Изобретение относится к транспортерной ленте установки для непрерывного литья лент из металла, в частности стали, направляемой приводимым барабаном и горизонтально соседним с ним барабаном, установленным с возможностью перемещения для натяжения ленты, опирающейся при этом на расположенную между барабанами опору и охлаждаемой с обращенной от отлитой ленты стороны.
Такая транспортерная лента известна, например, из патента ФРГ N 3423834 С2, где по опорным роликам направляют металлическую ленту и охлаждают на ее обращенной от отливаемого изделия поверхности. Металлическую ленту направляют при этом по нескольким опорным роликам, из которых по меньшей мере один служит натяжным роликом для металлической ленты, а по меньшей мере один приводится во вращение. При попадании металлического расплава на транспортерную ленту из открытого вниз резервуара она нагревается на обращенной к отливаемому изделию стороне настолько сильно, что происходят коробления, воздействующие на отливаемое изделие и деформирующие его. Возникающие при этом выпучины достигают размеров перпендикулярно от плоскости транспортерной ленты порядка ее толщины и во много раз больше. Так, в плоскости транспортерной ленты эти выпучины могут достигать размеров в 10 - 20 раз больше ее толщины, а в плоскости перпендикулярно направлению транспортерной ленты - 0,8 - 0,9 ширины отливаемого изделия.
Из заявки ФРГ N 2709540 известны способ и необходимое для его осуществления устройство, у которого ленты кристаллизатора охлаждают со стороны, противоположной разливочной камере охлаждающей жидкостью, причем посредством охлаждающей жидкости создают гидростатические усилия, действующие на заднюю сторону ленты кристаллизатора, препятствуют ее короблению в зоне разливочной камеры, а также удерживают и направляют ее в заданном положении. Для этого на небольшом расстоянии за лентой кристаллизатора расположена направляющая плита с приточными и сливными отверстиями для охлаждающей жидкости, через которые она течет на заднюю сторону ленты кристаллизатора и охлаждает ее по всей поверхности, причем по отношению к окружающей атмосфере создается положительное и отрицательное гидростатические сжимающие поля, так что лента кристаллизатора располагается на определенном расстоянии от направляющей плиты и тем самым стабильно удерживается и направляется по всей поверхности разливочной камеры.
Толщина лент кристаллизатора составляет 0,5 - 2 мм. Предлагаемое устройство используют в наклоненных вниз разливочных машинах, где в глубокой литниковой чаше в разливаемом металле за счет металлостатического давления возникает относительно высокий нажим на ленты кристаллизатора и на их опоры.
При отсутствии такого высокого противодавления, например в ленточной установке непрерывной разливки с горизонтально проходящими по транспортерным лентам отливаемыми изделиями, при небольшом весе отливаемого изделия возникнут заметные коробления.
Технический результат изобретения - создание удобной в отношении технического обслуживания родовой транспортерной ленты, которая при высоком сроке службы исключает простыми средствами дефекты качества в отливаемом изделии, вызванные волнообразным короблением транспортерной ленты в марообласти.
Технический результат достигается посредством отличительных признаков п. 1 формулы. Согласно изобретению транспортерной ленте при сохранении ее эластичности придают форму, допускающую выпучивание в микрообласти, однако в то же время транспортерная лента имеет такую структуру, которая надежно исключает коробление в макрообласти.
Для этого в транспортерной ленте выполнены глухие отверстия круглой или многоугольной формы, имеющие со стороны головки небольшую толщину стенок, допускающую мембранообразную деформацию в тени глухого отверстия, а перемычки между отверстиями имеют высокую прочность, исключающую возникновение макровыпучин.
Донышки глухих отверстий выполнены так, что они выпучиваются на величину < 1 мм. Эти небольшие формоизменения не вызывают в отливаемой ленте ухудшающих качество деформаций. В то же время размеры всей транспортерной ленты остаются по длине, ширине и высоте в заданных пределах.
В предпочтительном варианте изобретения предлагается выполнить транспортерную ленту так называемой сэндвичевой конструкции. При этом наружную поверхность бесконечной транспортерной ленты, т.е. поверхность, соприкасающуюся с отливаемым изделием, выполняют из материала с высокой теплопроводностью, а охлаждаемую решетку, воспринимающую, в частности, растягивающие усилия, - из изгибно-жесткого и температуростойкого материала. Благодаря этой конструкции достигаются технологические преимущества и транспортерной ленте могут быть простым образом приданы целенаправленные физические свойства.
Общее число глухих отверстий в сплошном материале, т.е. стержнях, выбирают в диапазоне 15 - 40%, причем с учетом применяемого материала размер ленты выбирают таким образом, что кроме желательных микровыпучин, вне заданных пределов не возникает никаких других деформаций.
Пример изобретения представлен на чертежах, где:
фиг. 1 - схема ленточной установки непрерывной разливки;
фиг. 2 - a, b, c - разрезы транспортерной ленты.
На фиг. 1 изображен резервуар 11 ленточной разливочной установки, в котором находится жидкий материал M, уровень которого поднимают над сливом 12 посредством разрежения p. Вытекающий из слива 12 металл попадает на транспортерную ленту 21 и отводится ею в виде отлитой ленты 13 от резервуара.
Транспортерная лента 21 транспортного устройства содержит приводимый электродвигателем 26 барабан 25 и натягиваемый натяжным механизмом 28 барабан 27.
Верхняя ветвь транспортерной ленты 21 опирается на опоры 51 и охлаждается разбрызгиваемой через сопло 41 охлаждающей водой на противоположной отлитой ленте 13 стороне.
На фиг. 2 в разрезе изображена часть транспортерной ленты 21, в которой выполнены глухие отверстия 22, между которыми оставлены перемычки минимальной ширины S. Донышки глухих отверстий имеют толщину d, причем относительно толщины D транспортерной ленты глухие отверстия 22 имеют глубину T. Головная поверхность 29 глухих отверстий обрызгивается охлаждающей средой, так что за счет разности температур между обращенной к отлитой ленте 13 стороной дна 24 глухого отверстия и его охлажденной головной стороной происходит выпучивание b дна 24.
В левой верхней части фиг. 2 изображена транспортерная лента сэндвичевой конструкции, причем обращенные к отлитой ленте слой 31 прочно соединен с обращенным от нее слоем 32.
В нижней части фиг. 2 изображены возможные формы глухих отверстий, а именно глухих отверстий кругообразной или шестиугольной формы, имеющие между собой минимальную ширину S перемычки.
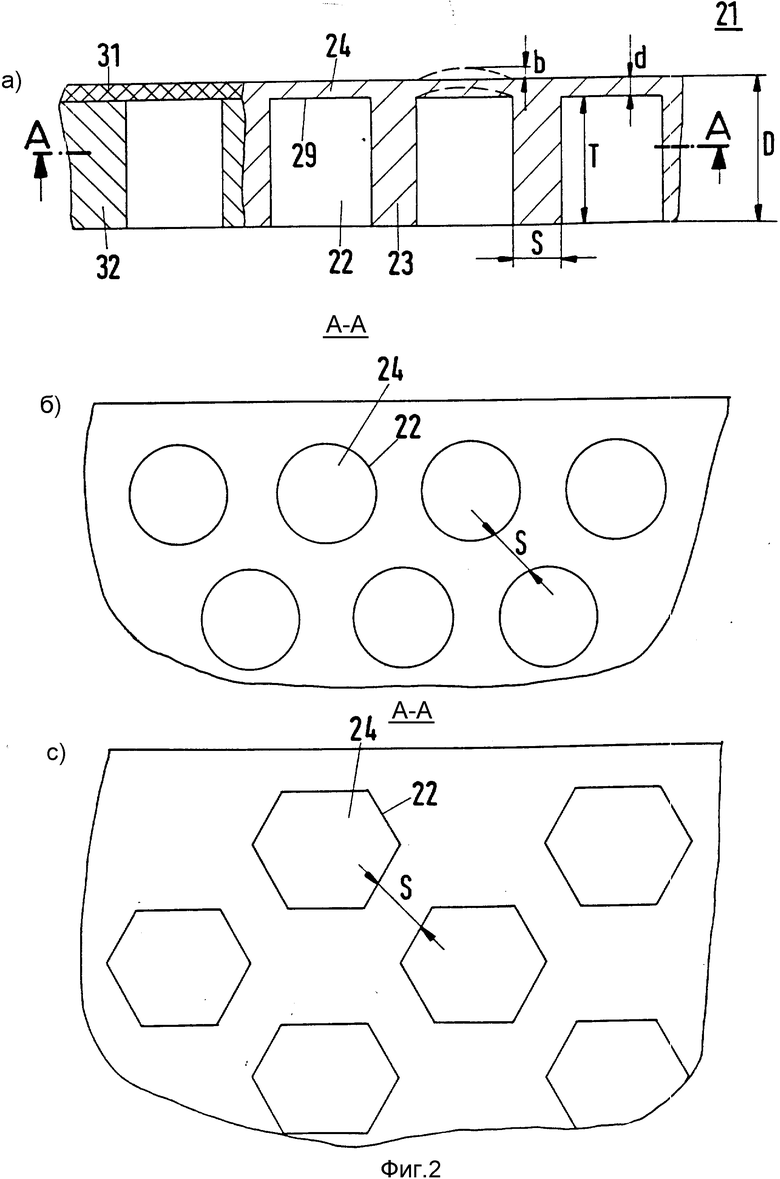
Транспортерная лента предназначена для установки непрерывного литья лент из металла, в частности стали. Лента оперта на расположенную между барабанами опору и выполнена охлаждаемой с тыльной стороны. Лента 21 имеет глухие отверстия 22, равномерно распределенные по ее тыльной стороне. Глухие отверстия 22 отделены друг от друга перемычками, имеющими минимальную ширину S. Общая площадь перемычек составляет 0,15 - 0,40 общей площади транспортерной ленты, а донышки 24 глухих отверстий имеют толщину d, которая при нагревании отлитой лентой при одновременном охлаждении головной поверхности 29 глухих отверстий допускает выпучивание b <1 мм. При этом достигается исключение коробления ленты. 4 з.п. ф-лы, 2 ил.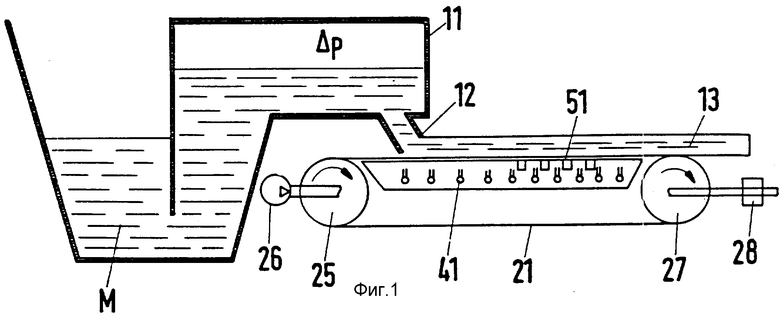
| DE, заявка, 2709540, B 22 D 11/06, 1978. |
