Изобретение относится к сварке и может быть использовано для сварки плавящимся электродом в защитных газах, порошковой проволокой, самозащитной легированной проволокой в различных пространственных положениях.
Известен способ импульсно-дуговой сварки плавящимся электродом, при котором автоматическое поддержание диаметра переносимых капель осуществляется путем автоматического регулирования среднего значения напряжения на дуге посредством изменения длительности импульсов ("Автоматическая сварка", N 9, 1971, с. 1).
Однако при таком способе ухудшается качество сварки вследствие изменения соотношения энергии, вводимой в электрод от импульсного и непрерывного источника, что изменяет условия расплавления капель, а также изменяется количество энергии, вводимой в электрод после отрыва капли за оставшееся время длительности импульса, поскольку это время при данном способе не постоянно, а условия ввода тепла дуги в электрод неодинаковы при наличии капли на торце электрода, так как она является буфером, препятствующим тепловому потоку, и при отсутствии капли.
Известен также способ импульсно-дуговой сварки плавящимся электродом в среде защитных газов и открытой дугой с подачей импульсов различных параметров в зависимости от изменения скорости подачи проволоки, в котором, с целью управления размерами сварочной ванны и ее кристаллизацией, сварку осуществляют модулированной последовательностью импульсов сварочного тока с заданием модуляции подачи электродной проволоки при постоянной длине дуги путем изменения параметров импульса [см. авт. св. СССР N 521089, B 23 K 9/16, 1973].
Недостатки аналогичны предыдущему способу.
Прототипом данного способа является способ импульсно-дуговой сварки плавящимся электродом с автоматическим регулированием длины дугового промежутка путем изменения параметров импульса сварочного тока в зависимости от напряжения на дуге, в котором для повышения качества сварки, параметры импульса изменяют в зависимости от напряжения на дуге в момент, совпадающий с концом паузы, или на интервале всей паузы [см. авт. св. СССР N 522014, B 23 K 19/16, 1974].
Недостатки аналогичны предыдущему способу.
Задачей изобретения является повышение качества сварного соединения за счет улучшения управляемости переносом электродного металла и стабилизации размера переносимых капель за счет более точного дозирования энергии на расплавление капли.
Поставленная задача решается тем, что в способе импульсно-дуговой сварки плавящимся электродом с автоматическим регулированием длины дугового промежутка путем изменения параметров импульсов сварочного тока в зависимости от напряжения на дуге в момент, совпадающий с концом паузы, или на интервале всей паузы дозирование энергии на расплавление капли осуществляют, начиная с момента отрыва капли, который фиксируется по всплеску напряжения на дуговом промежутке.
Заявляемый способ характеризуется наличием следующих существенных отличительных признаков:
а) дозирование энергии на расплавление капли осуществляют, начиная с момента отрыва капли;
б) момент отрыва капли фиксируют по всплексу напряжения на дуговом промежутке.
Проведенные исследования по патентной и научно-технической литературе позволили выявить ряд технических решений аналогичного назначения, однако признаки "а" и "б" в них отсутствуют. Следовательно, предложенный способ отвечает охраноспособности изобретения: новизне и изобретательскому уровню, а лабораторные испытания показали, что способ может быть промышленно использован.
На чертеже представлены кривые тока и напряжения при импульсном питании согласно предлагаемому способу. На интервале времени t1-t2 горит дежурная дуга при минимальном токе 15-40 A. В это время за счет подачи проволоки, движения капли к соосному положению с электродом и движения сварочной ванны навстречу электроду, вследствие уменьшения газодинамического давления из-за резкого снижения тока происходит уменьшение длины дугового промежутка напряжения. При Uд=U3 включают импульс тока в момент времени t2. Под действием электромагнитных сил капля втягивается в столб дуги и движется в сторону ванны. В момент времени t3 происходят отрыв капли и ее ускорение в сторону сварочной ванны, а оставшаяся часть жидкого металла несколько оттесняется на боковую поверхность, создаются благоприятные условия для ввода тепла дуги в электрод, так как жидкая прослойка минимальна. На интервале t3-t4 осуществляется дозирование энергии на расплавление следующей капли. Момент начала дозирования определяют по всплеску напряжения дугового промежутка в момент времени t3. Так как при этом не учитывается энергия данного импульса, унесенная ушедший каплей, а учитывается только энергия на расплавление последней капли, то создаются условия для точной дозировки энергии и стабильности размеров капель.
Благодаря осуществлению этого способа с точной дозировкой энергии на расплавление капель, обеспечивающего большую квазистабильность процесса на стадии капли, улучшается формирование шва во всех пространственных положениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2120843C1 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2001 |
|
RU2185941C1 |
| Способ импульсной сварки под слоем флюса | 2016 |
|
RU2674718C2 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2140344C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
Изобретение может быть использовано при сварке плавящимся электродом в среде защитных газов. Длину дугового промежутка автоматически регулируют путем изменения параметров импульсов сварочного тока в зависимости от напряжения на дуге. Дозирование энергии на расплавление каждой следующей капли начинают с момента ее отрыва. Способ обеспечивает дозирование энергии именно этой капли. Момент отрыва капли фиксируют по всплеску напряжения на дуге. Изобретение позволяет улучшить управляемость переносом электродного металла и повысить качество сварного шва. 1 ил.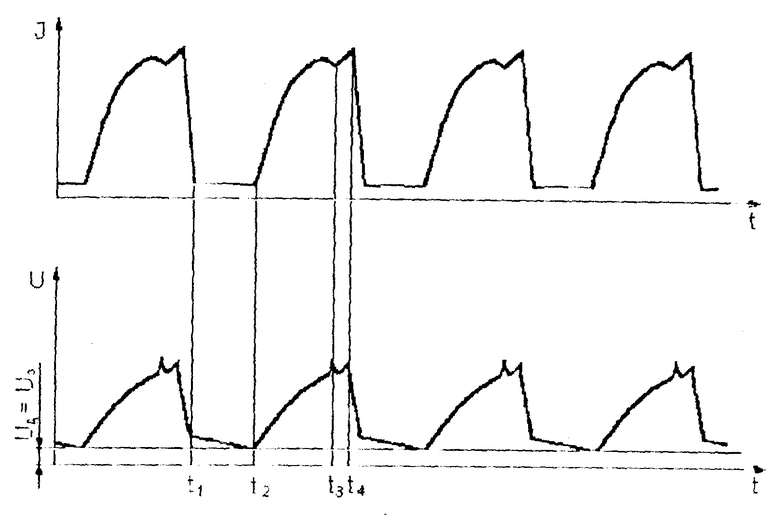
Способ импульсно-дуговой сварки преимущественно плавящимся электродом, при котором автоматически регулируют длину дугового промежутка путем изменения параметров импульсов сварочного тока в зависимости от напряжения на дуге, отличающийся тем, что параметры импульса сварочного тока изменяют путем дозирования энергии на расплавление капли, начиная с момента отрыва капли, который фиксируют по всплеску напряжения на дуговом промежутке.
| Способ импульсно-дуговой сварки плавящимся электродом | 1974 |
|
SU522014A1 |
| Способ импульсно-дуговой сварки плавящимся электродом | 1975 |
|
SU522015A1 |
| Способ приготовления гетероциклических арсено-соединений | 1926 |
|
SU43588A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 1993 |
|
RU2080577C1 |
| DE 3219726 A1, 01.12.83 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
