделия и образования поверхностных дефектов при последующей механической обработке черновой оси. Прокатка же всей шейки и предподступицы без изменения режима деформации, без перехода от усилия подпора к натяжению способствует устранению указанных недостатков и обеспечивает получение точных размеров этих элементов.
Другим существенным признаком предлагаемого способа является формирование профиля подступицы железнодорожной оси, который производят при установке валков стана на величину упругой деформации исходной заготовки с обкаткой валками по наружному диаметру. Установка валков на величину упругой деформации исходной заготовки предусматривает использование исходной заготовки с заданным диаметром по всей длине, равным диаметру подступиц. Установка валков на величину упругой деформации исходной заготовки при формировании профиля подступицы обкаткой по наружному диаметру исключает необходимость перемещения валков, связанное с установкой их на прокатываемый диаметр подступиц, что необходимо при использовании заготовок, имеющих диаметр, превышающий диаметр прокатываемой подступицы. Это устраняет смещение оси прокатки и, как следствие, искривление прокатываемой черновой железнодорожной оси.
Обкатка исходной заготовки валками при формировании подступицы выполняет функцию направляющей заготовки по оси прокатки. Это способствует стабилизации оси прокатки, сохранению соосности элементов профиля и не приводит к искривлению оси.
Помимо улучшения геометрических параметров прокатываемого изделия применение способа позволит снизить нагрузку на стан, продолжительность прокатки, время нагрева исходной заготовки и массу крати для прокатки черновой оси.
Способ осуществляется следующим образом. Исходную заготовку с диаметром, равным диаметру подступицы, задают в стан. Переднюю шейку и предподступицу прокатывают с приложением усилия подпора. После прокатки шейки и предподступицы валки разводят на величину упругой деформации исходной заготовки. Формирование подступицы осуществляют, обкатывая валками исходную заготовку при ее перемещении на заданную длину подступицы. Прокатка подступиц, средней части, задних предподступицы и шейки сплошной черновой железнодорожной оси может производится как с приложением усилия осевого натяжения, так и с приложением усилия осевого подпора. При этом в качестве исходной заготовки может быть использована заготовка, изготовленная из непрерывно-литого металла. Исходная заготовка до ее нагрева перед прокаткой имеет диаметр, равный 1,005-1,01 диаметра подступицы.
Использование исходной заготовки с диаметром, равным 1,005-1,01 величины диаметра подступицы, предусматривает исключение влияния образования окалины на поверхности при нагреве исходной заготовки при формировании диаметра подступицы. При нагреве заготовки на ее поверхности образуется слой окалины, равный 0,005-0,01 диаметра нагреваемой заготовки. Перед прокаткой этот слой окалины удаляется с поверхности исходной заготовки. Диаметр исходной заготовки перед прокаткой становится равным диаметру подступиц.
Использование в предлагаемом способе непрерывно-литой заготовки позволяет уменьшить металлоемкость процесса при изготовлении исходной заготовки. Это достигается за счет уменьшения технологической обрези при предварительной прокатке исходной непрерывно-литой заготовки в сравнении с подготовкой исходной заготовки из слитков.
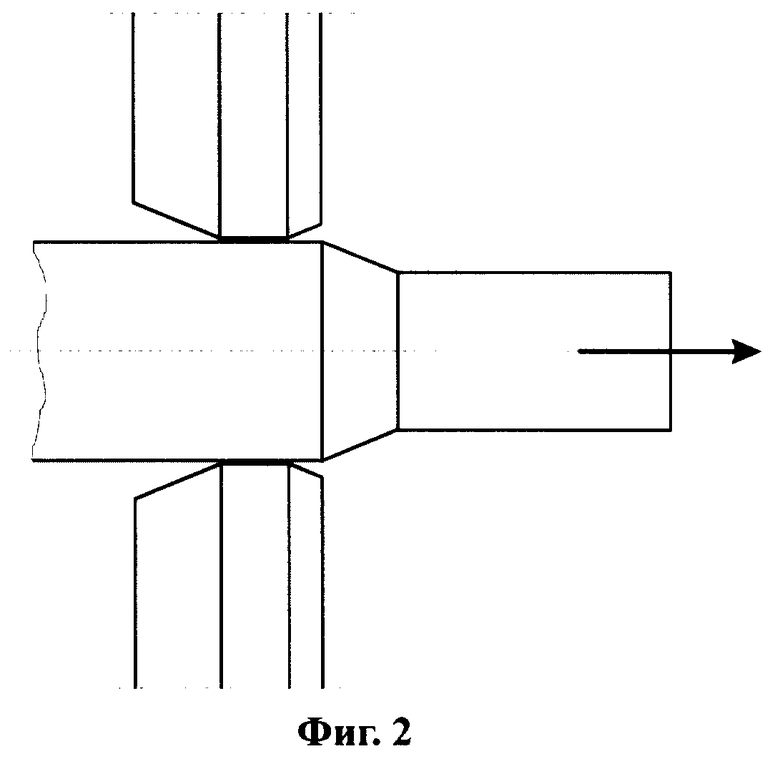
На фиг. 1 изображен процесс прокатки шейки и предподступицы при приложении усилия осевого подпора.
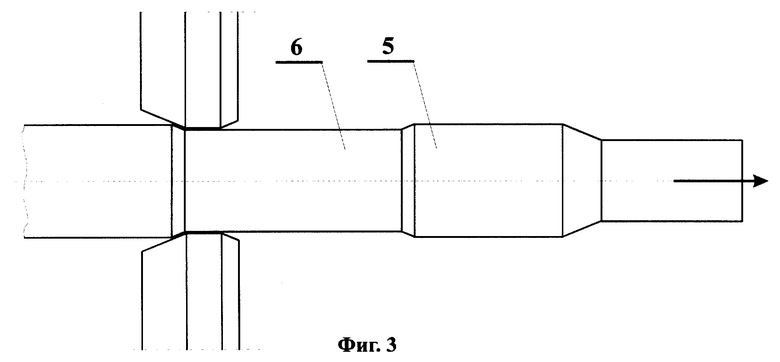
На фиг. 2 изображена обкатка исходной заготовки валками при формировании профиля подступицы.
На фиг. 3 показана прокатка средней части сплошной черновой железнодорожной оси.
Исходная заготовка 1 с диаметром, равным диаметру подступицы, подается в стан и толкателем (на чертеже не показано) с усилием подпора задается в валки 2 стана, где прокатывается полный профиль передней шейки 3 и предподступицы 4.
После прокатки этих элементов валки 2 разводятся на величину упругой деформации исходной заготовки 1 и при осевом усилии подпора или при осевом натяжении заготовка 1 обкатывается валками 2 на заданную длину подступицы 5. Диаметр подступицы 5 равен диаметру исходной заготовки 1.
Средняя часть 6 прокатывается после сведения валков на заданный диаметр средней части. При прокатке подступицы 5 гидросистемы валков находятся в ненагруженном стационарном состоянии, что позволяет гидросистемам прийти в исходное рабочее положение для одинакового равномерного перемещения валков 2 при их сведении для прокатки средней части 6. Это исключает смещение оси прокатки. Прокатка задней подступицы, предподступицы и шейки производится аналогично.
ПРИМЕР КОНКРЕТНОГО ВЫПОЛНЕНИЯ СПОСОБА.
Непрерывно-литая заготовка с поперечным сечением 1350 см2 из осевой стали по ГОСТ 4728, прошедшая замедленное охлаждение после отливки (в ямах или укрытых штабелях или вагоне-термосе) не менее 24 часов, подвергается контролю на наличие поверхностных дефектов и ремонту.
Подготовленные непрерывно-литые заготовки (НЛЗ) нагреваются до температуры 1180-1220oC и прокатываются на трубозаготовочном стане 900/750х3 в заготовку диаметром 212±2 мм (с уковом 3,8) для дальнейшей прокатки на трехвалковом стане поперечно-винтовой прокатки сплошной черновой железнодорожной оси для магистральных вагонов.
Прокатанные круглые заготовки проходят ультразвуковой контроль на качество металла при радиальном прозвучивании на автоматизированной установке ПОИСК 9/1 с использованием ультразвуковых колебаний частотой 2,5 МГц. Чувствительность установки позволяет выявлять несплошности, акустические свойства которых эквивалентны боковой поверхности отверстия диаметром 2,5 мм (контрольный отражатель) по ГОСТ 21120.
Качество макроструктуры исходных НЛЗ регламентировано показателями по ГОСТ 10243 и ОСТ 14-1-235-91. Показатели качества должны быть не более:
центральная пористость ЦП -1,5 б;
осевая ликвация ОЛ -1,5 б;
ликвационные полоски и трещины ЛПТ - 1,0 б;
краевая точечная загрязненность КТЗ -1,0 б;
светлые полоски СП - 1,0 б.
Штанги заготовок, прошедшие ультразвуковой контроль, разрезаются на мерные длины - крати, необходимые для прокатки одной сплошной черновой железнодорожной оси.
Крати длиной 2050-2070 мм нагревают в кольцевой печи до температуры 1180 - 1200oC в течение 2 часов 30 минут, после чего исходные заготовки подают к трехвалковому стану поперечно-винтовой прокатки. В приемном желобе стана толкатель заготовок, упираясь в задний торец заготовки, задает ее в рабочие валки, которые образуют калибр, равный диаметру шейки 148 мм. После прокатки участка шейки длиной около 200 мм ее конец, вышедший из валков, захватывается автоматическим зажимом механизма натяжения, что удерживает выходящий из валков участок шейки по оси прокатки. Механизм натяжения не включается, а прокатка заданной длины шейки происходит под действием усилия подпора, при этом механизм натяжения, удерживая по оси прокатки передний участок шейки, перемещается под действием выходящего из валков металла.
После прокатки шейки и предподступицы усилие подпора отключается, валки разводятся на размер калибра, равный максимальному диаметру исходной заготовки - диаметру подступицы. Диаметр подступицы 208±2 мм, валки разводятся на размер не менее 210 мм. Включается система натяжения и заготовка перемещается в валках на длину подступицы. Валки, обкатывая подступицу, удерживают заготовку по оси прокатки. Система гидропривода в этот момент подготовлена для сведения валков из стационарного состояния для прокатки последующего элемента оси - средней части диаметром 187 мм. Сведение валков, находящихся в стационарном состоянии гидросистемы, обеспечивает идентичность их перемещения, что является необходимым условием сохранения прямолинейности оси прокатки. Прокатка переходных участков выходным конусом валков происходила при соотношении скорости сведения валков и системы натяжения, равном тангенсу угла наклона выходного конуса валков.
При прокатке сплошных черновых железнодорожных осей по ТУ 14-2-548-83 по предлагаемому способу средняя величина нагрузки на двигатель уменьшилась до 50%, продолжительность прокатки полного профиля оси с 35-40 секунд до 27-33 секунд. Время нагрева каждой новой исходной заготовки - крати диаметром 212 мм в кольцевой печи сократилось до 30 мин. Уменьшилось количество технологических отходов, что позволило снизить массу исходной заготовки - крати с 570-575 кг до 562-566 кг. Использование непрерывно-литой заготовки для получения катанной исходной заготовки позволяет снизить металлоемкость процесса до 16%.
Применения предлагаемого способа по сравнению с существующим на Днепровском металлургическом комбинате им. Дзержинского обеспечивает уменьшение металлоемкости процесса при производстве сплошных черновых железнодорожных осей до 160 кг на тонну. Повышается точность геометрических параметров оси и поле допуска на диаметральные и линейные размеры уменьшается на 50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки сплошных железнодорожных осей на трехвалковом стане | 1987 |
|
SU1407646A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ТЕХНОЛОГИЯ "Т-D" | 1996 |
|
RU2100106C1 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 2003 |
|
RU2254940C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ С ДИФФЕРЕНЦИРОВАННЫМИ ПРОЧНОСТНЫМИ СВОЙСТВАМИ | 1997 |
|
RU2112613C1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
Изобретение относится к обработке металлов давлением, в частности к производству сплошных черновых железнодорожных осей на трехвалковом стане поперечно-винтовой прокатки, и может быть использовано при прокатке сплошных периодических профилей. Исходную заготовку с диаметром, равным диаметру подступицы, задают в стан. Переднюю шейку и предподступицу прокатывают с приложением усилия подпора. После прокатки шейки и предподступицы валки разводят на величину упругой деформации исходной заготовки. Формирование подступицы осуществляют обкатывая валками исходную заготовку при ее перемещении на заданную длину подступицы. Прокатка подступиц, средней части, задних предподступицы и шейки сплошной черновой железнодорожной оси может производиться как с приложением усилия осевого натяжения, так и с приложением усилия осевого подпора. При этом в качестве исходной заготовки может быть использована заготовка, изготовленная из непрерывно-литого металла. Исходная заготовка до ее нагрева перед прокаткой имеет диаметр, равный 1,005-1,01 диаметра подступицы. Способ улучшает качество изделий и уменьшает металлоемкость процесса при производстве сплошных черновых железнодорожных осей. 2 з.п. ф-лы, 3 ил.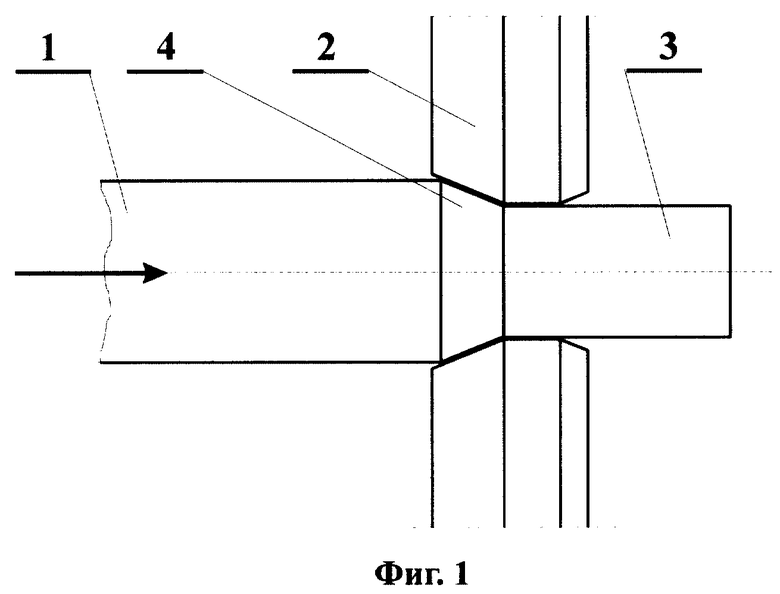
| Способ прокатки сплошных железнодорожных осей на трехвалковом стане | 1987 |
|
SU1407646A1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| Способ прокатки сплошных и полых профильных заготовок | 1974 |
|
SU496081A1 |
| DE 3127393 A1, 22.04.1982. | |||

