Изобретение относится к области сварочного производства, а именно к дуговой механизированной сварке плавящимся электродом в среде защитных и инертных газов.
Основной технической проблемой повышения качества сварки является реализация термостабилизации расплавленной ванны, осуществляемая путем определения условного параметра сварочного процесса, соответствующего значению температуры ванны и поддержания этого параметра на постоянном уровне за счет регулирования мощности горения дуги.
Известен ряд патентов, в которых производится вычисление температуры ванны по формулам, учитывающих косвенные параметры около сварочной зоны: температуру, расстояния датчиков до ванны, силу тока, теплопроводность и толщину деталей и т.п.
Оценку температуры в этом случае производят расчетом по формулам и косвенным признакам, что снижает точность ее определения и требует определенного времени вычисления, как это описано в уровне техники: RU2691842, RU2676935, RU2217274, RU2563793, RU2707287, в которых производятся измерения параметров околосварочного пространства.
Примером наиболее простых алгоритмов определения температуры может служить патент RU2676935, когда в зоне сварочного шва устанавливают два симметричных датчика температуры перпендикулярно ходу сварочной горелки. Отклонение электрода от заданного положения приводит к изменению баланса температуры датчиков, что является сигналом принятия соответствующих корректирующих действий для обеспечения стабилизации температуры сварочного процесса.
Другим примером может служить патент RU2217274, в котором по температуре наконечника, через который выдвигается варочный электрод к ванне, оценивают температуру самой ванны.
Все эти способы обладают значительной погрешностью.
Наиболее близким к предлагаемому изобретению является способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов, описанный в патенте RU2211752 С2, опубл. 10.09.2003, в котором косвенным источником информации о температуре служит способ определения длины вылета сварочной проволоки в фазе короткого замыкания (КЗ) и управления энергией сварки в последующей фазе горения дуги (ГД) или дугового разряда.
В прототипе используется алгоритм, по которому по величине падения напряжения в цепи между наконечником сварочной горелки, откуда выходит электрод, и ванной, в момент фазы КЗ, производится оценка длины вылета и пропорционально длине или обратно пропорционально регулируют энергию дуги.
Известный способ не обеспечивает приемлемое качество сварки из-за влияния на температуру ванны, кроме длины вылета электрода, еще значительного количества не учтенных параметров, что не позволяет обеспечить стабильность температуры ванны в заданных пределах по всей длине сварочного шва.
Технической проблемой является создание способа сварки, обеспечивающего стабильность поддержания температуры расплавленной ванны в заданных пределах, что обеспечивает постоянную вязкость расплава.
Техническим результатом заключается в повышении качества сварных соединений в любом пространственном положении, без ручной подстройки режима сварки, а также повышение скорости заварки в вертикальном и потолочном положении, и, кроме того, обеспечение выполнения сварки стыков с увеличенными зазорами, например, более 4-х мм.
Проблема решается, а технический результат достигается тем, что в способе механизированной сварки в среде инертных и защитных газов с регулируемыми параметрами сварочного тока, заключающемся в том, что используют чередующиеся последовательные фазы короткого замыкания и дугового разряда между свариваемым металлом и концом электрода, выходящего из наконечника сварочной горелки, с возможностью образования расплавленной ванны свариваемого металла, при этом раздельно управляют при помощи блока управления параметрами тока в фазе короткого замыкания и в фазе дугового разряда, согласно изобретению, при сварке поддерживают температуру расплавленного металла в ванне в заданных пределах, при этом вылет электрода из наконечника поддерживают постоянным, в фазе короткого замыкания измеряют электрическое сопротивление в электрической цепи между наконечником и расплавленной ванной, по меньшей мере, два раза последовательно в течение действия указанной фазы, усредняют полученные значения сопротивления, затем измеряют электрическое сопротивление в каждой последовательной фазе короткого замыкания в течение периода 0,5-1,0 секунды, усредняют все значения электрического сопротивления, измеренные в фазах короткого замыкания, и запоминают полученное усредненное значение, принимая его за базовое, после чего в каждой последующей фазе короткого замыкания измеряют сопротивление цепи и сравнивают его с базовым значением сопротивления, определяют разницу сравниваемых значений и в обратно пропорциональной зависимости изменяют энергию, подводимую к электроду в фазе дугового разряда, до устранения разницы между сравниваемыми значениями.
Изобретение поясняется при помощи чертежей.
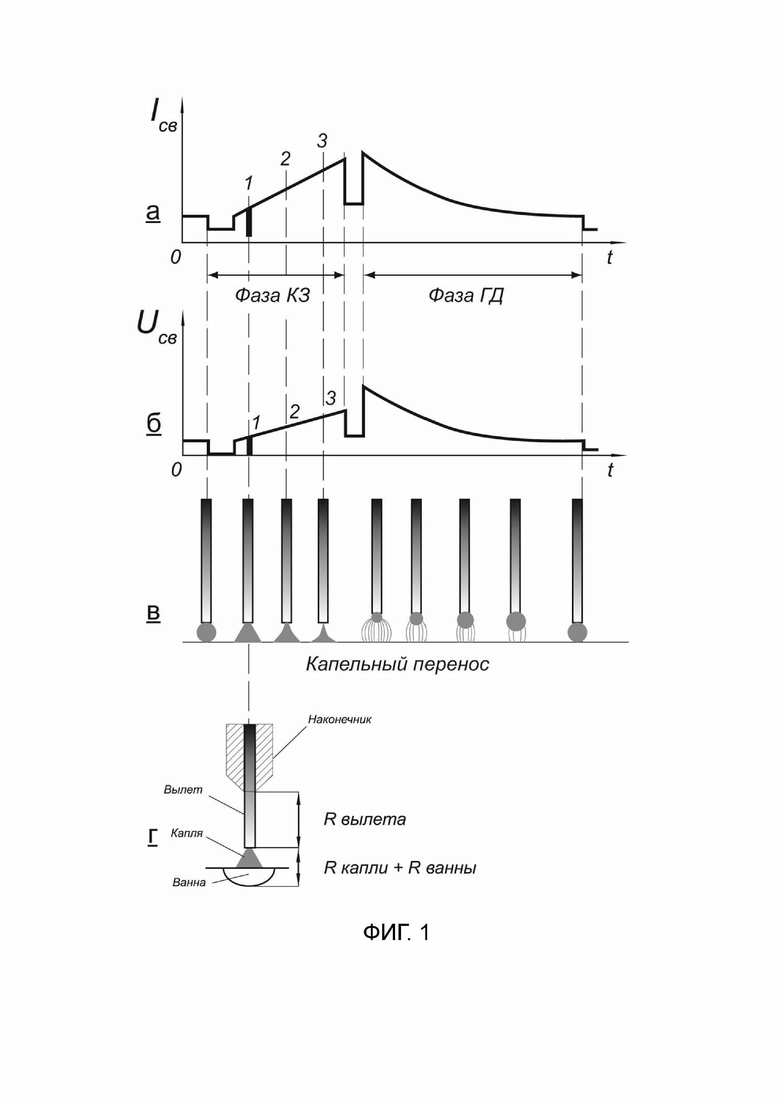
На фиг. 1 показаны элементы сопротивления цепи измерения вылета между наконечником сварочной горелки и ванной в фазе КЗ;
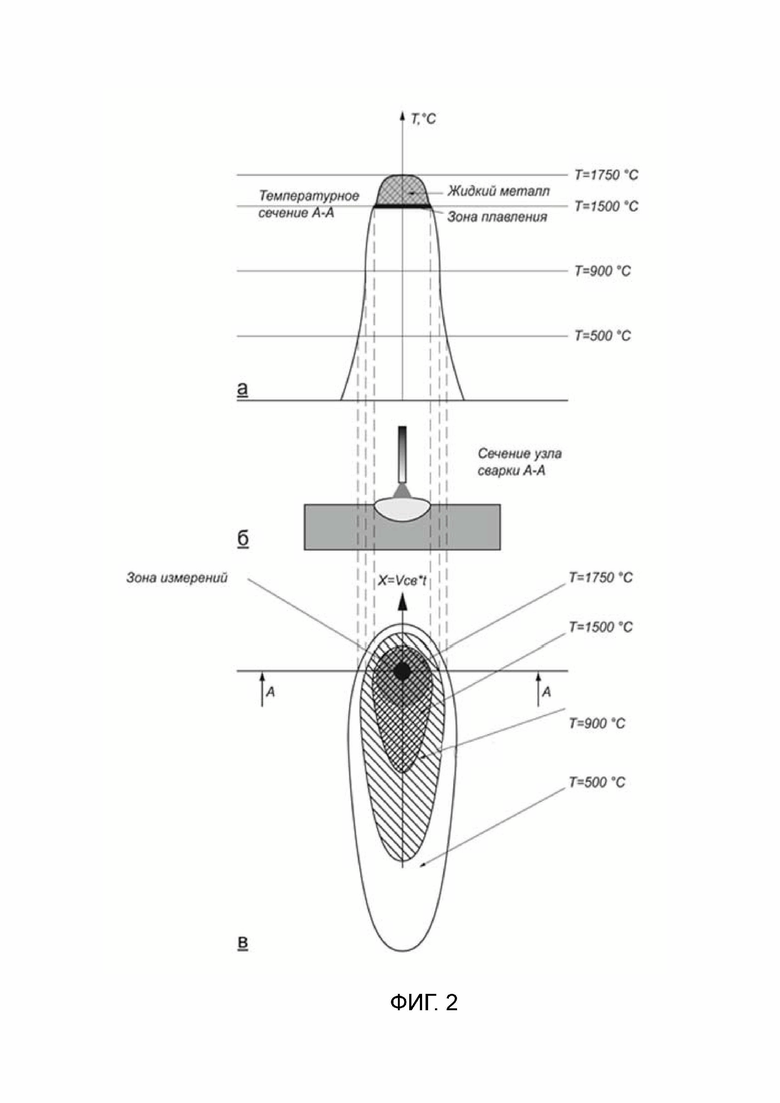
На Фиг. 2 иллюстрируется связь между физическим положением электрода в момент КЗ при этом условно показано распределение температуры на плоскости при движении сварочной горелки вдоль оси Х со скростью перемещения горелки V.
Предпосылки для формирования описываемого способа сварки следующие.
Под стабилизацией температуры ванны понимается такой сварочный процесс, при котором производится удержание температуры ванны без определения ее абсолютного значения, позволяющей стабилизировать температуру ванны шва, а, следовательно, удерживать ее вязкость в любых пространственных положениях.
Если подвергнуть анализу сварочный процесс, то основной проблемой обеспечения качественного сварочного шва, является поддержание постоянства требуемой температуры ванны. Температура же ее зависит от большого количества факторов: стабильности тока или напряжения, стабильности скорости подачи проволоки, стабильности длины вылета, толщины деталей их температуры и т.п. Фактически квалифицированный сварщик, не подозревая того, в процессе сварки старается обеспечить постоянство температуры ванны.
На Фиг. 1Г показаны элементы сопротивления цепи измерения вылета между наконечником сварочной горелки и ванной в фазе КЗ, причем в прототипе RU2211752 С2 сопротивления R капли и R ванны игнорируются и приравниваются к нулю.
В известном способе напряжение измеряют в точке 1 фазы КЗ (см. Фиг. 1 а и б) с фиксированным временем от начала КЗ при известной, повторяющейся форме тока. В этом случае изменение напряжения производится при одинаковом токе, что, по мнению авторов известного способа, соответствует сопротивлению вылета электрода. При этом используется одна узкая зона измерения, отстоящая от начала КЗ примерно на 300 мкс.
Однако как будет показано в дальнейшем, сопротивления цепи: «наконечник - вылет - ванна» не вполне соответствует сопротивлению вылета электрода, поскольку в этой цепи присутствует еще сопротивление цепи «капля-ванна».
Тогда управление мощностью дуги как функцией изменения длины вылета является ошибочным.
Рассмотрим, насколько предложенный алгоритм измерения длины вылета приемлем при управлении энергетикой сварочного процесса.
Авторами описываемого изобретения были проведены исследования по определению сопротивления элементов цепи «наконечник - вылет - капля-ванна».
Определение сопротивления длины вылета производилось на сварочной проволоке Св08 Г2С методом сравнения падения напряжения на вылете 10 мм и 20 мм при полностью одинаковых условиях процесса сварки в режиме МАГ, газ CO2, при одинаковой скорости подачи электрода, напряжения и температуры окружающей среды.
Напряжение измерялось в начальной фазе перетекания капли после начала КЗ, аналогично времени в прототипе - 300 мс и при токе КЗ 200 А и при длительности измерения менее 100 мкс
Эксперимент проводился на установке, состоящей из самодвижущейся системы «Восход», производства ОАО НПФ ИТС, которая перемещалась над горизонтальной металлической плитой, с постоянной скоростью, при скорости подачи электрода Vпп= 5 м/мин, с использованием проволоки Св08Г2с диаметром 1,2 мм, газ СО2.
Для повышения точности эксперимента было сделано свыше 4-х тысяч последовательных замеров напряжения КЗ для каждой длины вылета электрода. Значения измерений были усреднены.
В результате, падение напряжения цепи «наконечник- ванна» при вылете 10 мм составило 5 В, а при вылете 20 мм составил от порядка 5,7 В, т.е. прирост напряжения составил 0,7 В.
Это падение напряжения согласуется с теоретическим расчетом сопротивления провода длиной 10 мм, если принять, что средняя температура вылета равна 300 град. С, тогда расчетное сопротивление вылета будет равно R = 2,9 мОм, а падение напряжения при токе 200 А будет - 0,6 В.
(Средняя температура вылета в 300 град. С принята приблизительно по цветам побежалости вылета от 1600 град. С (расплавленный торец) до температуры наконечника горелки-50 град. С.)
Однако следует обратить внимание на величину напряжения в 5 В при вылете 10 мм. Если считать, что наши измерения достоверны, то логично считать, что после вычитания падения напряжения на вылете 10 мм равным 0,7 В из напряжения общего падения 5 В, то падение на сопротивлении капли или цепи «капля-ванна» будет 4,3 В
Поскольку сопротивление цепи «капля-ванна» является преобладающим, рассмотрим теперь зависимость этой цепи от температуры.
Можно предположить, что в момент соприкосновения капли с ванной происходит выравнивание температуры капли до температуры ванны и сопротивление капли становится источником информации о температуре ванны.
Рассмотрим, насколько увеличится сопротивление капли при повышении температуры ванны на 200 град. С.
Был произведен подогрев пластины на 200 град. С, который контролировался пирометром.
Учитывая, что падение напряжения на вылете 10 мм при температуре окружающей среды 25 град. С было 5,0 В, а при увеличении температуры до 200 град. С стало 7 В, то прирост от увеличения температуры составил 2 В.
«Примечание: Разогрев ванны именно на 200 град. С. был выбран по следующим соображениям - по определению температура плавления стали должна быть выше известной кривой ликвидуса в диаграмме состояния системы Fe-C, а это - не менее 1550 град. С, а температура кипящей стали в мартеновской печи - 1750-1780 град. С., поэтому диапазон регулирования температуры ванны разумно установить в диапазоне 200 град. С ».
Т. о. имеем следующее распределение падения напряжения по элементам цепи: вылет = 0,7 В, «капля - ванна» = 4,3 В при 30 град. С. и (4,3 В + 2В) при 200 град. С. Распределение падения напряжения в цепи, соответствующей Фиг. 1Г.
Т.е. если принять, что длина вылета не изменилась, то основной переменной информативной составляющей становится сопротивление «капля -ванна».
Если считать, что у сварщика даже невысокой квалификации колебания руки не более 3 мм, т.е. 1/3 длины вылета 10 мм, то изменение напряжения вследствие вертикального колебания руки составит 0,7/3 = 0,23 В., что теоретически даже при работе сварщика можно отслеживать температурное состояние ванны с достаточной точностью около 20-ти град. С.
При условии поддержания вылета постоянным, перетекающая в ванну капля становится измерительным зондом - термодатчиком, определяющим относительную температуру ванны.
Эффективность способа управлением температуры в предполагаемом изобретении достигается тем, что измерения производятся при постоянном вылете электрода или при незначительных колебаниях его длины, поскольку изменение длины снижает точность способа фиксации температуры.
Кроме того, анализ реальных осциллограмм показывает, что при линейном - пилообразном формировании тока КЗ, и не только, при любой форме напряжения, напряжение практически повторяет форму тока, что говорит о незначительном влиянии процесса перетекания капли на ее сопротивление. Откуда можно сделать вывод, что для повышения точности измеряемого сопротивления можно его определять в течение всего времени КЗ.
В связи с чем измерение сопротивления цепи: «вылет электрода -капля - ванна» в двух или более точках в течение фазы КЗ, и усреднение по числу отсчетов повышает точность.
На Фиг. 1 а и б показаны, в качестве примера, три точки -1-2-3, на которых могут производиться измерения тока - I и напряжения - U. Или что то же самое - сопротивления R1= I1/U1, R2= I2/U2, R3=I3/U3, которые являются сопротивлениями цепи: «наконечник-вылет-капля-ванна» в различное время фазы КЗ.
На Фиг. 2 иллюстрируется связь между физическим положением электрода в момент КЗ На Фиг. 2б и температурным распределением в вертикальной Фиг. 2а и горизонтальной плоскости Фиг. 2в
На Фиг. 2 условно показаны распределение температуры на плоскости при движении сварочной горелки вдоль оси Х со скростью перемещения горелки V ,
В принципе для температурно стабилизированной сварки для приведенного выше примера, можно устанавливать базовое напряжение в пределах 5-7 В, которое может подстраиваться сварщиком.
В общем случае, при применении разных сварочных материалов и газов, желательно иметь автоматическую установку базового напряжения, которое возможно установить в начальный момент сварки в течение первых секунд. Для чего производят измерение сопротивления в цепи между наконечником сварочной горелки, подающей электрод, и ванной в двух или более точках в течение фазы КЗ. Затем, в течение 0,5 секунд производят измерение и вычисление среднего значения сопротивлений в идущих последовательно фазах КЗ за этот период.
После чего включают обратную связь и обеспечивают регулировку энергии дуги каждого следующего цикла с предыдущим и по разности напряжений в обратно пропорциональной зависимости производится управление энергией дуги в каждой следующей фазе ГД или дугового разряда таким образом, при котором сопротивление цепи «капля-ванна» оставалась бы неизменным.
Управление энергией дуги может производиться различными известными методами за счет регулировки амплитуды и формы тока и напряжения импульса ГД.
Таким образом, использование описываемого способа позволяет обеспечить термостабилизацию расплавленной ванны шва, что позволяет производить качественную сварку деталей при колебаниях скорости перемещения горелки, при разных токах сварки с существенно разной толщиной свариваемых деталей, швов в любом пространственном положении, а также выполнять сварку ненормативных швов с переменным зазором.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ | 2006 |
|
RU2313429C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2252847C2 |
| Устройство для слежения за расстоянием от горелки до изделия | 1987 |
|
SU1488152A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ | 2007 |
|
RU2355532C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
Изобретение относится к области сварочного производства, а именно к дуговой механизированной сварке плавящимся электродом в среде защитных газов. Сущность изобретения заключается в том, что используют чередующиеся последовательные фазы короткого замыкания и дугового разряда между свариваемым металлом и концом электрода, установленного в наконечнике сварочной горелки, с возможностью образования расплавленной ванны свариваемого металла, при этом раздельно управляют при помощи блока управления параметрами тока в фазе короткого замыкания и в фазе дугового разряда. Согласно изобретению, при сварке поддерживают температуру расплавленного металла в ванне в заданных пределах, при этом вылет электрода из наконечника поддерживают постоянным. В фазе короткого замыкания измеряют электрическое сопротивление в электрической цепи между наконечником и расплавленной ванной, по меньшей мере, два раза последовательно в течение действия указанной фазы. Усредняют полученные значения сопротивления, затем измеряют электрическое сопротивление в каждой последовательной фазе короткого замыкания в течение периода 0,5-1,0 секунды. Усредняют все значения электрического сопротивления, измеренные в фазах короткого замыкания, и запоминают полученное усредненное значение, принимая его за базовое, после чего в каждой последующей фазе короткого замыкания измеряют сопротивление цепи и сравнивают его с базовым значением сопротивления. Определяют разницу сравниваемых значений и в обратно пропорциональной зависимости изменяют энергию, подводимую к электроду в фазе дугового разряда, до устранения разницы между сравниваемыми значениями. Достигается повышение качества сварных соединений в любом пространственном положении, без ручной подстройки режима сварки, а также повышение скорости заварки в вертикальном и потолочном положении, и, кроме того, обеспечение выполнения сварки стыков с увеличенными зазорами, например, более 4-х мм. 2 ил.
Способ механизированной сварки плавящимся электродом в среде защитных газов с регулированием параметров сварочного тока, включающий использование чередующихся последовательных фаз короткого замыкания и дугового разряда между свариваемым металлом и концом плавящегося электрода, установленного в наконечнике сварочной горелки, с возможностью образования расплавленной ванны свариваемого металла, при этом раздельно управляют при помощи блока управления параметрами тока в фазе короткого замыкания и в фазе дугового разряда, отличающийся тем, что сварку осуществляют с поддержанием постоянного вылета электрода из наконечника сварочной горелки, при этом в фазе короткого замыкания измеряют электрическое сопротивление в электрической цепи между наконечником сварочной горелки и расплавленной ванной по меньшей мере два раза последовательно в течение действия указанной фазы, усредняют полученные значения электрического сопротивления, затем измеряют электрическое сопротивление в каждой последовательной фазе короткого замыкания в течение периода 0,5-1,0 секунды, усредняют все значения электрического сопротивления, измеренные в фазах короткого замыкания, и запоминают полученное усредненное значение, принимая его за базовое, после чего в каждой последующей фазе короткого замыкания измеряют сопротивление цепи между наконечником сварочной горелки и расплавленной ванной, сравнивают его с базовым значением электрического сопротивления, определяют разницу сравниваемых значений и в обратно пропорциональной зависимости изменяют энергию, подводимую к плавящемуся электроду в фазе дугового разряда, до устранения разницы между сравниваемыми значениями.
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ | 1990 |
|
SU1743064A1 |
| DE 0003523879 A1, 08.01.1987 | |||
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |

