Изобретение относится к металлургии, конкретнее к процессам выплавки стали в конвертере.
Наиболее близким по технической сущности является способ выплавки стали в конвертере, включающий загрузку в конвертер твердой металлошихты, ее нагрев путем подачи снизу кислорода и топлива, продувку расплава снизу углеродосодержащими порошкообразными материалами и кислородом в оболочке углеродосодержащей среды, а также продувку сверху кислородом в количестве 20 - 80% от общего расхода кислорода и выпуск стали.
Загрузку твердой металлошихты осуществляют в количестве на 10 - 30% больше сливаемого расплава из конвертера, выпуск сливаемого количества расплава производят в разливочный ковш. Избыточное количество расплава выпускают из конвертера во вспомогательный ковш, науглероживают его до концентрации углерода 1 - 3%. После чего науглероженный расплав или чугун из вспомогательного ковша заливают обратно в конвертер на предварительно нагретую металлошихту, количество которой равно весу сливаемой плавки. Предварительный нагрев в конвертере шихты производят при помощи газовой смеси, состоящей из кислорода и углеродосодержащего газа. Газовую смесь подают в конвертер сверху и снизу через соответствующие фурмы. После выпуска из конвертера расплава производят удаление шлака полностью (патент СССР N 1009279, кл. C 21 C 5/28, 1983).
Недостатком известного способа является повышенный расход энергоресурсов, увеличенный угар железа, низкий выход годной стали, недостаточная стойкость футеровки конвертера, низкая производительность процесса выплавки стали.
Это объясняется тем, что нагрев твердой металлошихты топливно-кислородным факелом приводит к перерасходу энергоресурсов. При этом происходит значительный угар железа металлошихты, что вызывает ускоренное разрушение футеровки конвертера. Науглероживание расплава вне конвертера требует двухкратного его перелива, что приводит к снижению температуры расплава и необходимости ее восполнения и перерасходу энергоресурсов. Продувка расплава снизу порошкообразными углеродосодержащими материалами в потоке инертных газов приводит к перерасходу энергоресурсов на нагрев несущего газа, к повышенному расходу пылевидных углеродосодержащих материалов. Для осуществления известного способа необходимо оборудование в виде вспомогательного ковша. Дополнительный перелив расплава приводит к неоправданной загрузке кранового цехового оборудования. Продувка расплава снизу вызывает необходимость применения донных фурм, что усложняет конструкцию и эксплуатацию конвертера.
Технический эффект при использовании изобретения заключается в снижении затрат на энергоресурсы, уменьшении угара железа металлошихты, повышении производительности процесса выплавки и выхода годной стали.
Указанный технический эффект достигают тем, что процесс выплавки стали включает присадку в конвертер твердой железосодержащей металлошихты, слив расплава из конвертера, рассредоточенную присадку в расплав углеродосодержащих материалов, продувку расплава кислородом в конвертере сверху, а также рафинирование расплава присадками шлакообразующих материалов.
При очередном выпуске расплава из конвертера в нем оставляют 10 - 30% веса расплава и весь шлак от предыдущей плавки, присаживают в оставшийся расплав углеродосодержащий материал фракцией 10 - 50 мм с расходом 30 - 50 кг/т веса выпускаемой плавки, после чего продувают расплав кислородом сверху с расходом 6 - 10 м3/т•мин в течение 1 - 3 мин. Далее присаживают первую порцию твердой металлошихты в количестве 10 - 30 % от веса выпускаемой плавки, затем продувают расплав кислородом сверху с расходом 4 - 8 м3/т•мин с одновременной порционной присадкой углеродосодержащих материалов в количестве 40 - 60 кг/т веса выпускаемой плавки в течение 3 - 8 мин. После этого присаживают вторую порцию металлошихты в количестве 30 - 50% от веса выпускаемой плавки, затем продувают расплав кислородом сверху с расходом 2 - 6 м3/т•мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 50 - 70 кг/т веса выпускаемой плавки в течение 6 - 24 мин. Затем присаживают последнюю порцию металлошихты в количестве 20 - 60% от веса выпускаемой плавки, после чего продувают расплав кислородом сверху с расходом 2 - 6 м3/т•мин в течение 5 - 10 мин с одновременной порционной присадкой углеродосодержащих материалов в количестве 40 - 60 кг/т веса выпускаемой плавки. После этого скачивают 50 - 70% образовавшегося шлака и в дальнейшем до конца плавки расплав продувают кислородом сверху с расходом 2 - 6 м3/т•мин.
Снижение затрат на энергоресурсы будет происходить вследствие устранения нагрева твердой металлошихты топливно-кислородным факелом и использования шлакотопливного подогрева, а также устранения необходимости двухкратного перелива расплава. Уменьшение угара железа будет происходить вследствие устранения продувки расплава топливно-кислородным факелом, что приводит к повышению стойкости футеровки конвертера. Повышение производительности выплавки стали и выхода ее годного будет происходить вследствие сокращения времени на процесс выплавки вследствие устранения необходимости двухкратного перелива расплава и связанного с этим снижением его температуры.
Диапазон значений веса расплава оставляемого в конвертере в пределах 10 - 30% от веса расплава в предыдущей плавке и всего шлака, объясняется физико-химическими закономерностями расплавления первой порции твердой металлошихты и массообменных процессов в расплаве при продувке его кислородом сверху, условиями сжигания углеродосодержащих материалов и заданной производительностью конвертера. При меньших значениях будет недостаточно теплосодержания оставшегося расплава для расплавления присаживаемой металлошихты. При больших значениях будет снижаться производительность процесса выплавки стали, что исключительно важно для условий непрерывной разливки, и затруднена технология продувки кислородом из-за снижения удельного объема ванны конвертера.
Указанный диапазон устанавливают в прямой зависимости от веса расплава, оставляемого в конвертере.
Диапазон значений фракционного состава присаживаемых углеродосодержащих материалов в пределах 10 - 50 мм объясняется физико-химическими закономерностями их сжигания и восстановления окислов железа. При меньших значениях будет происходить увеличенный вынос материалов из конвертера и высокий уровень вспенивания шлака. При больших значениях будет затруднен процесс подачи по тракту углеродосодрежащих материалов при одновременном снижении эффективности их сжигания.
Указанный диапазон устанавливают в прямой зависимости от степени помола углеродосодержащих материалов.
Диапазон значений расхода углеродосодержащих материалов в первой присаживаемой порции в пределах 30 - 50 кг/т веса выпускаемой плавки объясняется теплофизическими закономерностями нагрева расплава и восстановления окислов железа в шлаке в конвертере. При меньших значениях не будет обеспечиваться необходимый нагрев расплава и требуемый уровень количества окислов железа в шлаке. При больших значениях будет происходить излишний нагрев, либо увеличиваться гетерогенность образующегося шлака сверх допустимых значений.
Указанный диапазон устанавливают в прямой зависимости от веса расплава, оставляемого в контейнере расплава от предыдущей плавки.
Диапазон значений расход кислорода в первой продувке в пределах 6 - 10 м3/т•мин объясняется физико-химическими закономерностями воздействия струи кислорода на расплав. При меньших значениях струя кислорода будет достигать уровня расплава с недостаточной интенсивностью и будет увеличиваться длительность плавки. При больших значениях будет происходить разрушение футеровки днища конвертера и будут происходить выбросы расплава из конвертера.
Указанный диапазон устанавливают в прямой зависимости от веса оставшегося в конвертере расплава от предыдущей плавки.
Диапазон времени первой продувки кислородом в пределах 1 - 3 мин объясняется физико-химическими закономерностями взаимодействия струи кислорода и расплава. При меньших значениях струя кислорода не будет успевать взаимодействовать со шлаком и не будет происходить сжигание углеродосодержащих материалов. При больших значениях будет происходить перерасход кислорода и разгар футеровки.
Указанный диапазон устанавливают в зависимости от веса оставшегося в конвертере расплава от предыдущей плавки.
Диапазон значений количества присаживаемой первой порции твердой металлошихты в пределах 10 - 30% от веса выпускаемой плавки объясняется теплофизическими закономерностями расплавления твердой металлошихты. При меньших значениях будет происходить снижение производительности процесса выплавки стали. При больших значениях будет происходить переохлаждение расплава, а также повышенный угар железа металлошихты.
Указанный диапазон устанавливают в прямой зависимости от веса оставшегося в конвертере расплава, а также от насыпного веса присаживаемой металлошихты.
Диапазон значений расхода кислорода во второй период в пределах 4 - 8 м3/т • мин объясняется физико-химическими закономерностями воздействий на расплав струи кислорода. При меньших значениях струя кислорода будет достигать уровня расплава с недостаточной интенсивностью и будет увеличиваться длительность плавки. При больших значениях будет происходить разрушение футеровки конвертера и будет происходить выбросы расплава из конвертера.
Указанный диапазон устанавливают в прямой зависимости от веса оставшегося расплава в конвертере от предыдущей плавки.
Диапазон количества второй присадки углесодержащих материалов в пределах 40 - 60 кг/т веса выпускаемой плавки объясняется теплофизическими закономерностями нагрева расплава и расплавления шихты. При меньших значениях не будет обеспечиваться расплавление металлошихты в полном объеме. При больших значениях будет происходить перегрев расплава, будет увеличиваться гетерогенность образующегося шлака, а также будет происходить нежелательное вспенивание шлака.
Диапазон времени вторичной продувки расплава кислородом в пределах 3 - 8 мин объясняется физико-химическими закономерностями взаимодействия струи кислорода и расплава. При меньших значениях струя кислорода не будет успевать взаимодействовать со шлаком и не будет происходить сжигание углеродосодержащих материалов. При больших значениях будет происходить перерасход кислорода.
Указанный диапазон устанавливают в зависимости от веса оставшегося расплава от предыдущей плавки.
Диапазон значений количества присаживаемой второй порции твердой металлошихты в пределах 30 - 50% от веса выпускаемой плавки объясняется теплофизическими закономерностями расплавления твердой металлошихты. При меньших значениях будет происходить снижение производительности процесса выплавки стали При больших значениях будет происходить переохлаждение расплава, а также повышенный угар железа металлошихты.
Указанный диапазон устанавливают в прямой зависимости от веса оставшегося в конверте расплава, а также от насыпного веса присаживаемой металлошихты.
Диапазон значений расхода кислорода в третий период в пределах 2 - 6 м3/т•мин объясняется физико-химическими закономерностями воздействия на расплав струи кислорода. При меньших значениях струя кислорода будет достигать уровня расплава с недостаточной интенсивностью и будет увеличиваться длительность плавки. При больших значениях будет происходить разрушение футеровки конвертера и будут происходить выбросы расплава из конвертера.
Указанный диапазон устанавливают в прямой зависимости от веса расплава, оставшегося в конвертере от предыдущей плавки.
Диапазон значений количества третьей присадки углеродосодержащих материалов в пределах 50 - 70 кг/т веса выпускаемой плавки объясняется теплофизическими закономерностями нагрева расплава и расплавления металлошихты. При меньших значениях не будет обеспечиваться расплавление металлошихты в полном объеме. При больших значениях будет происходить перегрев расплава, будет увеличиваться гетерогенность образующегося шлака, а также будет происходить нежелательное вспенивание шлака.
Указанный диапазон устанавливают в прямой зависимости от веса оставшегося расплава в конвертере от предыдущей плавки.
Диапазон времени третьей продувки расплава кислородом в пределах 6 - 24 мин объясняется физико-химическими закономерностями взаимодействия струи кислорода и расплава. При меньших значениях струя кислорода не будет успевать взаимодействовать со шлаком и будет происходить сжигание углеродосодержащих материалов. При больших значениях будет происходить перерасход кислорода.
Указанный диапазон устанавливают в зависимости от веса оставшегося расплава в конвертере от предыдущей плавки.
Диапазон значений количества присаживаемой последней, третьей порции твердой металлошихты в пределах 20 - 60% от веса выпускаемой плавки объясняется теплофизическими закономерностями расплавления твердой металлошихты. При меньших значениях будет происходить снижение производительности процесса выплавки стали. При больших значениях будет происходить переохлаждение расплава, а также повышенный угар железа металлошихты.
Указанный диапазон устанавливают в обратной зависимости от веса оставшегося в конвертере расплава.
Диапазон значений количества последней, четвертой присадки углеродосодержащих материалов в пределах 40 - 60 кг/т веса выпускаемой плавки объясняется теплофизическими закономерностями нагрева расплава и расплавления металлошихты. При меньших значениях не будет обеспечиваться расплавление металлошихты в полном объеме. При больших значениях будет происходить перегрев расплава, будет увеличиваться гетерогенность образующегося шлака, а также будет происходить нежелательное вспенивание шлака.
Указанный диапазон устанавливают в прямой зависимости от веса расплава, оставшегося в конвертере от предыдущей плавки.
Диапазон времени, в течение которого производят четвертую продувку кислородом и присадку углеродосодержащих материалов, в пределах 5 - 10 мин объясняется физико-химическими закономерностями взаимодействия струи кислорода и расплава. При меньших значениях струя кислорода не будет успевать взаимодействовать со шлаком и не будет происходить сжигание углеродосодержащих материалов. При больших значениях будет происходить перерасход кислорода.
Указанный диапазон устанавливают в зависимости от веса расплава в конвертере, оставляемого от предыдущей плавки.
Диапазон величины скачиваемого шлака в пределах 50 - 70% от общего его количества объясняется физико-химическими и теплофизическими закономерностями процесса выплавки стали. При меньших количествах не будет обеспечиваться требуемый режим рафинирования расплава. При больших значениях будут иметь место потери металла.
Указанный диапазон устанавливают в прямой зависимости от веса выпускаемой плавки.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ выплавки стали в конвертере осуществляют следующим образом.
Пример. В конвертере выплавляют сталь марки ст3. При очередном выпуске расплава из конвертера в нем оставляют 10 - 30% от веса расплава и весь имеющийся в конвертере шлак на момент выпуска расплава. В оставшийся в конвертере расплав присаживают первую порцию углеродосодержащего материала, например, угля с фракцией 10 - 15 мм с расходом 30 - 50 кг/т веса выпускаемой плавки. После этого расплав в первый раз продувают кислородом через фурму сверху с расходом 6 - 10 м3/т•мин в течение 1 - 3 мин. Далее присаживают первую порцию металлошихты в виде металлического лома или чугунного скрапа в количестве 10 - 30% от веса выпускаемой плавки, после чего продувают расплав кислородом сверху с расходом 4 - 8 м3/т•мин с одновременной второй порционной равномерной присадкой угля в количестве 40 - 60 кг/т веса выпускаемой плавки в течение 3 - 8 мин. По истечении этого времени присаживают вторую порцию лома в количестве 30 - 50% от веса выпускаемой плавки и продувают расплав третий раз кислородом сверху с расходом 2 - 6 м3/т•мин с одновременной третьей порционной равномерной присадкой угля в количестве 50 - 70 кг/т веса выпускаемой плавки в течение 6 - 24 мин. После этого присаживают последнюю, третью порцию лома в количестве 20 - 60% от веса выпускаемой плавки и продувают расплав четвертый раз кислородом сверху с расходом 2 - 6 м3/т•мин в течение 5 - 10 мин с одновременной четвертой порционной и равномерной присадкой угля в количестве 40 - 60 кг/т веса выпускаемой плавки. По истечении этого времени скачивают 50 - 70% образовавшегося в конвертере шлака. В дальнейшем производят продувку расплава до окончания процесса выплавки стали кислородом сверху с расходом 2 - 6 м3/т•мин с одновременным рафинированием расплава по обычной технологии.
В основу данного технического решения положены принципы:
кислородного сжигания углеродосодержащего топлива в шлаковом расплаве;
науглероживания расплавляемого металла и его кипение при контакте с окислительным шлаком;
весового равенства вводимой твердой металлошихты и находящегося в конвертере расплава;
обеспечения высокоинтенсивного тепломассообмена в начальный период плавки при малых количествах нагреваемой шихты и больших значениях удельного объема конвертера.
При кислородном сжигании углеродосодержащего топлива в шлаковом расплаве обеспечивается максимальная степень усвоения ванной тепла топлива, отсутствует испарение, а следовательно, потери тепла.
При науглераживании расплавляемого металла и его кипении при контакте с окислительным шлаком обеспечивается интенсивное перемешивание, улучшается теплопередача, что ведет к эффективному плавлению металлошихты.
При соблюдении весового равенства вводимой металлошихты и жидкого расплава в конвертере обеспечивается, с одной стороны, развитая поверхность контакта твердой (нагреваемой) и жидкой (передающей тепло) сред, а следовательно, эффективная теплопередача за счет возможности в расплаве постоянно поддерживать на высоком уровне массообменные процессы; с другой - обеспечивается максимальная производительность процесса выплавки стали благодаря сокращению времени операций загрузки компонентов плавки.
При обеспечении высокоинтенсивного тепломассообмена в конвертере достигается повышение производительности отдельных периодов плавки, что обеспечивает цикл плавки на твердой шихте на уровне, требуемом условиями непрерывной разливки плавки.
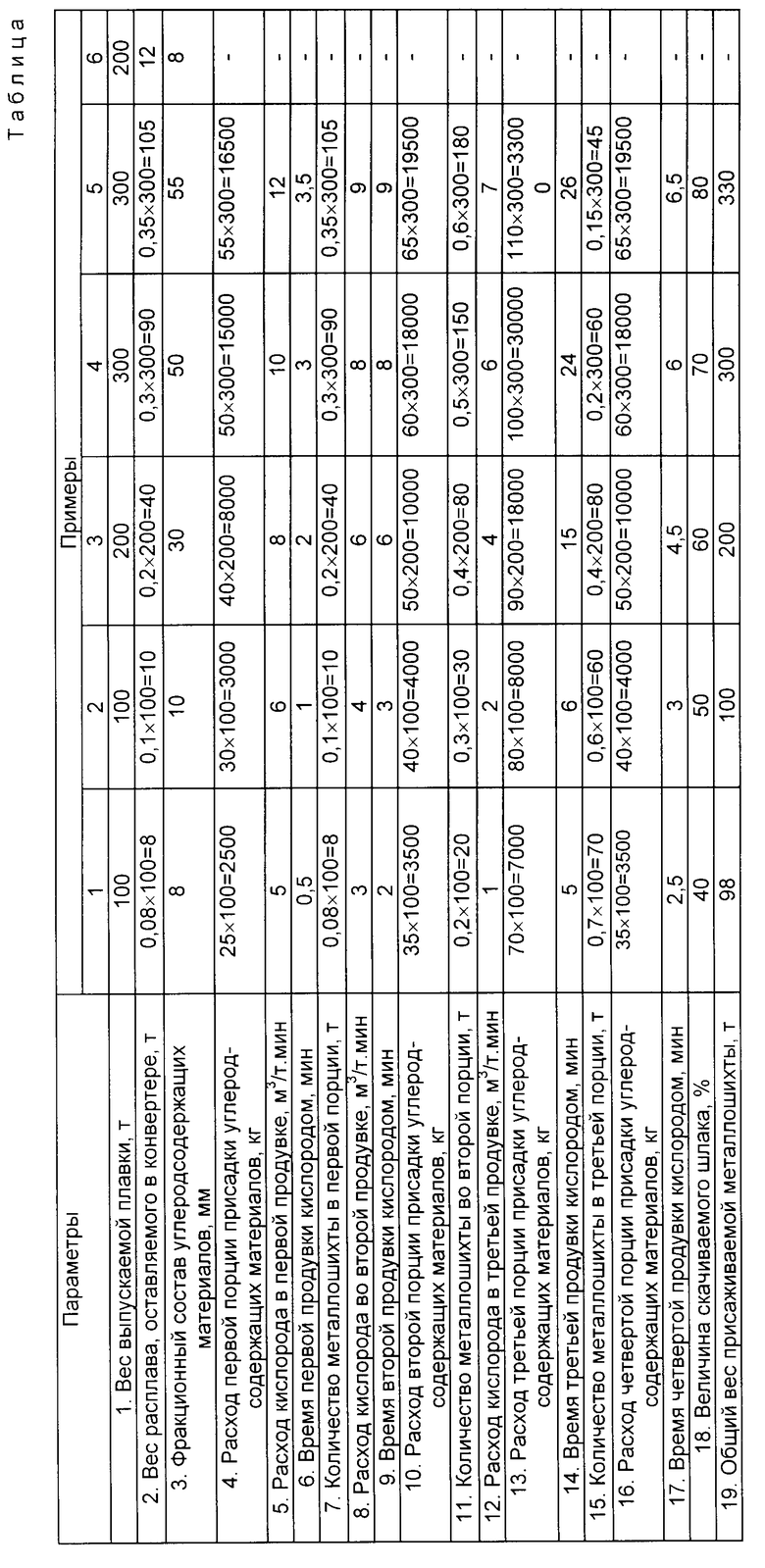
В таблице приведены примеры осуществления способа выплавки стали в конвертере с различными технологическими параметрами.
В первом примере вследствие малой величины технологических параметров происходит увеличение загрузки металлошихты в последней порции, конвертер перегружается твердой металлошихтой, что затрудняет ее расплавление и снижает выход металла, снижается производительность процесса выплавки стали.
В пятом примере вследствие большой величины технологических параметров происходит перерасход материальных и энергоресурсов.
В шестом примере, прототипе, вследствие нагрева твердой металлошихты топливно-кислородным факелом происходит перерасход энергоресурсов и угар железа металлошихты, что вызывает уменьшение производительности процесса выплавки стали в конвертере.
В оптимальных примерах 2 - 4 вследствие устранения нагрева твердой металлошихты топливно-кислородным факелом, а также устранения необходимости двухкратного перелива расплава в условиях необходимых значений технологических параметров обеспечивается уменьшение расхода энергоресурсов на 10 - 12% и повышение производительности процесса выплавки на 15 - 20% и выхода годной стали на 0,5 - 1,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1996 |
|
RU2113499C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1996 |
|
RU2113500C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2202626C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1998 |
|
RU2135601C1 |
| Способ выплавки стали в конвертере на жидком чугуне | 2022 |
|
RU2786105C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1994 |
|
RU2031131C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2127766C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ С КОМБИНИРОВАННОЙ ПРОДУВКОЙ | 2019 |
|
RU2729692C1 |
| Способ выплавки стали в конвертере | 1983 |
|
SU1148875A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ С ОСТАВЛЕНИЕМ ШЛАКА | 2004 |
|
RU2280699C2 |
Изобретение относится к металлургии, конкретнее к процессам выплавки стали в конвертере. По способу выплавки стали в конвертере при очередном выпуске расплава из конвертера в нем оставляют 10 - 30% веса расплава и весь шлак от предыдущей плавки. Присаживают в оставшийся расплав углеродсодержащий материал фракцией 10 - 50 мм с расходом 30 - 50 кг/т веса выпускаемой плавки. Продувают расплав кислородом сверху с расходом 6 - 10 м3/т • мин в течение 1 - 3 мин. Присаживают первую порцию твердой железосодержащей металлошихты в количестве 10 - 30% от веса выпускаемой плавки. Продувают расплав кислородом сверху с расходом 4-8 м3/т >195> мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 40 - 60 кг/т веса выпускаемой плавки в течение 3 - 8 мин. Присаживают вторую порцию металлошихты в количестве 30 - 50% от веса выпускаемой плавки. Продувают расплав кислородом сверху с расходом 2 - 6 м3/т • мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 50 - 70 кг/т веса выпускаемой плавки в течение 6 - 24 мин. Присаживают последнюю порцию металлошихты в количестве 20 - 60% от веса выпускаемой плавки. Продувают расплав кислородом сверху с расходом 2 - 6 м3/т • мин в течение 5 - 0 мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 40 - 60 кг/т веса выпускаемой плавки. Скачивают 50 - 70% образовавшегося шлака. До конца плавки вводят шлако-образующие и расплав продувают кислородом сверху с расходом 2 - 6 м3/т • мин. Изобретение позволяет снизить затраты на энергоресурсы, уменьшить угар железа, повысить производительность конвертера и выход годной стали. 1 табл.
Способ выплавки стали в конвертере, включающий присадку в конвертер твердой железосодержащей металлошихты, присадку в расплав углеродсодержащих материалов, продувку расплава в конвертере кислородом сверху, а также рафинирование расплава присадками шлакообразующих материалов, выпуск расплава из конвертера, отличающийся тем, что при очередном выпуске расплава из конвертера в нем оставляют 10 - 30% веса расплава и весь шлак от предыдущей плавки, присаживают в оставшийся расплав углеродсодержащий материал фракции 10 - 50 мм с расходом 30 - 50 кг/т веса выпускаемой плавки, после чего продувают расплав кислородом сверху с расходом 6 - 10 м3/т • мин в течение 1 - 3 мин, далее присаживают первую порцию металлошихты в количестве 10 - 30% от веса выпускаемой плавки, затем продувают расплав кислородом сверху с расходом 4 - 8 м3/т • мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 40 - 60 кг/т веса выпускаемой плавки в течение 3 - 8 мин, после чего присаживают вторую порцию металлошихты в количестве 30 - 50% от веса выпускаемой плавки, затем продувают расплав кислородом сверху с расходом 2 - 6 м3/т • мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 50 - 70 кг/т веса выпускаемой плавки в течение 6 - 24 мин, после чего присаживают последнюю порцию металлошихты в количестве 20 - 60% от веса выпускаемой плавки, после чего продувают расплав кислородом сверху с расходом 2 - 6 м3/т • мин в течение 5 - 10 мин с одновременной порционной присадкой углеродсодержащих материалов в количестве 40 - 60 кг/т веса выпускаемой плавки и скачивают 50 - 70% образовавшегося шлака, а в дальнейшем до конца плавки вводят шлакообразующие и расплав продувают кислородом сверху с расходом 2 - 6 м3/т • мин.
| SU, патент, 1009279, C 21 C 5/28, 1983. |
