Изобретение относится к способу направления непрерывных заготовок в установке для непрерывной разливки, в частности в установках для изготовления тонких плоских заготовок из стали, с стационарным или переносным кристаллизатором и клетью для направления непрерывной заготовки, снабженной охлаждающим устройством, а также устройству для осуществления способа.
Направление непрерывной заготовки в установке для непрерывной разливки, например, плоских заготовок или слитков, как правило, осуществляется с помощью роликов, расположенных под кристаллизатором. Эти ролики, если они не охлаждаются, имеют диаметр минимально, приблизительно 100 мм, а если они имеют внутреннее охлаждение, то диаметр составляет минимально, приблизительно 140 мм. В установках для непрерывной разливки плоских слитков, с помощью которых можно получать ширину плоских заготовок до 3,5 м, применяют разделенные ролики с прокладками.
Как правило, при использовании неохлажденных роликов применяют охлаждение с помощью разбрызгивания. Этот способ охлаждения с помощью разбрызгивания представляет собой опасность неконтролируемого охлаждения непрерывной заготовки, что может привести к появлению трещин на поверхности непрерывной заготовки.
Диаметр роликов вместе с шириной непрерывной заготовки определяет расстояние между отдельными роликами. Это расстояние между роликами, которое рассматривается в качестве величины, характеризующей опору или выпучивание непрерывной заготовки, оказывает непосредственное влияние на качество непрерывной заготовки. Выпучивание непрерывной заготовки зависит от скорости разливки и расстояния между роликами. В случае стандартных литых заготовок с толщиной приблизительно 200 мм, отливаемых с максимальной скоростью 2,2 м/мин, тонкие литые заготовки при толщине приблизительно 50 мм разливают со скоростью 6 м/мин, причем стремятся к скоростям 8 м/мин.
Ужесточение условий приводит к тому, что оболочка тонких литых заготовок, начиная от выхода из кристаллизатора до ее затвердевания, значительно горячее по сравнению с оболочками стандартных литых заготовок в аналогичном месте металлургического процесса.
Так как диаметр роликов, так же как и расстояние между отдельными роликами, не может быть сколь угодно уменьшено, при более высоких скоростях и одновременно меньшей толщине разливки неконтролируемым образом увеличивается склонность к выпучиванию и тем самым к деформации непрерывной заготовки.
Наряду с роликами для направления непрерывной заготовки в качестве элементов для направления непрерывной заготовки известны также пластины. Так в патенте EP 0107563 A1 предложена координатная сетка, расположенная под кристаллизатором и через ее свободные ячейки на поверхность непрерывной заготовки вспрыскивают охлаждающую среду, например спрысковую воду. В этом источнике описывается также способ направления непрерывных заготовок в установке для непрерывной разливки, в частности в установке для изготовления тонких слитков из стали, включающий заливку металла в кристаллизатор, прямое охлаждение непрерывной заготовки путем подачи охладителя на ее поверхность, перемещение заготовки с точно заданной скоростью через клеть непрерывной разливки с помощью механических средств, удерживание заготовки в форме и регулирование скорости непрерывной разливки в зависимости от скорости охлаждения заготовки.
Недостатки этого способа, в котором применяются элементы для направления непрерывной заготовки в виде пластин, состоят в том, что возникают большие силы трения между непрерывной заготовкой и пластинами. Кроме того, возникает опасность ухудшения качества в виде разломов, а также хлопок из-за включенной воды. Кроме того, для вытягивания непрерывной заготовки необходимы большие силы втягивания, что приводит к большой нагрузке на оболочку непрерывной заготовки.
Целью изобретения является создание простыми средствами направляющей для непрерывной заготовки, в том числе при высоких скоростях разливки, осуществляемой простыми конструктивными средствами с небольшим износом при изготовлении непрерывных заготовок с высоким качеством поверхности.
Эта цель достигается в способе направления непрерывных заготовок в установке для непрерывной разливки, в частности в установке для изготовления тонких слитков из стали, включающем заливку металла в кристаллизатор, прямое охлаждение непрерывной заготовки путем подачи охладителя на ее поверхность, перемещение заготовки с точно заданной скоростью через клеть непрерывной разливки с помощью механических средств, удерживание заготовки в форме и регулирование скорости непрерывной разливки в зависимости от скорости охлаждения заготовки, за счет того, что дополнительно непрерывную заготовку охлаждают при помощи охлаждаемых пластин, а в качестве прямого охладителя подают газ, при этом газ направляют в направлении вывода заготовки таким образом, что, по меньшей мере, участками удерживают заготовку в форме и оказывают воздействие на скорость непрерывной разливки.
При этом является целесообразным предварительно регулировать количество и давление газового потока в зависимости от толщины оболочки заготовки и уменьшать толщину непрерывной заготовки на выходе из кристаллизатора на, по меньшей мере, одном пластинчатом сегменте.
Кроме того указанный технический результат достигается также за счет того, что установка для непрерывной разливки для изготовления непрерывных заготовок, в частности тонких слитков из стали, содержащая кристаллизатор с подключенной к нему клетью для направления непрерывной заготовки, имеющей отклоняемые к ее поверхности подсоединенные к приводу ролики, трубопроводы с устьями для подачи охладителя к поверхности непрерывной заготовки, дополнительно снабжена пластинами, которые разделены на пластинчатые сегменты, между которыми предусмотрены ролики, причем на стороне пластинчатых сегментов, обращенной к непрерывной заготовке, расположена сеть распределительных трубопроводов для подвода в качестве охладителя газа и которые, по меньшей мере, участками подключены к станции подачи газа, а устья распределительных трубопроводов размещены в стенке пластинчатого сегмента на стороне, обращенной к непрерывной заготовке, расположены под углом наклона к направлению вытягивания заготовки, при этом стенка пластинчатого сегмента выполнена из материала и по форме позволяющих отводить максимально возможное количество тепла, излучаемого оболочкой непрерывной заготовки, а пластинчатые сегменты, по меньшей мере, участками в краевой зоне расположены на определенном расстоянии от поверхности непрерывной заготовки для обеспечения прохождения между ними газа.
При этом является целесообразным, что пластинчатый сегмент выполнен с нанесением на его стенку, обращенную к непрерывной заготовке, слоем износостойкого материала, например никеля и/или хрома; пластинчатые сегменты выполнены из меандрообразных труб, через которые протекает охладитель и на линиях соприкосновения которых, перпендикулярно к направлению труб предусмотрены распределительные трубопроводы для подвода газа к поверхности непрерывной заготовки; установка снабжена средствами для изменения расстояния между пластинами и непрерывной заготовкой независимо друг от друга; пластинчатые сегменты выполнены в виде подушек, имеющих закраину для обеспечения возможности просачивания газа в их краевой зоне и влияния на отбор тепла от оболочки непрерывной заготовки; толщина стенок пластинчатых сегментов, обращенных к непрерывной заготовке, выполнена увеличивающейся вдоль главной оси пластин; стенка пластинчатого сегмента, обращенная к непрерывной заготовке, выполнена вогнутой в направлении транспортировки непрерывной заготовки; величина вогнутости стенки пластинчатого сегмента, обращенной к непрерывной заготовке, выполнена уменьшающейся в направлении транспортировки непрерывной заготовки и сходит на нет в конце клети для направления непрерывной заготовки; средства для изменения расстояния между пластинами и непрерывной заготовкой выполнены в виде пневматических рабочих средств, которые находятся, по меньшей мере, в первом положении первого пластинчатого сегмента после кристаллизации; распределительные трубопроводы для подвода газа к поверхности заготовки в пластинчатых сегментах выполнены с возможностью функционального изменения их количества в зависимости от металлургической длины с учетом мембранного эффекта, действующего на оболочку непрерывной заготовки; внутренний диаметр распределительных трубопроводов для подачи охладителя к поверхности заготовки в пластинчатых сегментах выполнен с возможностью функционального подгона по всей металлургической длине для выполнения заданной работы в соответствии с его геометрическим местом при одинаковом обеспечении давлением; ролики, расположенные между пластинчатыми сегментами, выполнены с возможностью присоединения к регулируемому приводу для изменения скорости их вращения и тяговой силы; пластинчатые сегменты, ролики и непрерывные заготовки размещены в кожухе, соединенном посредством систем подводящих и отводящих трубопроводов с установкой для охлаждения газа и установкой для очистки газа; система подводящих и отводящих трубопроводов выполнена таким образом, что газ, например азот, после очистки и охлаждения снова может подводиться к станции подачи газа.
Согласно изобретению непрерывная заготовка после выхода из кристаллизатора скользит по газовой подушке, расположенной между пластинчатыми сегментами и непрерывной заготовкой, и ее тепло отводится путем косвенного поглощения тепла, излучаемого непрерывной заготовкой, не соприкасающейся с охлаждаемыми пластинами. В качестве газообразной среды применяют предпочтительно азот, который благодаря подходящей конструкции пластинчатых сегментов на стенке, обращенной к непрерывной заготовке, удерживает последнюю в форме, подает в направлении выхода непрерывной заготовки и дополнительно охлаждает с помощью проходящего газа для поглощения косвенного тепла (излучения) охлаждающими пластинами.
В дугообразной установке непрерывную заготовку изгибают в нескольких точках изгиба или также изгибают непрерывно по равномерной кривой. Работа, совершаемая газовой пленкой от сегмента O и последующих сегментов, состоит из следующих частей:
- поддержание непрерывной заготовки в зависимости от весовой доли в соответствии с местом направления непрерывной заготовки между вертикальной и горизонтальной частью направляющей для непрерывной заготовки,
- выравнивание ферростатического давления в зависимости от вертикального расстояния до уровня разливки,
- гибка и рихтовка непрерывной заготовки,
- бесслитковая прокатка и уменьшение толщины непрерывной заготовки во время затвердевания,
- транспортировка непрерывной заготовки.
Кроме того, следует принять во внимание, что пластинчатые сегменты для направляющей для непрерывной заготовки на верхней стороне не должны работать по поддержанию (веса) непрерывной заготовки. Кроме того, изменяются специфические работы в соответствующих сегментах или по металлургической длине от выхода из кристаллизатора до конца направляющей для непрерывной заготовки.
Различная работа на каждом пластинчатом сегменте обеспечивается за счет специфической конструкции сегмента и/или устройства, регулирующего газовую среду по давлению на единицу ее количества. Особого внимания здесь заслуживает зависимость актуальной толщины оболочки непрерывной заготовки. При планировании установки обращается внимание на то, что пневматическая работа, совершаемая над заготовкой, должна совершаться таким образом, чтобы непрерывная заготовка направлялась, транспортировалась, и, если нужно, деформировалась, уменьшаясь по толщине, но не бесконтрольно путем сдавливания, то есть негативного выпучивания.
Одновременно непрерывную заготовку дополнительно определенным образом перемещают с помощью механических средств (здесь в основном с помощью роликов установки для непрерывной разливки) с заданной скоростью через клеть непрерывной разливки. Ролики могут поддерживать и брать на себя или обеспечивать транспортировку или желаемую скорость разливки и/или процессы гибки и рихтовки. Для обеспечения точной скорости разливки используют ролики, расположенные в конце клети непрерывной разливки, так как здесь непрерывная заготовка затвердевает.
Энергия привода от газового потока и энергия привода роликов установки для непрерывной разливки могут согласовываться любым образом друг с другом. В предпочтительном примере выполнения изобретения непрерывную заготовку транспортируют потоком газа и посредством роликов установки для непрерывной разливки и затормаживают по скорости до заданного значения.
Пластинчатые сегменты состоят в основном из полого элемента, с помощью которого охлаждающую среду подают предпочтительно путем всасывания. В пластинчатых сегментах, на стороне, обращенной к непрерывной заготовке, расположена сетка распределительных трубопроводов, через которые направляют газ, например азот. Распределительные трубопроводы участками соединены друг с другом и подключены посредством магистральных трубопроводов к станции подачи газа. Отдельные сопловые отверстия распределительных трубопроводов могут быть выполнены по-разному. Их распределение также подгоняется в соответствии с рабочими затратами в зависимости от их места в направляющей для непрерывной заготовки. Таким образом можно функционально изменять количество сопел и/или сумму сопловых отверстий в сегменте по металлургической длине и ширине для выполнения различных работ в различных геометрических местах при равном обеспечении давлением. Это распределение сопел в плане различных мощностей при одинаковом давлении, например, на одну напорную систему (сегментная пластина, пневматическая подушка) может осуществляться как поперек, так и вдоль направления разливки. Сегмент также может подключаться к различным, не зависящим друг от друга пневматическим системам.
Кроме того, предлагается расположить сопла или часть сопел под острым углом наклона к направлению разливки для поддержания транспортировки непрерывной заготовки. Это поддержание транспортировки непрерывной заготовки обеспечивает и поддерживает скорость разливки непрерывной заготовки и упрощает трудозатраты на пары роликов, расположенные между пластинчатыми сегментами. Пластинчатые сегменты, по меньшей мере, в краевой зоне, удалены от поверхности непрерывной заготовки на такое расстояние, которое обеспечивает определенное просачивание газа между непрерывной заготовкой и, по меньшей мере, закраинами, расположенными в краевой зоне.
Пластинчатые сегменты подключены к рабочим органам, например к поршне-цилиндровым узлам, с помощью которых заранее можно регулировать расстояние между пластинчатым сегментом и непрерывной заготовкой и тем самым просачивание газа.
Стенка, наклоненная к непрерывной заготовке, по своей конструкции и применяемому материалу выполнена таким образом, что она может отводить максимум излучаемого тепла. Для этого применяют предпочтительно медь с относительно небольшой толщиной стенки для того, чтобы поглощать тепло охлаждающей водой, имеющейся в коробчатом холодильнике пластинчатого сегмента.
В другом выполнении изобретения изменяют толщину стенки пластинчатых сегментов, наклоненной к непрерывной заготовке, а именно таким образом, что толщина уменьшается к главной оси пластин. Стенка сегмента, наклоненная к непрерывной заготовке, может быть покрыта износостойким защитным слоем, например никелем и/или хромом.
В одной форме выполнения пластинчатый сегмент изготовлен из труб, расположенных меандрообразно, и между линиями их соприкосновения проложены распределители для подвода газа. С помощью трубопровода можно пропускать охлаждающую воду с высокой скоростью и благодаря этому отбирать от непрерывной заготовки максимально большое количество излучаемого тепла.
Для обеспечения центрированного прохождения непрерывной заготовки предлагается выполнить стенку пластинчатых сегментов, наклоненную к непрерывной заготовке, вогнутой в направлении транспортировки непрерывной заготовки. При этом размер вогнутости стенки может начинаться на вогнутом кристаллизаторе и уменьшаться от первого сегмента через все сегменты направления непрерывной заготовки, например до незначительной вогнутости или до плоской поверхности в конце клети непрерывной разливки, или вплоть до сплошного затвердевания непрерывной заготовки. Таким образом можно получить параллельные слитки или слитки с желаемым вогнутым профилем.
Кроме того, можно задать пневматический рабочий профиль по всей ширине сегмента путем, например, различной ширины отверстия. Так, например, является предпочтительным создание в центре пластинчатого сегмента уменьшенной пневматической работы для получения мембранного эффекта в середине непрерывной заготовки. На краю непрерывной заготовки, то есть в зоне кромок, непрерывная заготовка более устойчива к деформации, чем в середине.
Кроме того, при заданной толщине полосы при одинаковом давлении газа можно увеличивать или уменьшать проводимую пневматическую работу путем открывания или закрывания пластинчатых сегментов, то есть изменять расстояние между пластинчатыми сегментами и непрерывной заготовкой. Эту пневматическую рабочую характеристику можно задавать с помощью расстояния между частями пластинчатых сегментов на верхней или нижней стороне и при заданной толщине слитков.
В основном в устройстве согласно изобретению непрерывную заготовку пневматически транспортируют с желаемой скоростью через установку для непрерывной разливки. Двигатели для привода роликов установки для непрерывной разливки берут на себя обеспечение точной заданной скорости разливки путем дополнительной работы либо транспортировку (режим двигателя), или ролики работают в генераторном режиме и тормозят слиток до желаемой заданной скорости разливки. Если ток двигателя превышает заданные пределы, то основная скорость пневматически корректируется.
С помощью предложенного способа и устройства достигается следующее:
- непрерывная заготовка не подвергается вспучиванию и тем самым деформации также и при высоких скоростях разливки до 10 м/мин,
- непрерывная заготовка не нуждается в непосредственном водном охлаждении и благодаря этому имеются минимальные потери энергии,
- при применении инертного газа исключается образование окалины на непрерывной заготовке,
- возможна прогрессивная гибка и рихтовка с наименьшей поверхностной удельной деформацией,
- обеспечивается возможность прогрессивной бесслитковой прокатки и тем самым уменьшение толщины непрерывной заготовки во время ее затвердевания,
- не имеется вращающихся элементов в установке, в результате чего достигаются следующие преимущества:
- обеспечивается минимальный износ установки, а также
- достигается высокая надежность разливки по сравнению с так называемыми Grids (сетками), охлаждаемыми разбрызгиванием воды,
- не имеется механических границ для транспортировки непрерывной заготовки, как это имеет место, например, в клетях для направлениях непрерывной заготовки с роликами и особенно в установках для быстрой разливки очень широких слитков, в частности установках для получения тонких слитков.
На фиг. 1 показана схема установка для непрерывной разливки;
на фиг. 2 - установка для непрерывной разливки в разрезе;
на фиг. 3 - пластинчатый сегмент с вогнутой стенкой;
на фиг. 4 - пластинчатый сегмент из трубы в форме меандра.
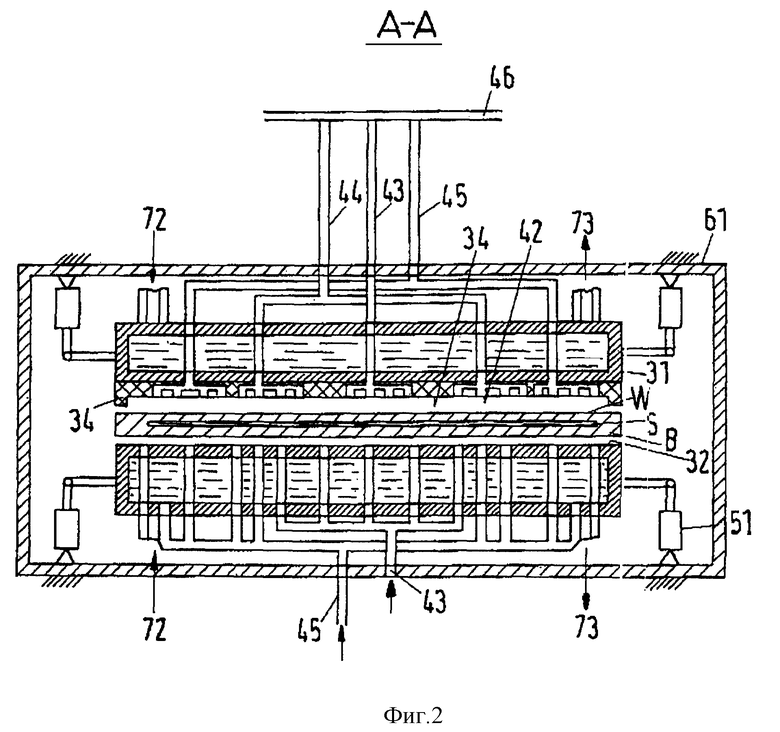
На фиг. 1 показана установка для непрерывной разливки с загрузочным столом 11, из которого жидкий металл через погружную трубу 13 подводят в кристаллизатор 12. В данном случае речь идет о дугообразной установке для непрерывной разливки для получения слитков B, в которой из вертикально расположенного кристаллизатора 12 непрерывную заготовку с оболочкой W транспортируют к незатвердевшей части S заготовки. Под кристаллизатором 12 расположены ролики 21, приводимые во вращение с помощью привода 22 роликов и предусмотрена направляющая из пластин 30, состоящая из отдельных пластинчатых сегментов 31. Пластинчатые сегменты 31 расположены на верхней и нижней стороне слитка B. Между отдельными пластинчатыми сегментами 31 расположены ролики 21.
Кроме того, приводы 22 роликов соединены с измерительным и регулирующим устройством 23.
Ролики 21, направляющие и транспортирующие непрерывную заготовку, и пластинчатые сегменты 31 окружены кожухом 61. Кожух 61 соединен посредством трубопроводов 62 для подвода и трубопроводов 63 для возврата газа с установкой 64 для охлаждения газа и установкой 65 для очистки газа. В газопроводе 62 предусмотрена станция 49 транспортировки газа, с помощью которой посредством магистральных трубопроводов 46 транспортируют газ к отдельным пластинчатым сегментам 31.
Для охлаждения отдельных пластинчатых сегментов 31 охлаждающую среду отсасывают с помощью насоса 71 через подводящий трубопровод 72, подводят к отдельным пластинчатым сегментам 31 и возвращают через возвратный трубопровод 73.
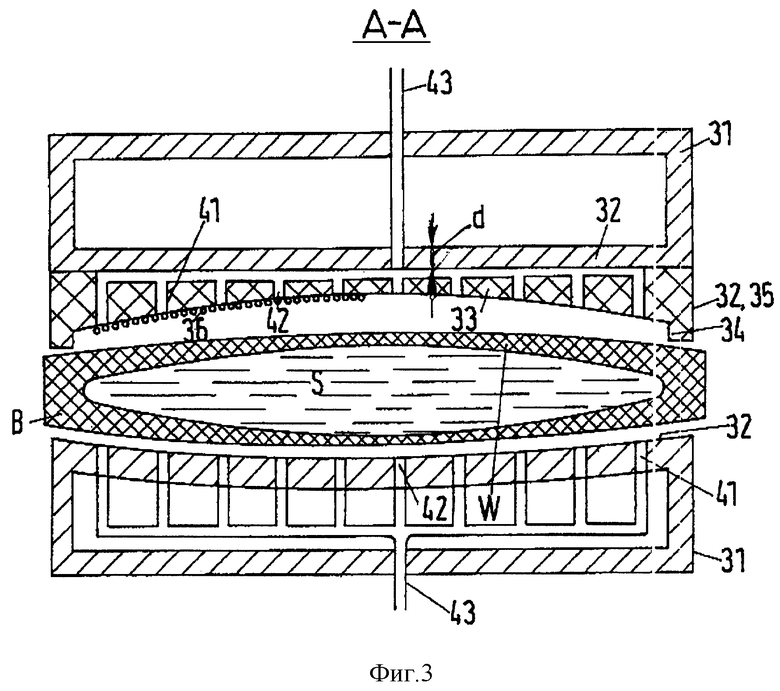
На фиг. 2 в разрезе показана установка для непрерывной разливки с кожухом 61, охватывающим пластинчатые сегменты 31 и слиток B.
Пластинчатые сегменты 31 для дистанцирования пластин зафиксированы с возможностью регулирования с помощью пневматических поршне-цилиндровых приспособлений 51, предусмотренных, по меньшей мере, в первом положении первого пластинчатого сегмента после кристаллизатора.
К пластинчатым сегментам 31 через трубопровод 72 подводят охлаждающую среду и возвращают через трубопровод 73.
Для подвода газа его транспортируют через магистральный трубопровод 46 и распределительные трубопроводы 45, перпендикулярные к направлению трубы для распределения во внешней зоне, через распределительный трубопровод 43 для питания центральной зоны и также через распределительные трубопроводы 44 для питания промежуточной зоны через устья 42 в промежуточную полость между пластинчатыми сегментами 31 и слитками B. Пластинчатые сегменты 31 выполнены в виде подушки 33 и имеют на стороне, наклоненной к слитку, стенку 32, которая к краевой зоне может иметь закраину 34.
Слиток B имеют оболочку W, внутри которой находится масса S из жидкого металла.
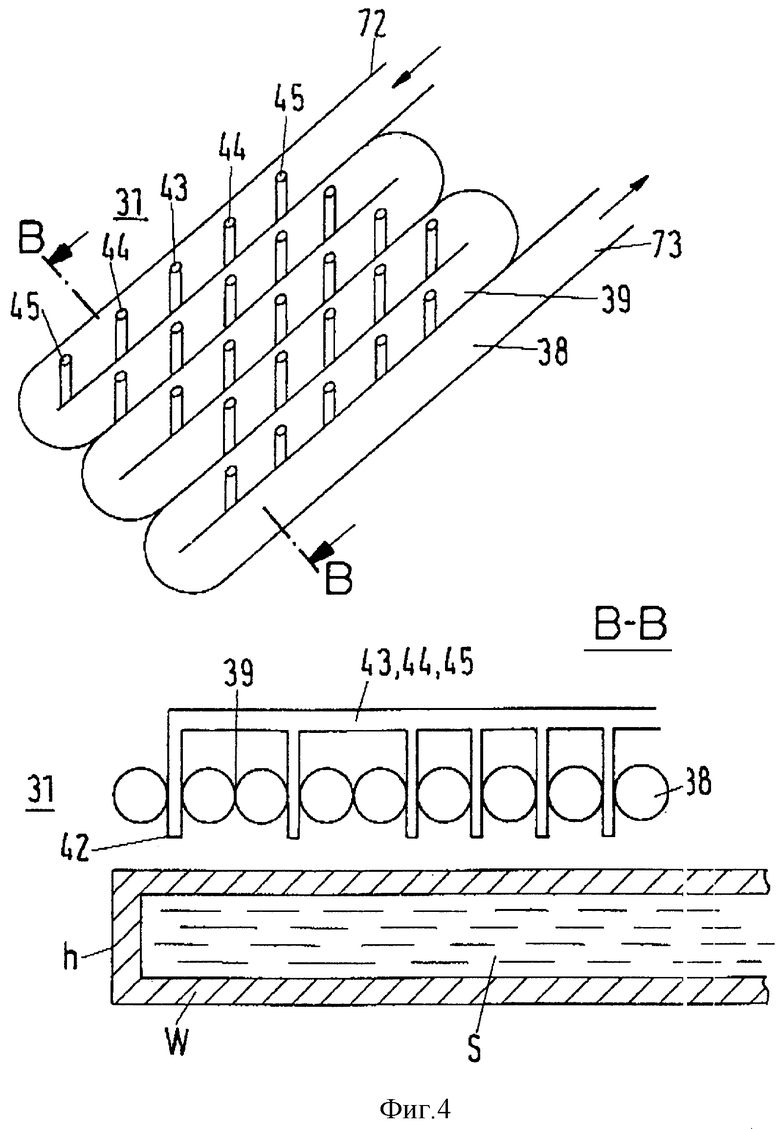
На фиг. 3 показан другой разрез по линии A-A пластинчатых сегментов 31, в котором стенка 32, наклоненная к непрерывной заготовке B, выполнена вогнутой. В верхней части чертежа стенка 32 выполнена двухслойной, причем пластина 35, непосредственно относящаяся к непрерывной заготовке, выполнена из высокотеплопроводного материала, например меди. При этом медная пластина 35 может быть покрыта износостойким слоем 36, например, из никеля или хрома.
В верхней части чертежа стенка 32 имеет закраину 34 в краевой зоне. Толщина d стенки 32 может быть выполнена увеличивающейся от центра к краевой зоне.
Подвод газа к устьям 42 осуществляется посредством распределительного трубопровода 43 и отверстий 41.
Непрерывная заготовка B имеет оболочку W, охватывающую незатвердевшую сердцевину S. Непрерывная заготовка B имеет в центральной зоне отверстие.
На фиг. 4 показан пластинчатый сегмент 31, состоящий из меандрообразной трубы 38, соединенной с подводящим трубопроводом 72 и отводящим трубопроводом 73. На линии 39 соприкосновения, непосредственно на стороне, наклоненной к непрерывной заготовке B, оканчиваются распределительные трубопроводы 43, 44, 45.
В нижней части чертежа показан разрез по линии B-B, в котором трубы газоплотно соединены на линии 39 соприкосновения и непосредственно касаются только диаметра распределительных трубопроводов 43, 44, 45. Устья 42 распределительных трубопроводов имеют промежуточную полость между пластинчатым сегментом 31 и слитком B.
Изобретение относится к способам направления непрерывных заготовок в установке для непрерывной разливки и установкам для изготовления тонких слитков из стали. Сталь заливают в кристаллизатор и вытягивают при помощи роликов. Между роликами предусмотрены охлаждаемые пластинчатые сегменты. Пластинчатые сегменты косвенно охлаждают заготовку. На стороне пластинчатого сегмента, обращенной к непрерывной заготовке, расположена сеть распределительных трубопроводов для подачи прямого охладителя - газа. Устья распределительных трубопроводов расположены под углом наклона к направлению вытягивания слитка так, чтобы удерживать заготовку в форме и оказывать воздействие на скорость непрерывной разливки. Газ проходит между непрерывной заготовкой и пластинчатым сегментом. Изобретение позволяет при высоких скоростях разливки получать непрерывную заготовку с высоким качеством поверхности. 2 с. и 15 з.п.ф-лы, 4 ил.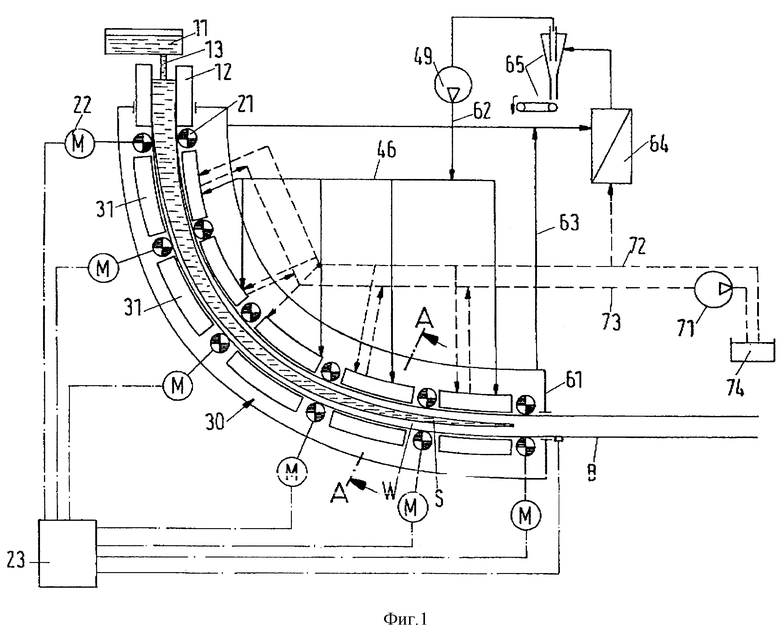
| Коммутатор электрического тока | 1956 |
|
SU107563A2 |
| (США) | 0 |
|
SU404201A1 |
| Преобразовательный трансформатор | 1983 |
|
SU1086469A2 |
| Устройство зоны вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1782190A3 |
| АНТИСЕПТИЧЕСКИЙ ПРЕПАРАТ | 2003 |
|
RU2235558C1 |
