Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к катодным устройствам электролизеров для получения алюминия.
Известно катодное устройство алюминиевого электролизера, состоящее из металлического кожуха, набивной подины и катодных стержней, выполненных в виде сборных пакетов шин, у которых величина шага между шинами соответствует шагу раскладки шин в рабочей зоне катодного устройства, а концы шин в местах выхода пакетов из кожуха объединены в общий контактный узел (Авторское свидетельство СССР N 270254, C 22 D 3/02, C 22 D 3/12, опубл. 08.05.70 г.).
Недостатком такого катодного устройства является его малый срок службы, который связан, прежде всего, с использованием набивной подины, имеющей малый срок службы. Малый срок службы набивной подины объясняется тем, что, во-первых, такая подина после ее набивки имеет низкую плотность, поскольку в процессе набивки такой подины невозможно создать достаточные усилия для необходимого уплотнения подовой массы. Во-вторых, в процессе обжига такой подине выделяется большое количество газа, который разрыхляет структуру спекающейся подины, уменьшая тем самым ее плотность, что, в свою очередь, снижает ее механические характеристики. В-третьих, для качественного обжига угольных материалов необходимы соответствующие условия, в частности температура выше 1000oC и неокислительная атмосфера, что невозможно создать при изготовлении набивной подины в алюминиевых электролизерах.
Помимо малого срока службы катодного устройства, связанного с использованием набивной подины, малый срок службы такого катодного устройства связан еще и с тем, что при выполнении катодных стержней в виде сборных пакетов шин, у которых величина шага между шинами соответствует шагу раскладки шин в рабочей зоне катодного устройства, а концы шин в местах выхода пакетов из кожуха объединены в общий контактный узел, не обеспечиваются условия для создания необходимой формы рабочего пространства, характеризующейся обязательным наличием по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла, причем достаточных размеров, и при отсутствии осадка и настыли на подине под анодом. Невозможность создания таких условий формирования рабочего пространства объясняется тем, что при использовании указанных катодных стержней не обеспечивается необходимый отвод тепла от зоны электролита и зоны металла. Отсутствие по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла, причем достаточных размеров, может привести к разрушению футеровки, проникновению расплава к металлическому кожуху и к его прорыву из шахты катодного устройства алюминиевого электролизера.
Кроме того, малый срок службы набивной подины, а следовательно, и катодного устройства связан еще и с тем, что при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы из-за различных значений температурных расширений набивной подины и заделанных в подину во время ее набивки катодных стержней, выполненных в виде сборных пакетов шин, возникают усилия, способные вызвать деформацию катодных стержней, образование полостей и трещин в подине и ее разрушение.
Наиболее близким к заявленному является катодное устройство алюминиевого электролизера, включающее металлический катодный кожух прямоугольной формы, подину, выполненную из размещенных перпендикулярно продольной оси электролизера подовых блоков с катодными стержнями, закрепленными в них посредством чугунной заливки или заделки специальной угольной массой и выведенными через продольные стороны катодного кожуха, и боковую футеровку (Справочник металлурга по цветным металлам. Производство алюминия. - М.: Металлургия, 1971, с. 186-206).
По сравнению с набивной подиной подина, выполненная из подовых блоков с закрепленными в них катодными стержнями, так называемая сборноблочная подина, имеет более высокий срок службы.
Однако несмотря на более высокий срок службы указанной подины, недостатком такого катодного устройства является то, что при использовании подины, выполненной из размещенных перпендикулярно продольной оси электролизера подовых блоков с закрепленными в них и выведенными через продольные стороны катодного кожуха катодными стержнями, не обеспечиваются условия для создание необходимой формы рабочего пространства, характеризующейся, как уже было отмечено выше, обязательным наличием по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла, причем достаточных размеров, и при отсутствии осадка и настыли на подине под анодом. При выполнении подины из размещенных перпендикулярно продольной оси электролизера подовых блоков с закрепленными в них катодными стержнями, выведенными через продольные стороны катодного кожуха, обеспечивается более интенсивный отвод тепла по продольным сторонам катодного устройства, нежели по его торцевым сторонам. Более интенсивный отвод тепла от зоны электролита и зоны металла по продольным сторонам катодного устройства обеспечивается благодаря наличию выведенных через продольные стороны катодного кожуха катодных стержней, имеющих высокую теплопроводность. При этом отвод тепла обеспечивается благодаря охлаждению воздухом выведенных из катодного кожуха частей указанных катодных стержней. Более интенсивный отвод тепла по продольным сторонам катодного устройства способствует образованию устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла достаточных размеров по указанным сторонам катодного устройства. При этом же торцевые стороны катодного устройства находятся в более худших условиях с точки зрения формирования рабочего пространства ввиду отсутствия элементов, способствующих интенсивному отводу тепла и формированию устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла по указанным сторонам катодного устройства, причем достаточных размеров. Отсутствие по торцевым сторонам катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла достаточных размеров может привести к разрушению футеровки в указанной части катодного устройства, проникновению расплава к металлическому кожуху и к его прорыву из шахты катодного устройства алюминиевого электролизера.
Помимо малого срока службы катодного устройства, связанного с различными условиями формирования рабочего пространства по его продольным и по его торцевым сторонам, недостатком такого катодного устройства является то, при использовании подины, выполненной из размещенных перпендикулярно продольной оси электролизера подовых блоков с закрепленными в них и выведенными через продольные стороны катодного кожуха катодными стержнями, усилия от температурного расширения каждого закрепленного в подовом блоке катодного стержня, от температурного расширения самого подового блока и от расширения подового блока в результате проникновения в него натрия, суммируются и действуют в продольном осевом направлении алюминиевого электролизера от его центра к его торцевым сторонам. При этом в худшем положении оказываются крайние подовые блоки подины, поскольку именно на них приходится максимальное суммарное усилие от температурного расширения каждого закрепленного в подовом блоке катодного стержня, от температурного расширения самих подовых блоков и от расширения подовых блоков в результате проникновения в них натрия. При этом это усилие приходится на боковые грани указанных подовых блоков, причем неравномерно по длине подового блока. Особенно это проявляется при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы. Воздействие указанного усилия на боковые грани крайних подовых блоков подины приводит к развороту указанных блоков. В результате этого возникают напряжения, способные вызвать образование трещин в указанных подовых блоках и их разрушение, а также способные вызвать образование трещин в футеровке катодного устройства в результате давления на нее указанных подовых блоков и закрепленных в них катодных стержней при их развороте. То, что максимальное усилие приходится именно на крайние подовые блоки подины, видно из того, что при эксплуатации алюминиевых электролизеров в первую очередь развернуты катодные стержни крайних подовых блоков. Помимо возможности образования трещин в указанных подовых блоках и образования трещин в футеровке возможно замыкание катодных стержней на катодный кожух при их развороте вместе с указанными подовыми блоками, что также отрицательно сказывается на сроке службы катодного устройства алюминиевого электролизера.
Учитывая недостаточность размеров защитного гарнисажа в зоне электролита и подовой настыли в зоне металла по торцевым сторонам катодного устройства, возможность образования трещин в крайних подовых блоках подины и их разрушения в результате воздействия на них усилий, возникающих от температурного расширения катодных стержней, закрепленных в других подовых блоках, от температурного расширения самих этих подовых блоков и от расширения этих подовых блоков в результате проникновения в них натрия, а также возможность образования трещин в футеровке катодного устройства в результате давления на нее крайних подовых блоков при их развороте из-за воздействия на их боковые грани указанных усилий, еще в большей степени повышает вероятность преждевременного выхода из строя катодного устройства алюминиевого электролизера.
В основу изобретения положена задача создания конструкции катодного устройства алюминиевого электролизера, обеспечивающей условия для создания необходимой формы рабочего пространства, характеризующейся обязательным наличием по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, причем достаточных размеров, и при отсутствии осадка и настыли на подине под анодом, за счет выравнивания условий формирования рабочего пространства по продольным и торцевым сторонам катодного устройства, а также обеспечивающей преобразование усилий, возникающих при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы в результате термического расширения катодных стержней, термического расширения подовых блоков, а также в результате расширения подовых блоков из-за проникновения в них натрия, и действующих на крайние подовые блоки подины, из поперечных, действующих на боковые грани крайних подовых блоков, в продольные, действующие вдоль продольной оси указанных блоков, что позволит повысить срок службы катодного устройства алюминиевого электролизера.
Достижение вышеуказанного технического результата обеспечивается тем, что в катодном устройстве алюминиевого электролизера, включающем металлический катодный кожух прямоугольной формы, подину, выполненную из подовых блоков с закрепленными в них катодными стержнями, и боковую футеровку, одна часть подовых блоков с закрепленными в них катодными стержнями размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, при этом для образования по всей периферии катодного устройства защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, катодные стержни, размещенные перпендикулярно продольной оси электролизера, выведены через продольные стороны катодного кожуха, а катодные стержни, закрепленные в подовых блоках, размещенных параллельно продольной оси электролизера, выведены через торцевые стороны катодного кожуха.
Выполнение подины из подовых блоков, одна часть которых размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, и при этом вывод катодных стержней, закрепленных в подовых блоках, размещенных перпендикулярно продольной оси электролизера, через продольные стороны катодного кожуха, а катодных стержней, закрепленных в подовых блоках, размещенных параллельно продольной оси электролизера, через торцевые стороны катодного кожуха, обеспечивает создание необходимой формы рабочего пространства, характеризующейся обязательным наличием по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, причем достаточных размеров, и при отсутствии осадка и настыли на подине под анодом, за счет выравнивания условий формирования рабочего пространства по продольным и торцевым сторонам катодного устройства, что позволяет повысить срок службы катодного устройства алюминиевого электролизера.
Размещение части подовых блоков подины катодного устройства параллельно продольной оси электролизера и вывод закрепленных в них катодных стержней через торцевые стороны катодного кожуха обеспечивает формирование по торцевым сторонам катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла, причем достаточных размеров. Формирование по торцевым сторонам устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла достаточных размеров обеспечивается благодаря выводу закрепленных в подовых блоках катодных стержней через торцевые стороны катодного кожуха. При этом выведенные через торцевые стороны катодного кожуха катодные стержни благодаря своей высокой теплопроводности служат средством, обеспечивающим интенсивный отвод тепла от зоны электролита и зоны металла по торцевым сторонам катодного устройства, что и способствует образованию по указанным сторонам катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла достаточных размеров. Наличие по торцевым сторонам катодного устройства устойчивого защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, причем достаточных размеров, предохраняет футеровку указанных сторон катодного устройства от разрушения. При этом размещение части подовых блоков перпендикулярно продольной оси электролизера и вывод закрепленных в них катодных стержней через продольные стороны катодного кожуха обеспечивает формирование по продольным сторонам катодного устройства устойчивого защитного гарнисажа в зоне электролита и устойчивой крутопадающей подовой настыли в зоне металла, причем достаточных размеров.
Таким образом, выполнение подины из подовых блоков, одна часть которых размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, и при этом вывод катодных стержней, закрепленных в подовых блоках, размещенных перпендикулярно продольной оси электролизера, через продольные стороны катодного кожуха, а катодных стержней, закрепленных в подовых блоках, размещенных параллельно продольной оси электролизера, через торцевые стороны катодного кожуха, обеспечивает выравнивания условий формирования рабочего пространства по продольным и торцевым сторонам катодного устройства и создание необходимой формы рабочего пространства по периферии шахты катодного устройства. Наличие по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла достаточных размеров предохраняет футеровку катодного устройства от разрушения, что и позволяет повысить срок его службы.
Кроме того, следует отметить, что помимо защитных функций гарнисаж в зоне электролита и подовая настыль в зоне металла служат теплоизоляцией и играют роль своеобразного терморегулятора алюминиевого электролизера: при увеличении степени перегрева электролита над температурой его плавления их толщина будет уменьшаться и увеличиваются тепловые потери за счет уменьшения теплового сопротивления боковых стенок и, наоборот, при снижении степени перегрева электролита их размеры будут возрастать и будет увеличиваться тепловое сопротивление. Это способствует улучшению теплового режима алюминиевого электролизера.
Помимо выравнивания условий формирования рабочего пространства по продольным и торцевым сторонам катодного устройства выполнение подины из подовых блоков, одна часть которых размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, и при этом вывод катодных стержней, закрепленных в подовых блоках, размещенных перпендикулярно продольной оси электролизера, через продольные стороны катодного кожуха, а катодных стержней, закрепленных в подовых блоках, размещенных параллельно продольной оси электролизера, через торцевые стороны катодного кожуха, обеспечивает преобразование усилий, возникающих при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы в результате термического расширения катодных стержней, термического расширения подовых блоков, а также в результате расширения подовых блоков из-за проникновения в них натрия, и действующих на крайние подовые блоки подины, из поперечных, действующих на боковые грани указанных подовых блоков, в продольные, действующие вдоль продольной оси указанных блоков.
При размещении части подовых блоков подины катодного устройства параллельно продольной оси электролизера и выводе закрепленных в них катодных стержней через торцевые стороны катодного кожуха усилия, возникающие при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы в результате термического расширения катодных стержней, закрепленных в расположенных перпендикулярно продольной оси электролизера подовых блоках, термического расширения указанных подовых блоков, а также в результате расширения этих подовых блоков из-за проникновения в них натрия, приходятся не на боковые грани крайних подовых блоков, а на их внутренние торцевые грани и действуют в направлении продольной оси указанных подовых блоков, что исключает их разворот при действии на них указанных усилий. Исключение разворота крайних подовых блоков способствует сохранению целостности футеровки и указанных подовых блоков подины и тем самым повышению срока службы катодного устройства алюминиевого электролизера.
Помимо исключения разворота крайних подовых блоков при размещении крайних подовых блоков подины катодного устройства параллельно продольной оси электролизера и выводе закрепленных в них катодных стержней через торцевые стороны катодного кожуха вышеуказанные усилия, приходящиеся на боковые грани крайних подовых блоков при их размещении перпендикулярно продольной оси электролизера, действуют теперь на внутренние торцевые грани крайних подовых блоков и распределяются по нескольким размещенным параллельно продольной оси электролизера крайним подовым блокам, уменьшая тем самым действие вышеуказанных усилий на каждый размещенный параллельно продольной оси крайний подовый блок, что также способствует повышению срока службы катодного устройства алюминиевого электролизера.
Таким образом, благодаря выполнению подины из подовых блоков, одна часть которых размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, и при этом вывод катодных стержней, закрепленных в подовых блоках, размещенных перпендикулярно продольной оси электролизера, через продольные стороны катодного кожуха, а катодных стержней, закрепленных в подовых блоках, размещенных параллельно продольной оси электролизера, через торцевые стороны катодного кожуха, обеспечиваются условия для создания необходимой формы рабочего пространства, характеризующейся наличием по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла достаточных размеров при отсутствии осадка и настыли на подине под анодом, за счет выравнивания условий формирования рабочего пространства по продольным и торцевым сторонам катодного устройства, а также обеспечивается сохранение целостности футеровки и крайних подовых блоков подины за счет преобразования усилий, возникающих при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы в результате термического расширения катодных стержней, закрепленных в расположенных перпендикулярно продольной оси электролизера подовых блоках, термического расширения указанных подовых блоков, а также в результате расширения этих подовых блоков из-за проникновения в них натрия, и действующих на крайние подовые блоки подины, из поперечных, действующих на боковые грани крайних подовых блоков, в продольные, действующие вдоль продольной оси указанных блоков, что и позволяет повысить срок службы катодного устройства алюминиевого электролизера.
Сущность изобретения поясняется чертежом, на котором изображено катодное устройства алюминиевого электролизера, вид в плане.
Катодное устройство алюминиевого электролизера включает металлический катодный кожух 1 прямоугольной формы, подину, выполненную из подовых блоков 2 с закрепленными в них и выведенными через продольные и торцевые стороны катодного кожуха 1 катодными стержнями 3, и боковую футеровку 4. При этом одна часть подовых блоков 2 размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, при этом катодные стержни 3, закрепленные в подовых блоках 2, размещенных перпендикулярно продольной оси электролизера, выведены через продольные стороны катодного кожуха 1, а катодные стержни 3, закрепленные в подовых блоках 2, размещенных параллельно продольной оси электролизера, выведены через торцевые стороны катодного кожуха 1.
Монтаж катодного устройства алюминиевого электролизера осуществляется следующим образом.
После сборки и установки катодного кожуха 1 его днище внутри выравнивается слоем шамотного заполнителя, на который затем осуществляется кладка цоколя. Кладка цоколя производится, как правило, из нескольких нижних рядов пенодиатомитового кирпича и нескольких верхних рядов шамотного кирпича. После чего поверхность кирпичной кладки цоколя покрывается слоем подовой массы, на который затем в соответствии с проектом устанавливаются подовые блоки 2 с закрепленными в них катодными стержнями 3. Закрепление катодных стержней 3 в подовых блоках 2 производится при помощи чугунной заливки или заделки угольной массой. Часть подовых блоков 2 размещается перпендикулярно продольной оси электролизера двумя рядами с выводом закрепленных в них катодных стержней 3 через продольные стороны катодного кожуха 1, а часть подовых блоков 2 размещается параллельно продольной оси электролизера с выводом закрепленных в них катодных стержней 3 через торцевые стороны катодного кожуха 1. При этом количество подовых блоков 2, размещенных перпендикулярно продольной оси электролизера, и количество подовых блоков 2, размещенных параллельно продольной оси электролизера, определяется исходя из размеров шахты катодного устройства алюминиевого электролизера и размеров подовых блоков 2. Так, например, при длине шахты катодного устройства 9400 мм и ее ширине 3900 мм и при использовании подовых блоков 2 сечением 550х420 мм количество подовых блоков 2, расположенных в два ряда перпендикулярно продольной оси электролизера равно 22 по 11 в каждом ряду, а количество подовых блоков 2, расположенных параллельно продольной оси электролизера, равно 12 по 6 на каждую торцевую сторону катодного устройства. После установки подовых блоков 2 производится кладка так называемой бровки, представляющей собой кладку шамотного кирпича вдоль стенок катодного кожуха. Последующей операцией является монтаж боковой футеровки 4. Боковая футеровка 4 выполняется из боковых блоков. Завершающей и самой ответственной операцией монтажа катодного устройства является набойка швов между подовыми блоками 2 и периферийных швов между подовыми блоками 2 и боковой футеровкой 4.
Такая конструкция катодного устройства алюминиевого электролизера, благодаря выполнению подины из подовых блоков, одна часть которых размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, и при этом вывод катодных стержней, закрепленных в подовых блоках, размещенных перпендикулярно продольной оси электролизера, через продольные стороны катодного кожуха, а катодных стержней, закрепленных в подовых блоках, размещенных параллельно продольной оси электролизера, через торцевые стороны катодного кожуха, обеспечивает условия для создания необходимой формы рабочего пространства, характеризующейся обязательным наличием по периферии шахты катодного устройства устойчивого защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, причем достаточных размеров, и при отсутствии осадка и настыли на подине под анодом, за счет выравнивания условий формирования рабочего пространства по продольным и торцевым сторонам катодного устройства, а также обеспечивает сохранение целостности футеровки и крайних подовых блоков подины за счет преобразования усилий, возникающих при нагреве в период обжига и пуска алюминиевого электролизера и в начальный период его работы в результате термического расширения катодных стержней, закрепленных в подовых блоках, расположенных перпендикулярно продольной оси электролизера, термического расширения указанных подовых блоков, а также в результате расширения этих подовых блоков из-за проникновения в них натрия, и действующих на крайние подовые блоки подины, из поперечных, действующих на боковые грани крайних подовых блоков, в продольные, действующие вдоль продольной оси указанных блоков, что позволяет повысить срок службы катодного устройства алюминиевого электролизера.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2006 |
|
RU2320782C1 |
| БОКОВАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2186880C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С УТЕПЛЕННОЙ БОРТОВОЙ ФУТЕРОВКОЙ | 2019 |
|
RU2714565C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2230834C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С РЕЛЬЕФНОЙ ПОДИНОЙ | 2011 |
|
RU2482224C2 |
| КАТОДНАЯ ФУТЕРОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2004 |
|
RU2266983C1 |
| АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР С ИСКУССТВЕННОЙ НАСТЫЛЬЮ | 2015 |
|
RU2616754C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2096531C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2012 |
|
RU2509830C1 |
Изобретение относится к металлургии цветных металлов, в частности к электролитическому получению алюминия, к катодным устройствам электролизеров для получения алюминия. Техническим результатом является повышение срока службы катодного устройства алюминиевого электролизера. Достижение вышеуказанного технического результата обеспечивается тем, что в катодном устройстве алюминиевого электролизера, включающем металлический катодный кожух прямоугольной формы, подину, выполненную из подовых блоков с закрепленными в них катодными стержнями, и боковую футеровку, одна часть подовых блоков с закрепленными в них катодными стержнями размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, при этом для образования по всей периферии катодного устройства защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, катодные стержни, закрепленные в подовых блоках, размещенных перпендикулярно продольной оси электролизера, выведены через продольные стороны катодного кожуха, а катодные стержни, закрепленные в подовых блоках, размещенных параллельно продольной оси электролизера, выведены через торцевые стороны катодного кожуха. 1 ил.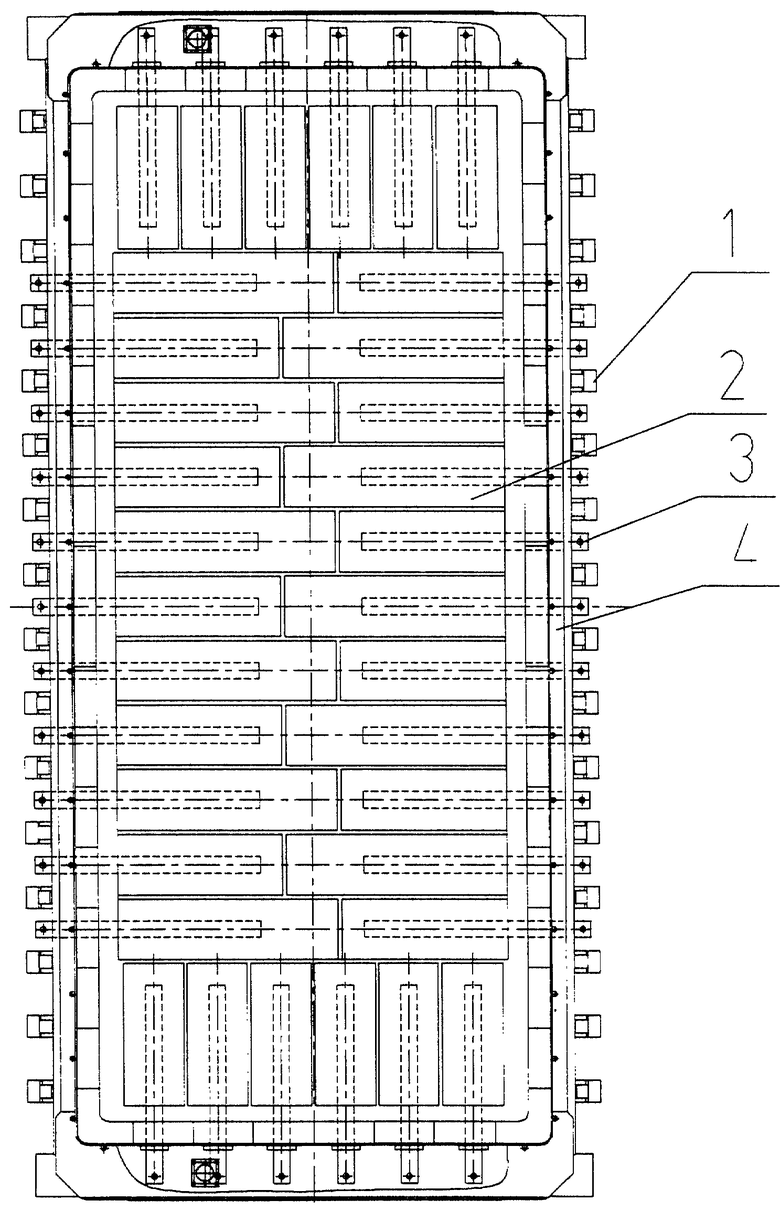
Катодное устройство алюминиевого электролизера, включающее металлический катодный кожух прямоугольной формы, подину, выполненную из подовых блоков с закрепленными в них катодными стержнями, и боковую футеровку, отличающееся тем, что одна часть подовых блоков с закрепленными в них катодными стержнями размещена перпендикулярно продольной оси электролизера, а другая - параллельно продольной оси электролизера, при этом для образования по всей периферии катодного устройства защитного гарнисажа в зоне электролита и крутопадающей подовой настыли в зоне металла, катодные стержни, закрепленные в подовых блоках, размещенных перпендикулярно продольной оси электролизера, выведены через продольные стороны катодного кожуха, а катодные стержни, закрепленные в подовых блоках, размещенных параллельно продольной оси электролизера, выведены через торцевые стороны катодного кожуха.
| Справочник металлурга по цветным металлам | |||
| Производство алюминия.- М: | |||
| Металлургия, 1971, с.202 | |||
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИИИЯ | 1973 |
|
SU434134A1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 0 |
|
SU270254A1 |
| ЭЛЕКТРИЧЕСКАЯ РЕЛЬСОВАЯ ПЕДАЛЬ МЕХАНИЧЕСКОГО ДЕЙСТВИЯ | 1928 |
|
SU16728A1 |

