Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях совмещенного шлифования заготовок из различных материалов.
Возможность повышения производительности и снижения себестоимости операции совмещенного (торцекруглого) шлифования ограничена из-за повышенной теплонапряженности процесса и недостаточно высокой стойкости шлифовального инструмента, что обусловлено большой протяженностью зоны контакта круга с заготовкой и трудностями проникновения СОТС в эту зону. Одним из путей повышения стойкости шлифовальных кругов является совершенствование их конструкции с целью повышения эффективности действия СОТС в зоне контакта круга с заготовкой.
Заявляемое изобретение направлено на решение задачи, заключающейся в повышении стойкости шлифовальных кругов на операциях совмещенного шлифования.
Известен шлифовальный круг углового профиля для совмещенного шлифования цилиндрических и торцовых поверхностей заготовок (см. Справочник технолога-машиностроителя. Т. 1 /Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: Машиностроение, 1985. С. 399-403). Основным недостатком данного аналога является недостаточно высокая его стойкость в связи с трудностью проникновения СОТС в зону контакта круга с заготовкой и неэффективным смазочным действием СОТС.
Известен шлифовальный круг, пропитанный СОТС, например, серой (см. Островский В.И. Импрегнирование абразивного инструмента. - М.: НИИМАШ, 1983. 72 с. ). Основным недостатком этого аналога является то, что при его применении количество СОТС, попадающей в зону контакта круга и заготовки, часто недостаточно для осуществления эффективного смазочного действия.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа абразивный круг углового профиля, имеющий центральный и боковые участки (см. А.с. 1085800. Б.И. N 14, 1984. Е.К. Раузивилович и др.).
У прототипа и заявляемого изобретения имеются следующие основные существенные признаки: абразивный круг углового профиля, имеющий центральный и два боковых участка.
Недостатком прототипа, как и предыдущего аналога, являются недостаточно эффективное смазочное действие СОТС в связи с трудностью ее проникновения в зону контакта круга и заготовки и, как следствие этого, недостаточная в ряде случаев стойкость абразивного круга.
Технический результат изобретения - повышение стойкости абразивного круга.
Для достижения технического результата заявляемое изобретение - абразивный круг углового профиля - содержит общие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной связанной с техническим результатом задачи: в центральной части абразивного круга выполнены радиальные каналы в форме коническо-цилиндрических отверстий с расположением оснований малых диаметров конических частей каналов со стороны рабочих поверхностей круга, радиальные каналы связаны с осевыми пазами, выполненными на посадочной поверхности круга, радиальные каналы и пазы заполнены пластичной смазкой, в круге выполнены сквозные осевые каналы, имеющие в поперечном сечении форму равнобедренной трапеции и расположенные на концентрических окружностях, причем разность радиусов соседних окружностей меньше высоты канала hк, на каждой окружности расположено одинаковое число каналов с угловым шагом 2π/n1, где n1 - целое число больше трех, оси каналов на соседних окружностях смещены относительно друг друга на угол 4π/(n1•n2), где n2 - количество концентрических окружностей, причем n2 ≥ (Dк -Dи/2•hк, осевые каналы заполнены твердой смазкой в процессе изготовления круга, где Dк - максимальный диаметр круга, Dи - диаметр круга, определяемый максимально допустимым его износом.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом изобретения: в центральной части абразивного круга выполнены радиальные каналы в форме коническо-цилиндрических отверстий с расположением малых диаметров конических частей каналов со стороны рабочих поверхностей круга, радиальные каналы связаны с осевыми пазами, выполненными на посадочной поверхности круга, радиальные каналы и осевые пазы заполнены пластичной смазкой. Наличие радиальных каналов, заполненных пластичной смазкой, в центральной части абразивного круга позволяет обеспечить эффективное смазочное действие СОТС в наиболее труднодоступной и напряженной части зоны контакта круга с заготовкой. Соединение радиальных каналов с осевыми пазами позволяет пополнять пластичную смазку в радиальных каналах по мере ее расходования в процессе обработки. Коническая часть радиального канала препятствует выпадению пластичной смазки из канала под действием центробежных сил при вращении круга.
В круге выполнены сквозные каналы, имеющие в поперечном сечении форму равнобедренной трапеции, оси этих каналов расположены на концентрических окружностях, причем разность радиусов соседних окружностей меньше высоты каналов, на каждой окружности расположено одинаковое число каналов с угловым шагом 2π/n1, где n1 - целое число, больше трех, оси каналов на соседних окружностях смещены относительно друг друга на угол 4π/(n1•n2), где n2 - количество концентрических окружностей, осевые каналы заполнены твердой смазкой. Наличие осевых каналов, заполненных твердой смазкой, позволяет обеспечить эффективное смазочное действие в наиболее протяженной зоне контакта круга с заготовкой, снизить теплонапряженность в этой зоне и тем самым повысить стойкость инструмента. Поперечное сечение каналов выполнено в форме равнобедренной трапеции, что препятствует выпаданию твердой смазки под действием центробежных сил в процессе вращения круга. Смещение каналов относительно друг друга на угол 4π/(n1•n2) позволяет обеспечить равнопрочность круга, имеющего осевые каналы, во всех его сечениях.
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают заявляемое изобретение от прототипа, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении, а именно на операциях совмещенного шлифования с применением СОТС.
Получение технического результата, заключающегося в обеспечении эффективного смазочного действия СОТС в зоне контакта абразивного круга углового профиля и заготовки, обуславливающего повышение стойкости круга, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
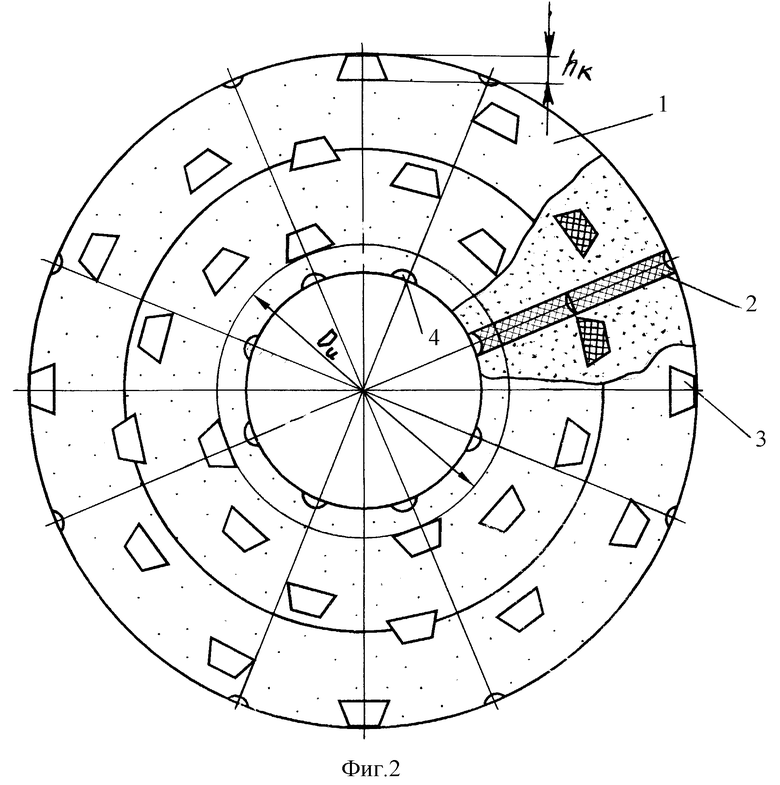
Сущность изобретения поясняется графическими материалами: на фиг. 1 показан чертеж общего вида шлифовального круга углового профиля; на фиг. 2 - вид слева на шлифовальный круг.
Заявляемое изобретение - шлифовальный круг 1 - содержит радиальные каналы 2, выполненные в форме коническо-цилиндрических отверстий, расположенных в центральной части шлифовального круга и связанных с пазами 4, выполненными на посадочной поверхности круга, радиальные каналы и пазы заполнены пластичной смазкой при монтаже шлифовального круга на планшайбу. В шлифовальном круге 1 выполнены также осевые каналы 3, имеющие в поперечном сечении форму равнобедренной трапеции, каналы 3 расположены на концентрических окружностях, на каждой окружности расположено одинаковое число каналов с угловым шагом 2π/n1, оси каналов на соседних окружностях смещены относительно друг друга на угол 4π/(n1•n2), причем n2 ≥ (Dк - Dи)/2•hк, каналы 3 заполнены твердой смазкой при изготовлении круга.
Шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами шлифовального круга и его пластическом деформировании давящими зернами происходит интенсивное тепловыделение по всей зоне контакта круга углового профиля и заготовки, под воздействием которого часть пластичной смазки в радиальных каналах и твердой смазки в осевых каналах, находящихся на уровне периферийной рабочей поверхности круга, расплавляется, наносится тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает околоканальные объемы круга. В результате этого смазка равномерно распределяется по всей зоне контакта, обеспечивая эффективное смазочное действие в наиболее труднодоступной и напряженной зоне контакта круга с заготовкой. В результате уменьшается интенсивность износа круга углового профиля, особенно в центральной его части, и повышается его стойкость.
Заявляемое изобретение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2090344C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
Изобретение может быть использовано в машиностроении на операциях совмещенного шлифования заготовок из различных материалов. Шлифовальный круг имеет угловой профиль. В его центральной части выполнены сквозные радиальные каналы в виде коническо-цилиндрических отверстий. Последние связаны с осевыми пазами на посадочной поверхности круга и заполнены пластичной смазкой. В круге выполнены также осевые каналы, имеющие в поперечном сечении форму равнобедренной трапеции. Каналы расположены на концентрических окружностях и заполнены твердой смазкой. Приведены расчетные формулы для определения углового шага расположения каналов на концентрических окружностях, количества окружностей и др. В процессе обработки обеспечивается эффективное действие смазки, снижается теплонапряженность, а следовательно, повышается стойкость инструмента. 2 ил.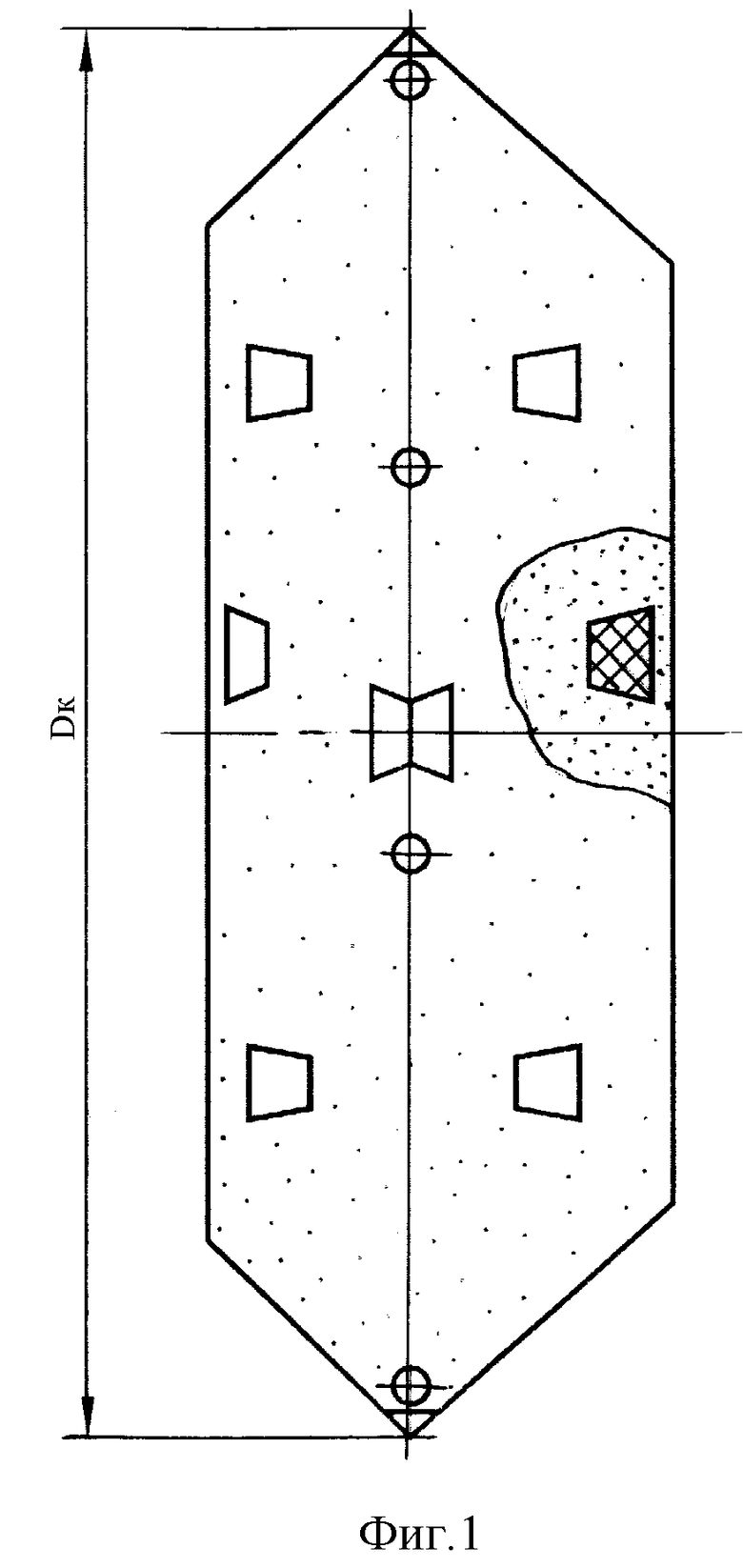
Абразивный круг углового профиля, содержащий центральную часть и два боковых участка с конусными рабочими поверхностями и имеющий посадочную поверхность, отличающийся тем, что в центральной части круга выполнены радиальные каналы, имеющие форму коническо-цилиндрических отверстий с расположением оснований малых диаметров конических частей каналов со стороны рабочих поверхностей круга и связанные с осевыми пазами, выполненными на посадочной поверхности, при этом в круге выполнены сквозные осевые каналы, имеющие в поперечном сечении форму равнобедренной трапеции и размещенные на концентрических окружностях, разность радиусов соседних из которых меньше высоты канала hк, на каждой окружности расположено одинаковое число каналов с угловым шагом 2π/n1, оси каналов на соседних окружностях смещены относительно друг друга на угол 4π/(n1 • n2), количество концентрических окружностей n2 выбрано из условия
n2 ≥ (Dк - Dи)/2 • hк,
где Dк - максимальный диаметр круга, мм;
Dи - диаметр круга, определяемый максимально допустимым его износом, мм;
n1 - целое число, большее трех,
причем радиальные каналы и осевые пазы заполнены пластичной смазкой, а осевые каналы - твердой смазкой.
| Абразивный круг | 1983 |
|
SU1085800A1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| Алмазно-абразивный инструмент для правки червячных зубошлифовальных кругов | 1975 |
|
SU622664A1 |
| Шлифовальный инструмент | 1989 |
|
SU1720850A1 |
| DE 3515401 A1, 21.11.1985 | |||
| GB 1441899, 07.07.1976. | |||
