Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением абразивных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Известен сборный абразивный круг (см. В.Г.Гусев. А.с. 749649. Опубл. 23.07.80. Б.И. N 27), выполненный в виде корпуса, несущего абразивные сегменты. Для повышения стойкости такого круга в зону обработки подают смазочно-охлаждающую жидкость(СОЖ).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного сборного абразивного круга относится то, что вследствие прерывистости рабочей поверхности сборного абразивного круга затруднено проникновение СОЖ в зону шлифования, что не позволяет обеспечить эффективное ее смазочное действие.
Известен сборный абразивный круг (см. В.Г.Гусев. А.с. 772836. Опубл. 23.10.80. Б.И. N 39), состоящий из абразивных элементов, установленных в пазах корпуса, имеющего приемную полость, отверстия и щели для подвода СОЖ. СОЖ подается в зону обработки через щели, выполненные в корпусе круга, и через поры абразивных сегментов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного абразивного круга, относится снижение эффективности смазочного действия СОЖ по мере заполнения пор абразивных сегментов частицами механических примесей, неизбежно остающихся в СОЖ после ее очистки.
Наиболее близким абразивным кругом того же назначения к заявляемому изобретению по совокупности признаков является выбранный в качестве прототипа сборный абразивный круг (см. В.Г.Гусев. А.с. 779058. Опубл. 15.11.80. Б.И. N 42), выполненный в виде корпуса с пазами в форме ласточкина хвоста, в которые установлены абразивные сегменты, опорные элементы и прокладки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного сборного абразивного круга, принятого за прототип относится: а) шлифование сборными кругами выполняют с применением СОЖ. Однако, так как сборный прерывистый абразивный круг генерирует мощные торцовые и окружные воздушные потоки, препятствующие попаданию СОЖ в зону обработки и на рабочую поверхность круга, эффективность и степень использования СОЖ невелики; б) в силу указанных выше причин не обеспечивается необходимое смазочное действие в зоне контакта абразивных сегментов с заготовкой.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время стоимости абразивных кругов сделало особенно актуальной проблему уменьшения их расхода. Одним из путей решения этой проблемы является применение сборных абразивных кругов. В свою очередь расход таких кругов можно уменьшить за счет усиления действия применяемых СОТС в результате усовершенствования конструкции сборных кругов.
Технический результат - повышение стойкости сборного абразивного круга.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном сборном абразивном круге, выполненном в виде корпуса с пазами в виде ласточкина хвоста, в которые установлены абразивные сегменты, опорные элементы и прокладки, особенность заключается в том, что на одном из торцов каждого сегмента выполнены пазы, имеющие в радиальном направлении и в поперечном сечении форму равнобочной трапеции, причем в радиальном направлении основание трапеции расположено со стороны основания сегмента, в поперечном сечении - со стороны торца сегмента, глубина пазов на (0,5 - 1) мм превышает половину высоты сегмента (по образующей круга), пазы заполнены твердой смазкой в процессе изготовления абразивных сегментов, абразивные сегменты установлены в пазы корпуса так, что пазы на торцах соседних сегментов расположены с разных торцов абразивного круга. Вместо пазов в сегментах могут быть выполнены сквозные осевые каналы, имеющие в поперечном сечении форму равнобочной трапеции и расположенные на концентрических окружностях, соосных с образующей рабочей поверхности сегмента, причем разница радиусов соседних окружностей не превышает высоты каналов, которые заполнены твердой смазкой в процессе изготовления сегментов.
Наличие пазов, выполненных на торцах абразивных сегментов, заполненных твердой смазкой в процессе их изготовления и имеющих в радиальном направлении и в поперечном сечении форму равнобочной трапеции, позволяет существенно усилить смазочное действие СОТС в зоне контакта круга с заготовкой за счет гарантированного проникновения смазки в зону контакта. В результате этого значительно снижается теплонапряженность шлифования, уменьшается износ (расход) абразивного круга и повышается его стойкость. Установка абразивных сегментов в пазы корпуса так, что пазы на торцах соседних сегментов расположены с разных торцов абразивного круга, позволяет обеспечить равномерное смазочное действие по всей высоте сегмента, не снижая значительно его механическую прочность. Трапецеидальная форма пазов в радиальном направлении препятствует выпадению твердой смазки под действием центробежной силы при вращении круга и позволяет использовать в качестве твердой смазки составы, "бруски" которых имеют относительно невысокую прочность. Благодаря тому, что в поперечном сечении пазы имеют форму равнобочной трапеции, облегчается операция прессования при изготовлении абразивных сегментов с пазами. Аналогичный результат будет достигнут, если вместо радиальных пазов в абразивных сегментах будут выполнены сквозные осевые каналы, имеющие в поперечном сечении форму равнобочной трапеции и заполненные твердой смазкой в процессе изготовления сегментов. Наличие сквозных осевых каналов позволяет обеспечить равномерное смазочное действие по всей высоте сегментов. Трапецеидальная форма каналов препятствует выпадению твердой смазки при вращении круга. Наличие нескольких каналов, расположенных на концентрических соседних окружностях, разница радиусов которых не превышает высоты канала, позволяет обеспечить эффективное смазочное действие в зоне контакта круга с заготовкой при условии обеспечения необходимой прочности абразивных сегментов.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого устройства. Результаты поиска показали, что заявляемое изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявляемого изобретения преобразований на достижение технического результата. В частности, заявляемым изобретением не предусматриваются следующие преобразования: дополнение известного средства какой-либо частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам для достижения технического результата, в отношении которого установлено влияние именно такого дополнения; замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены; исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.); увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий; выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала; создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними; описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
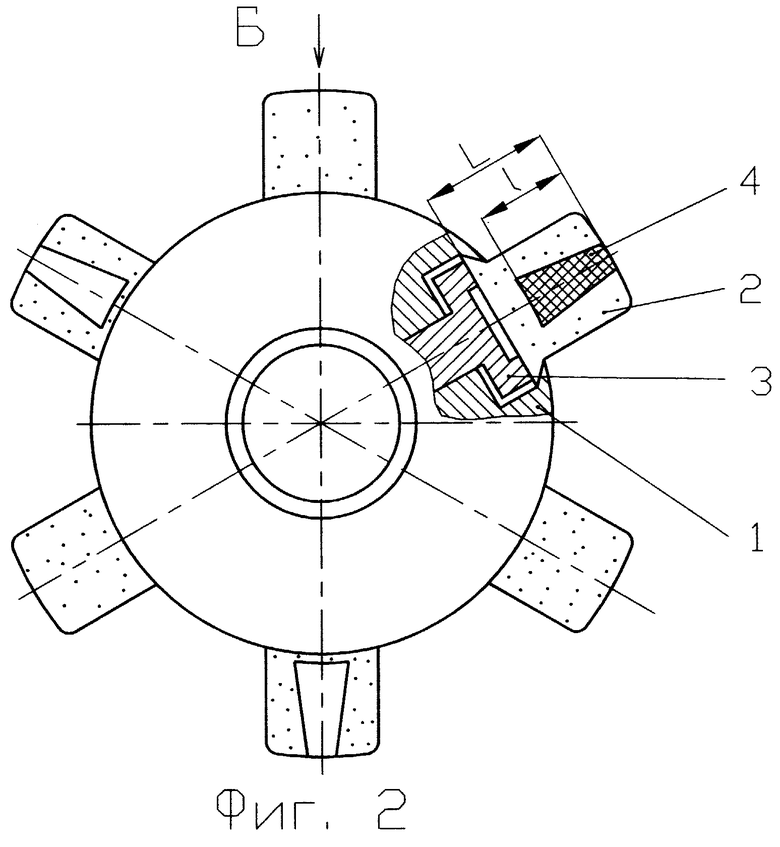
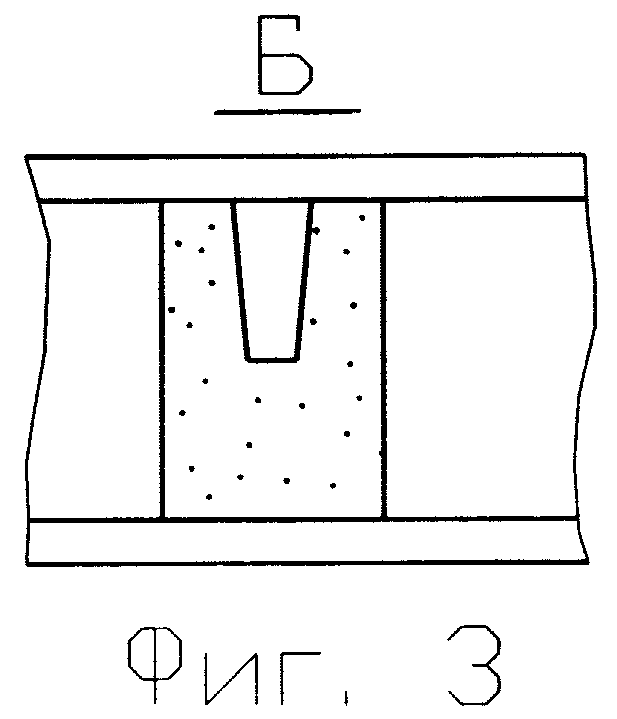
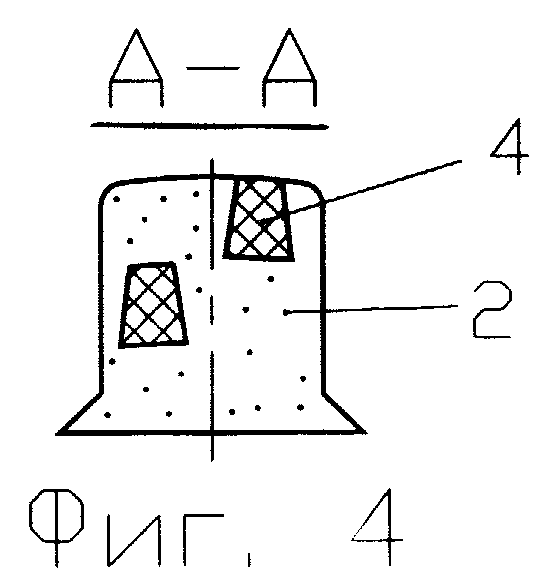
На чертеже представлено: на фиг. 1 изображен разрез абразивного круга; на фиг. 2 изображен чертеж общего вида абразивного круга (вид слева на фиг. 1); на фиг. 3 изображен чертеж вида Б; на фиг. 4 изображен чертеж разреза А -А (вариант конструктивного выполнения осевых каналов в сегментах абразивного круга).
Заявляемое изобретение содержит корпус 1 с пазами в форме ласточкина хвоста, в которые установлены абразивные сегменты 2, опорные элементы 3 и прокладки 7. С обоих торцов конструкция закрыта крышками 5 и 6. В абразивных сегментах 2 выполнены радиальные пазы, заполненные твердой смазкой 4 в процессе изготовления сегментов. Сегменты 2 установлены в пазы корпуса так, что пазы на соседних торцах абразивных сегментов расположены с разных торцов абразивного круга (фиг. 1, 2). Пазы имеют форму равнобочной трапеции в радиальном направлении (фиг. 2) и в поперечном сечении (фиг. 3). Длина паза l меньше высоты сегмента L (фиг. 2), что исключает возможность существенного снижения механической прочности сегмента. Глубина паза h на 0,5 - 1 мм больше половины высоты сегмента H (фиг. 1). На фиг. 4 (разрез А - А) представлен вариант конструктивного исполнения абразивного сегмента 2 с двумя осевыми сквозными каналами трапецеидальной формы, заполненными твердой смазкой 4 в процессе изготовления сегмента. Осевые каналы расположены на концентрических окружностях, соосных с образующей цилиндрической рабочей поверхности сегмента. Разница радиусов соседних окружностей не превышает высоты канала.
Абразивный круг работает следующим образом. В процессе шлифования абразивные сегменты 2 совместно с опорным элементом 3 вследствие ударного импульса при входе в контакт с обрабатываемой поверхностью заготовки смещается по радиусу в направлении оси круга на несколько микрометров, в результате чего происходит равномерное распределение припуска между всеми абразивными сегментами. Под воздействием интенсивного тепловыделения в зоне обработки часть твердой смазки 4, непосредственно прилегающая к рабочей поверхности сегмента 2, переходит в жидкое агрегатное состояние и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы сегмента, расположенные в непосредственной близости от паза (канала). В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшается теплонапряженность процесса шлифования и интенсивность износа абразивных сегментов, повышается стойкость круга.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
- средство, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении на операциях шлифования заготовок из различных материалов;
- для заявленного изобретения в том виде, как оно охарактеризовано в независимых пунктах изложенной формулы изобретения, подтверждена взаимосвязь его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявляемое изобретение соответствует условию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
Изобретение может быть использовано в машиностроении на операциях шлифования заготовок из различных материалов сборными абразивными кругами. В абразивных сегментах, установленных в пазах корпуса круга, выполнены радиальные пазы, имеющие трапецеидальную форму в радиальном направлении и в поперечном сечении. Пазы заполнены твердой смазкой. Сегменты установлены в корпусе из условия расположения пазов на соседних сегментах с разных торцов абразивного круга. Вместо радиальных пазов в сегментах могут быть выполнены сквозные осевые каналы трапецеидальной формы, заполненные твердой смазкой. Каналы расположены на концентрических окружностях, соосных с цилиндрической поверхностью сегмента. При вращении круга за счет тепловыделения в зоне обработки смазка тонким слоем наносится на обрабатываемую поверхность, обеспечивая эффективное смазочное действие, уменьшение теплонапряженности процесса и повышение стойкости круга. 2 с.п. ф-лы, 4-ил.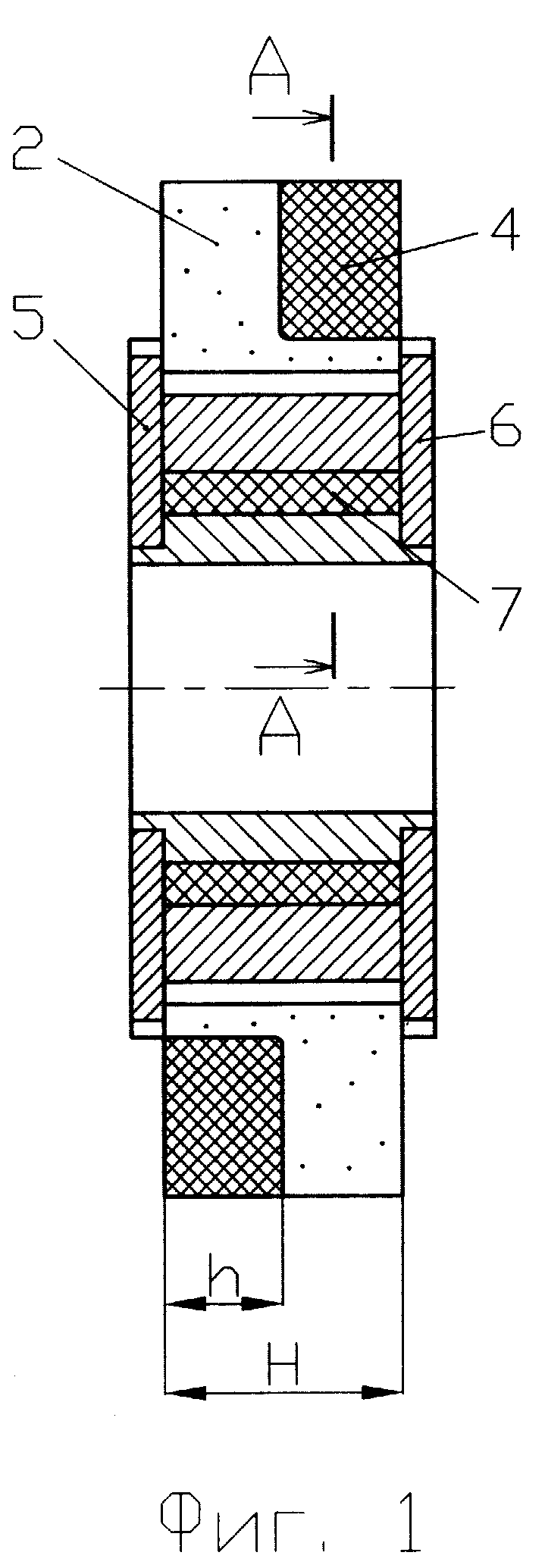
| Абразивный круг | 1978 |
|
SU779058A1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| Шлифовальный круг | 1987 |
|
SU1440683A1 |
| Шлифовальный круг | 1975 |
|
SU595140A2 |
| GB 1441899, 07.07.1976. | |||
