Изобретение относится к разливочной машине не менее чем с одним многократно точно ориентируемым кристаллизатором, охлаждаемым водой, для непрерывной вертикальной разливки в магнитном поле замкнутого частично экранированного индикатора под острым углом не менее чем к одной направляющей поверхности для образования водяной пленки на охлаждающем канале, направляющем заготовку, и с соответствующей опускаемой затравкой каждого кристаллизатора. Изобретение относится также к способу охлаждения заготовки в разливочной машине.
При непрерывной разливке стали металл разливается в форме прутков или стержней длиной несколько метров, используемых в качестве исходного материала для ряда последующих этапов обработки, например для прессования, прокатки или ковки.
Важнейшую составную часть разливочной машины представляют кристаллизаторы, которые в известной методике определяют поперечное сечение разливаемой заготовки. Разливочная машина оснащена, в зависимости от числа разливаемых заготовок, соответствующим количеством опускаемых затравок, жестко связанных с литейным столом.
В то время, как кристаллизаторы медленно заполняются расплавом, металл начинает отвердевать на затравках. Эти затравки охлаждаются и опускаются с такой скоростью, чтобы линия солидуса отвердевающего металла постоянно находилась в пределах кристаллизатора. Заготовки, отвердевание которых ускоряется водяным охлаждением, приращиваются вниз с такой же скоростью, с которой опускаются затравки. В пределах заданной длины заготовки процесс разливки происходит непрерывно.
К важнейшим параметрам процесса непрерывной разливки относится адекватно регулируемая скорость опускания затравки, а также охлаждение металла в точно определенном месте и с заданной интенсивностью. Эти параметры оказывают значительное влияние на поверхность слитка. При неправильном выборе параметров могут возникнуть ликвация, выход расплава через отвердевшую корку, растрескивание или известкование.
Доведенный до промышленного применения лишь недавно метод разливки в магнитном поле основан на полном устранении механического соприкосновения между кристаллизатором и отвердевающим металлом. Жидкий металл удерживается регулируемыми электромагнитными силами точно в пределах сечения заготовки.
С помощью разливки в магнитном поле можно обеспечить не только однородную внутреннюю структуру, но и гладкую поверхность отливки, что ведет к улучшению физических и химических свойств стержней, подвергаемых прессованию или ковке, и прутков, подвергаемых прокатке. При разливке в магнитном поле отпадает необходимость в дорогих видах последующей обработки, таких, как удаление поверхностной пленки или обрубка кромок.
При разливке в магнитном поле очень важна начальная фаза, поскольку фронт затвердевания удерживается в узкой по высоте зоне кристаллизатора, составляющей примерно 10 мм. Это необходимо, поскольку в кристаллизаторе этого метода магнитные силы должны компенсировать металлостатическое давление расплава выше фронта затвердевания. Поэтому недопустимо наступание полного охлаждения, особенно в начальной фазе. Скорость опускания и охлаждение определенного сплава и размеры прутка должны быть оптимизированы во времени.
Кривизну хвостовой части слитка и локальное трещинообразование в значительной степени можно устранить, уменьшив ударный эффект и интенсивность охлаждаемой воды.
Использованием воды с содержанием углекислого газа можно понизить интенсивность охлаждения в пять раз. Однако это сопряжено с трудностями, связанными с заполнением, транспортировкой и хранением углекислого газа в баллонах. Кроме того, сатурированную охлаждающую воду нужно удерживать под высоким давлением вплоть до ее выступания на поверхность, что требует повышения затрат на конструктивные усовершенствования и увеличение расхода материала.
По другому варианту производят импульсное разбрызгивание воды по крайней мере в начальной фазе разливки. Этот метод оправдал себя, например, при разливке большинства алюминиевых сплавов, однако в случае твердых сплавов он может привести к образованию микротрещин.
Известные кристаллизаторы машин для непрерывной разливки в электромагнитном поле, имеющие экранировку, суживающуюся книзу, одновременно выполняют две функции.
Материал экрана, выполненный из нержавеющей стали, в частности марки INOX, поглощает электромагнитные силы, формирующие заготовку, в той же степени, в какой идет наращивание материала. Это приводит к дополнительному нагреву.
Полированная наружная поверхность скоса экрана одновременно служит направляющей поверхностью для охлаждающей воды, причем сначала на этой поверхности образуется водяная пленка, а затем создается водяная завеса, поливающая заготовку. В качестве побочного действия электромагнитный экран охлаждается поступающей водой. В частности, INOX обладает очень низкой теплопроводностью.
Это обусловливает ряд недостатков известных кристаллизаторов для непрерывной разливки в электромагнитном поле.
На полированной наружной поверхности электромагнитного экрана (направляющей поверхности) происходит осаждение извести, что ухудшает образование пленки охлаждающей воды и тем самым охлаждение экрана. Для восстановления охлаждающей способности неизбежны, таким образом, дополнительные затраты.
Электромагнитный экран жестко закреплен на кристаллизаторе, что исключает возможность изменения положения направляющей поверхности.
Детали кристаллизатора выполнены из алюминия, стали и меди, что обусловливает коррозию.
Задача изобретения - создание разливочной машины вышеописанного типа с более высокой экономичностью, обусловленной снижением затрат на изготовление упрощенной конструкции и на эксплуатацию благодаря снижению потерь электромагнитной энергии в кристаллизаторах. Кристаллизатор должен обладать регулируемой подачей охлаждающей воды и обеспечить более щадящее охлаждение, чем существующие конструкции.
Задача решается тем, что одна или несколько направляющих поверхностей одного или нескольких кристаллизаторов выполнена(ы) из изолирующего материала, а электромагнитный экран имеет внутреннее охлаждение по крайней мере в активной зоне. Отдельные варианты разливочной машины представляют собой предметы зависимых пунктов формулы изобретения.
В соответствии с наиболее предпочтительным вариантом выполнения изобретения корпус кристаллизатора выполнен из многократно изогнутого перфорированного листа, предпочтительно имеющего толщину около 3 мм, с приваренными боковыми стенками. Это обеспечивает существенные экономические и технические преимущества предлагаемой конструкции по сравнению с известными, где используются дорогие металлические формованные монолитные детали, как правило, из алюминия. Здесь же листовой корпус можно изготовить из нержавеющей стали - того же материала, из которого выполнен экран. Благодаря увеличению количества подводимой охлаждающей среды в листовом корпусе можно использовать детали из пластмассы, что также вносит существенные преимущества с точки зрения обработки и затрат. Помимо этого радикально решается вопрос о коррозии.
Другие преимущества изогнутого корпуса кристаллизатора состоят в том, что снижаются потери электромагнитной энергии и не возникают трудности, существующие с уплотнением монолитного в своей основе корпуса.
Выполненная из изолирующего материала направляющая поверхность для воды, охлаждающей кристаллизатор, предпочтительно представляет собой поверхность отдельной, желательно сменной направляющей пластины. Постоянное интенсивное охлаждение позволяет выполнять ее из пластмассы, что также влечет за собой существенное упрощение обработки и затраты на нее. Эта направляющая пластина предпочтительно имеет возможность перемещения и/или поворота. Ее положение можно регулировать известными средствами. Охлаждающая вода, поступающая в неизменяемом направлении, может таким образом отклоняться в определенном угловом диапазоне. Иными словами, высота, на которой попадает на заготовку образующаяся на этой поверхности водяная завеса, может регулироваться, например, в диапазоне 5 - 20 мм при неизменной высоте кристаллизатора.
Это представляет собой существенное усовершенствование по сравнению с отклонением охлаждающей воды на жестко зафиксированной направляющей поверхности магнитного экрана. Охлаждающую водяную завесу можно установить простыми средствами в том месте, где она действительно может оказать оптимальное влияние.
Равномерное распределение водяной пленки по поверхности направляющей пластины можно дополнительно улучшить, создать продольные бороздки. Понятие "продольный" означает здесь то, что эти бороздки проходят в направлении потока охлаждающей воды.
Твердые алюминиевые сплавы можно, например, разливать с пониженной скоростью опускания и соответственно уменьшенным количеством охлаждающей воды. В то время, как подача на направляющую поверхность большого количества воды со сравнительно высоким давлением приводит к образованию водяной пленки высокой равномерности, снижение расхода воды при пониженном давлении на направляющей поверхности приводит к стеканию охлаждающей воды без образования пленки, что не позволяет оказать оптимальное охлаждающее воздействие на чувствительные заготовки. Поэтому в кристаллизаторе можно установить под направляющей пластиной или под сливающейся водой опорную пластину, имеющую увеличенную длину по сравнению с направляющей пластиной, то есть подходящую ближе к заготовке.
Охлаждающая вода разбрызгивается на опорную пластину и при пониженном давлении поверхность направляющей пластины почти не смачивается. Обращенная к направляющей пластине поверхность опорной пластины, выполненной из того же материала, тоже образована как направляющая поверхность для охлаждающей воды. Эта опорная пластина, предпочтительно сменная, как и направляющая пластина, тоже может смещаться и/или поворачиваться - предпочтительно теми же приводными органами, что и направляющая пластина. Только с помощью подвижной опорной пластины можно регулировать уровень попадающей на заготовку водяной завесы.
В случае чувствительных металлических заготовок опорная пластина может быть снабжена отверстиями или прорезями для отвода охлаждающей воды. Поскольку отводимая таким образом вода ни при каких условиях не может попасть на горячую заготовку, этим можно еще понизить охлаждающий эффект.
Хотя направляющая и опорная пластины расположены по крайней мере частично между индуктором и электромагнитным экраном, они не могут нагреваться из-за воздействия электромагнитного поля, поскольку выполнены из изолирующего материала, предпочтительно из пластмассы, например полиэтилена или полипропилена. В любом случае известкование намного меньше, чем на направляющей поверхности экрана известной конструкции.
В активной зоне индуктора размещен V-образно изогнутый экранирующий лист, через который протекает вода, то есть охлаждаемый изнутри и предпочтительно выполненный из нержавеющей стали, поскольку он представляет собой экранирующий элемент, расположенный за пределами активной зоны индуктора. Этот экран, предпочтительно изготовленный из INOX-листа толщиной 1-2 мм и закрытый с боков, выполняет свое назначение только, когда установлен вкладыш или покрытие из материала, обладающего лучшими экранирующими свойствами. В остальных случаях изогнутый лист из нержавеющей стали имеет чисто защитные и несущие свойства.
Известные экраны кристаллизаторов установок для непрерывной разливки в электромагнитном поле тоже выполнены массивными в своей нижней части и имеют, как упоминалось, суживающуюся форму. Тем самым с увеличенным расходом материала и при наружном охлаждении обеспечивается возрастающая снизу вверх экранировка, соответствующая требованиям непрерывной разливки в электромагнитном поле.
В соответствии с предлагаемым выполнением кристаллизатора вкладыш или покрытие в детали экрана, имеющей U- или V-образную форму, ослабляет электромагнитное воздействие индуктора в направлении вверх. Такое поэтапное или непрерывно увеличивающееся электромагнитное экранирование обеспечивается, например, следующими мерами:
U- или V-образно изгибаемый лист из нержавеющей стали покрывают предпочтительно серебром или медью, а затем отгибают этим слоем внутрь. Покрытие выполняют известными методами, например гальванически, химическим осаждением из газовой фазы, напылением, плазменной металлизацией;
U- или V-образный лист снабжают соответствующим покрытием после гибки;
не менее одной пленки или фольги из серебра, меди или латуни вкладывают в U- или V-образный лист. Эта пленка или фольга могут быть изогнутыми, сложенными или многослойными, причем ступенчатое или плавное изменение толщины выполняют так, чтобы экранирование ступенчато или плавно возрастало снизу вверх.
Благодаря закладке пленки или фольги с одной стороны или покрытию с другой стороны, выполненных из вышеупомянутого материала, можно многократно усилить экранирование по сравнению с простым изогнутым стальным листом - в несколько сот раз в зависимости от материала и толщины.
Вкладыш или покрытие из серебра предпочтительно должно иметь толщину 0,05-0, мм, из меди - 0,2-0,4 мм и из меди - 0,5-2 мм в соответствии с удельной поглощающей способностью, причем толщина этого слоя может плавно или ступенчато увеличиваться снизу вверх.
По отношению к способу охлаждения заготовки в разливочной машине, в соответствии с которым охлаждающую воду разбрызгивают под острым углом на направляющую поверхность, образуют равномерную водяную пленку и направляют ее на заготовку, заявляемое решение отличается тем, что направляющая воду поверхность непрерывно совершает возвратно-поступательное перемещение в одной плоскости или с поворотом в заданном ритме и тем самым перемещает на определенную высоту по заготовке не зависящую от электромагнитного экрана водяную завесу. Отдельные варианты способа представляют собой предметы зависимых пунктов формулы изобретения.
С помощью предлагаемого способа можно использовать и усовершенствовать преимущества пульсирующего водяного охлаждения, при котором сравнительно резкий переход от "охлаждения" к "неохлаждению" происходит непрерывно в значительно смягченной форме. Этим можно избежать появления микротрещин при разливке чувствительных сплавов, например твердых алюминиевых сплавов.
По времени направляющая воду поверхность перемещается предпочтительно синусоидально, в частности с периодом 1 - 3 с на полупериод. При этом водяная завеса перемещается по заготовке возвратно-поступательно на расстояние 5 - 20 мм. Перемещение направляющей воду поверхности осуществляется известным образом, предпочтительно с помощью пневматического, гидравлического или электромагнитного привода, получающего команды с микропроцессора.
Охлаждающую воду целесообразно разбрызгивать под постоянным давлением порядка 0,01-0,5 бар, при начале опускания затравки, то есть через 0-3 мин после начала разливки. Поскольку наиболее критичной является начальная фаза, перемещение направляющей воду поверхности можно продолжать практически в течение 3-7 мин. Конечно, перемещение направляющей поверхности останавливается только, когда это допускает чувствительность сплава.
Во время охлаждения заготовка может подвергаться электромагнитной вибрации, в частности непрерывной.
Преимущества, достигаемые изобретением, можно резюмировать следующим образом.
Благодаря не нагреваемой магнитным полем направляющей воду поверхности предотвращается выделение извести на полированной поверхности экрана и тем самым соответственно снижаются расходы на эксплуатацию.
С помощью регулировки положения направляющей воду поверхности можно устанавливать высоту охлаждающей водяной завесы на заготовке.
По крайней мере в начальной фазе и/или в случае чувствительных сплавов можно поднимать и опускать водяную завесу в регулируемом ритме. Улучшается импульсное водяное охлаждение при одновременном устранении ударного воздействия внезапной подачи воды и на заготовку постепенно подается охлаждающая вода. Благодаря этому не создается кратковременный перегрев.
Отпадает необходимость в добавлении углекислого газа, которое было обычным при непрерывной разливке в электромагнитном поле.
Благодаря выполнению изогнутого корпуса кристаллизатора из нержавеющего стального листа того же материала, что и у электромагнитного экрана, отпадают проблемы коррозии.
Выполнение корпуса кристаллизатора из изогнутого листа, в частности перфорированного листа из нержавеющей стали, принципиально не связано с направляющей охлаждающую воду поверхностью и охлаждаемым изнутри экраном так же, как и выполнение активной зоны электромагнитного экрана в виде U- или V-образного изогнутого листа из нержавеющей стали с вкладышем или покрытием.
На фиг. 1 показан кристаллизатор известной машины для непрерывной разливки стали в электромагнитном поле; на фиг. 2 - вид участка перфорированного листа для корпуса кристаллизатора; на фиг. 3 - разрез кристаллизатора в продольном направлении заготовки; на фиг. 4 - вариант конструкции на фиг. 3; на фиг. 5 - активный участок электромагнитной экранировки; на фиг. 6 - часть разреза стенки электромагнитного экрана на фиг. 5; на фиг. 7 - закладываемая в электромагнитный экран фольга; на фиг. 8 - вариант выполнения по фиг. 7.
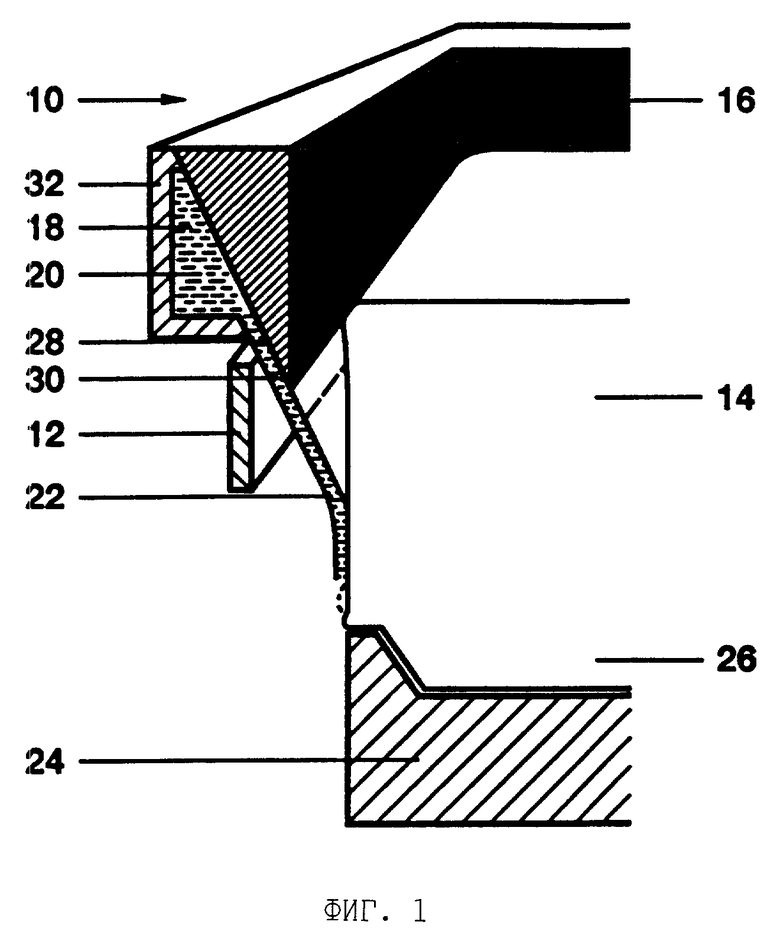
На фиг. 1 показан известный принцип конструкции машины для непрерывной вертикальной разливки металла в магнитном поле. Разливочная машина может содержать один или несколько кристаллизаторов 10.
Замкнутый кольцевой индуктор 12 для сильноточной системы средней частоты создает магнитное поле и, тем самым, усилие в заготовке 14, предотвращающее соприкосновение разливаемого металла с внутренней стенкой 1 кристаллизатора.
Клиновидный электромагнитный экран 18 частично экранирует индуктор 123 и тем самым уменьшает магнитное поле в направлении вверх. Наконец, экран 18 задает зону, в которой охлаждающая вода 20 разбрызгивается в форме водяной завесы 22 на заготовку 14.
Затравка 24 установлена на литейном столе (не показан). Эта затравка 24 формирует в начальной фазе разливки хвостовую часть 26 заготовки 14 и поддерживает ее в ходе всего процесса разливки,
Этот принцип непрерывной разливки в магнитном поле по фиг. 1 совершенствуется изобретением в области направляющей поверхности 28 для охлаждающей воды 20, активной зоны 30 электромагнитного экрана 18 и формованного массивного корпуса 32 кристаллизатора, в остальном оставаясь неизменным.
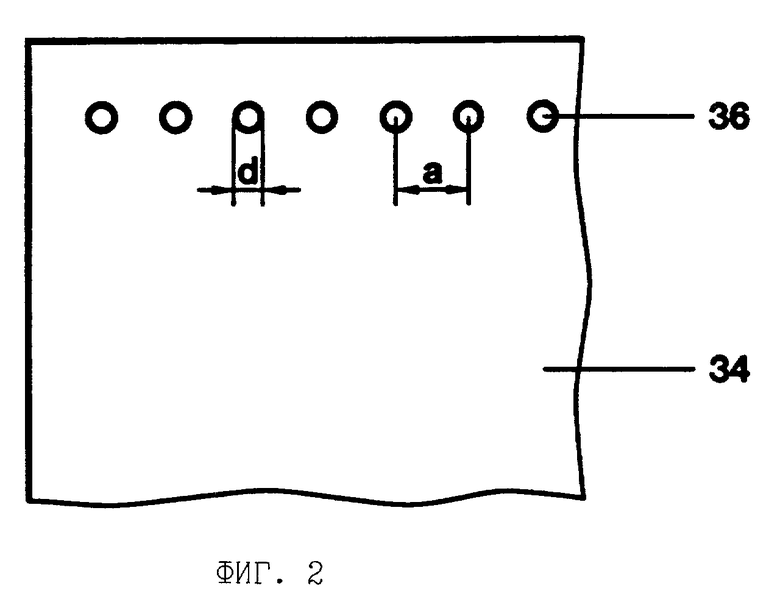
На фиг. 2 показан нержавеющий стальной лист 34 (материал INOX) толщиной 3 мм для изготовления корпуса 32 кристаллизатора путем гибки и сварки с боковыми стенками. В стальном листе 34 сделаны на одинаковых расстояниях "а", составляющих примерно 10 мм, отверстия 34 диаметра 3 мм, которые впоследствии служат для выпуска охлаждающей воды.
Показанный на фиг. 3 кристаллизатор 10 разливочной машины содержит многократно изогнутый корпус 32 из нержавеющего стального листа 34. Образованная в нем внутренняя полость заполнена охлаждающей водой 20 и снабжена водораспределительным блоком 38 из пластмассы. Электромагнитный экран 18 из нержавеющей стали содержит два внутренних паза 42 для стыковки стальных листов 34 с открытым на торце концом корпуса 32 кристаллизатора. Через стальные листы 34 и пластмассовый водораспределительный блок 38 пропущен болт 44, в который входит винт 46 в электромагнитном экране 40, благодаря чему крепится водораспределительный блок 38 и стальной лист 34.
Водораспределительный блок 38 имеет сравнительно глубокий паз 50, от которого отходят находящиеся на одинаковых расстояниях "а" (фиг. 2) друг от друга каналы 52 для охлаждающей жидкости, открытые в отверстия 36 в стальном листе. Направление выходящей воды 20 определяется направлением прохождения каналов 52.
Отвинтив винты 46, можно снять и, возможно, заменить электромагнитный экран 18, а после извлечения болта 44 и водораспределительный блок 38.
Посредством скобы 54 и отбортовки 56 соединяются два входящих друг в друга пластмассовых блока 58, 60 с корпусом 32 кристаллизатора.
С пластмассовым блоком 58 соединен болтами через прокладку из термостойкого изоляционного слоя 62 кольцевой пластинчатый индикатор 12, изготовленный из меди.
В выемке пластмассового блока 60 размещен механизм настройки и перемещения направляющей пластины 66 из пластмассы для охлаждающей воды 20. Раздуваемый сильфон 68 перемещает в зависимости от давления уплотнительный диск 70 с шатуном 72, проходящим через соответствующее отверстие в пластмассовом блоке 60 и отбортовке 56. К этому шатуну 72 шарнирно присоединена направляющая пластина 66. С помощью пружины 74, также закрепленной на шатуне 72, направляющая пластина 66 примыкает к U-образно изогнутому экранирующему листу 76 электромагнитного экрана 18. Этот электромагнитный экран 18 охлаждается изнутри водой 78 по крайней мере в области U-образного листа 76, поскольку охлаждающая вода 20 для заготовки 14 не должна вступать в наружный контакт с электромагнитным экраном 18, в частности с экранирующим листом 76.
Выходя из каналов 52 под давлением, например, 0,5 бар, охлаждающая вода 20 попадает на поверхность 80 направляющей пластины 66 под острым углом, протекает по этой поверхности с образованием водяной пленки и образует при стекании с направляющей пластины равномерную водяную завесу 22, которая в свою очередь попадает на охлаждаемую заготовку 14.
На фиг. 3 показана направляющая пластина 66 в двух крайних положениях. Водяная завеса может попадать на заготовку 14 под регулируемым углом в пределах отрезка h, составляющего 5 - 20 мм, в частности 5 - 10 мм. Благодаря этому кристаллизатор 10 обладает высокой гибкостью при сохранении жесткой электромагнитной экранировки. Водяную завесу можно также плавно поднимать и опускать, например, по синусоидальной зависимости.
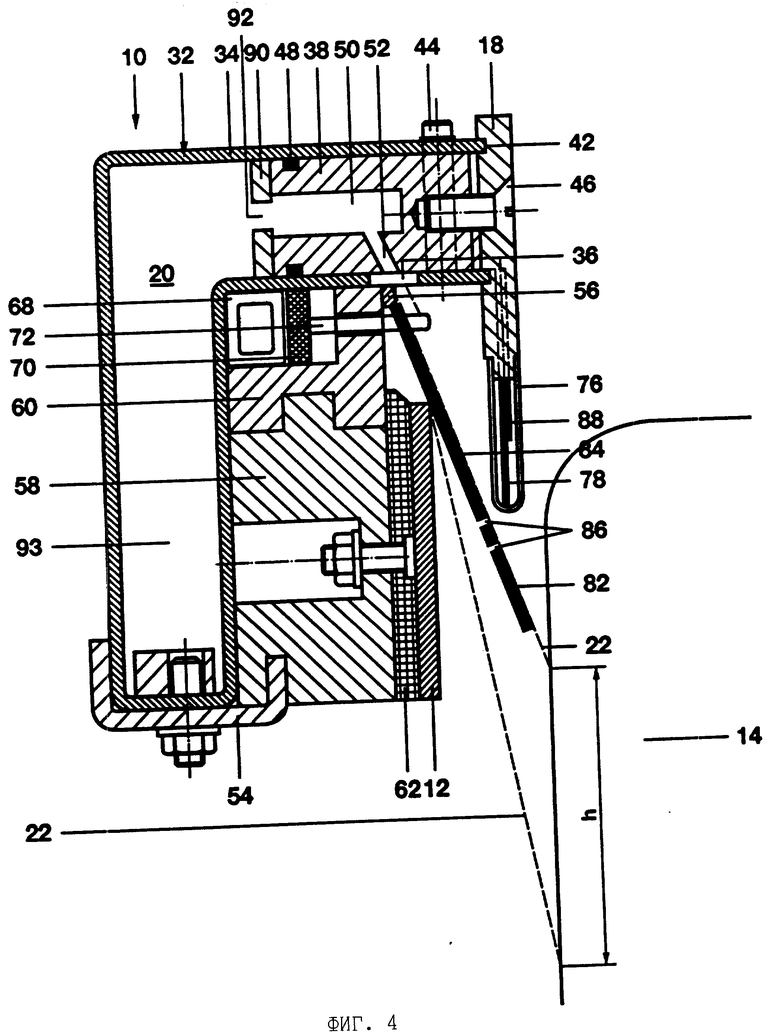
В кристаллизаторе 10 по фиг. 4 вместо направляющей пластины 66 установлена также шарнирно связанная с шатуном 72 опорная пластина 82. Эта пластина 82, изготовленная из пластмассы, служит для распределения охлаждающей воды 20, вытекающей с невысоким давлением, например, порядка 0,05 бар. Эта вода не доходит до направляющей поверхности 80 направляющей пластины 66. Для того, чтобы стекающая пленкой на направляющую поверхность 84 опорной пластины 82 охлаждающая вода 20 достигала заготовки 14, опорная пластина 82 выполнена удлиненной по сравнению с направляющей пластиной 66 и доходит почти до заготовки 14.
В опорной пластине 82 сделаны отверстия 86 или прорези для отвода части охлаждающей воды, не доводя ее до заготовки 14.
В листовой экран 76 вставлен медный вкладыш 88, обладающий высокой способностью поглощения магнитного поля, создаваемого индуктором 12. В верхней части два медных листа соединены друг с другом пайкой, заклепками или клеем, благодаря чему в этой зоне экранирование больше.
На водораспределительном блоке 38 закреплен, например, винтами фланец 90 с впускным отверстием 92 для охлаждающей воды 20. тем самым образуется большая камера 93 для охлаждающей воды и аналогичная малая камера с пазом 50 в водораспределительном блоке 38. С помощью фланца 90 охлаждающая вода 20 более спокойным потоком поступает в каналы 52.
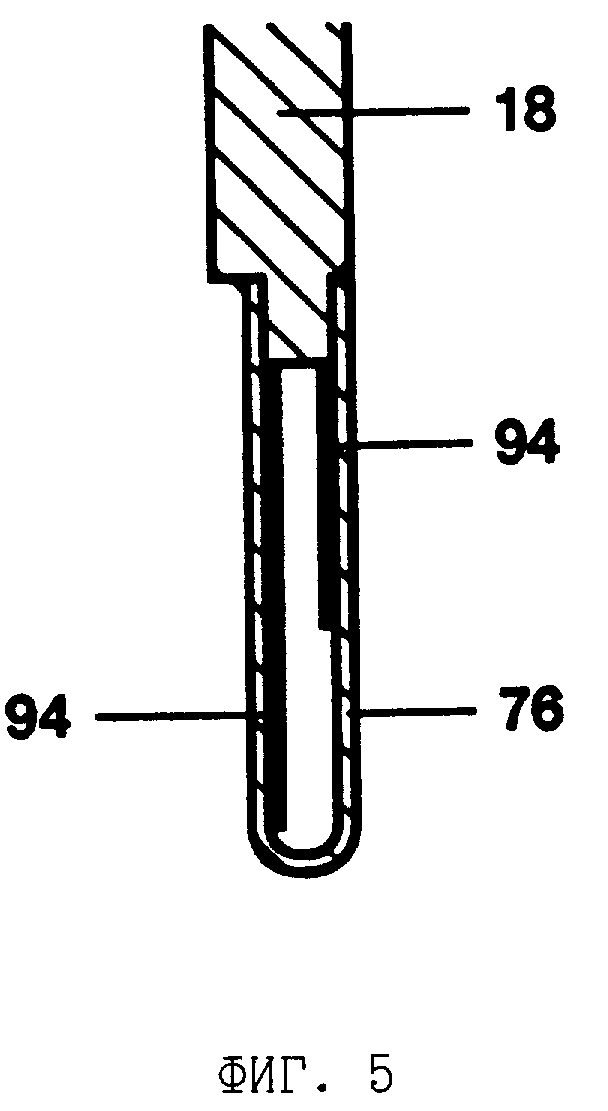
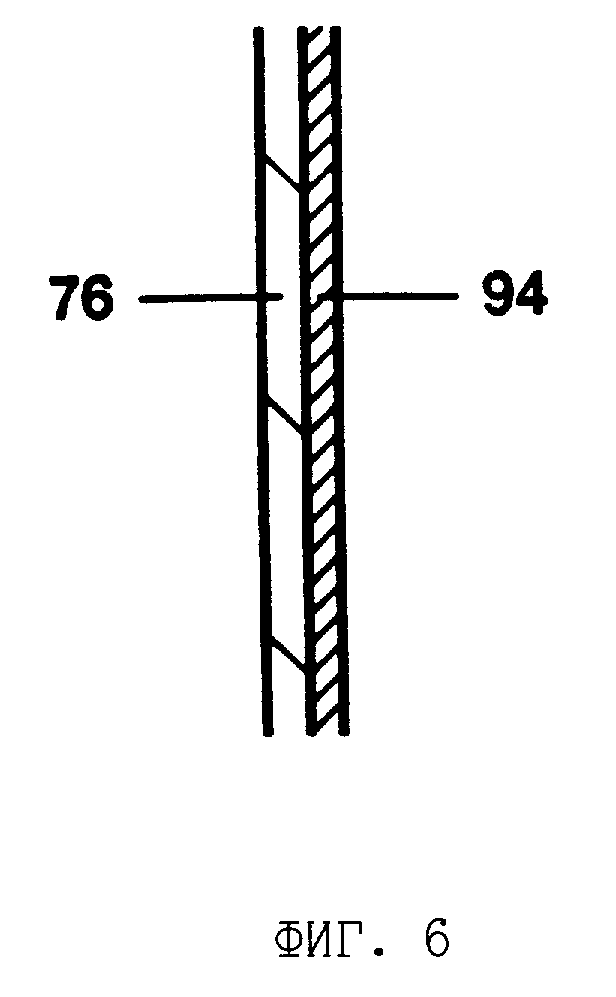
На фиг. 5 показана деталь активной зоны экранирования 18, образованной U-образно изогнутым листом 76, закрепленным на экранирующем элементе. На обеих полках листа 76 нанесены покрытия 94 из меди толщиной 0,3 мм, имеющие неодинаковую длину. Это создает ступенчатый электромагнитный экран, действие которого в верхней части сильнее, чем в нижней части - как в обычных конструкциях.
Другой вариант конструкции показан на фиг. 6. На участке экранирующего листа 76 нанесено покрытие 94, утолщающееся снизу вверх, что создает плавное увеличение экранирующего эффекта снизу вверх.
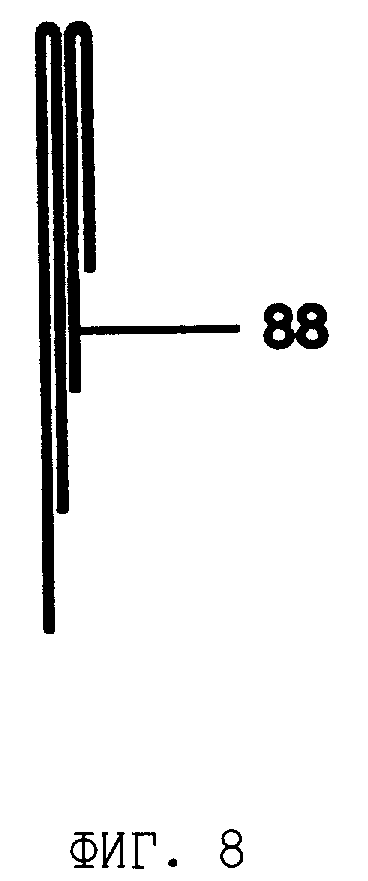
На фиг. 7 изображен вкладыш 88 из фольги, отогнутый сверху до середины и закладываемый в U- или V-образный экран 76 (фиг. 3, 4). Действует такая конструкция аналогично конструкции по фиг. 5.
На фиг. 8 показаны два располагаемых друг на друге изогнутых вкладыша 88, создающих по сравнению с вариантом по фиг. 7 более плавный переход.

Изобретение относится к металлургии, а именно к машинам для получения вертикальной непрерывной заготовки в магнитном поле и способам охлаждения заготовки. Машина содержит в кристаллизаторе направляющую пластину с нижней направляющей поверхностью для охлаждающей воды, разбрызгиваемой под высоким давлением, и/или опорную пластину с верхней направляющей поверхностью для охлаждающей воды 20, вытекающей с низким давлением. Направляющие поверхности выполнены из изолирующего материала. Электромагнитный экран 18, (76) имеет охлаждение изнутри по крайней мере в активной зоне. Корпус 32 кристаллизатора выполнен из многократно изогнутого перфорированного листа 34. Активная зона экрана преимущественно выполнена в виде U или V-образного листа с вкладышем или покрытием для ослабления снизу вверх увеличивающегося магнитного воздействия индуктора. Способ охлаждения заготовки в машине включает сообщение направляющей воду поверхности 80 непрерывного возвратно-поступательного перемещения и/или ее поворот с заданным ритмом. Благодаря этому не зависящая от электромагнитного экрана 18 водяная завеса 22 перемешается вверх и вниз по заготовке 14 на высоту h, что обеспечивает регулируемую подачу охлаждающей воды на заготовку. 2 с. и 12 з.п.ф-лы, 8 ил.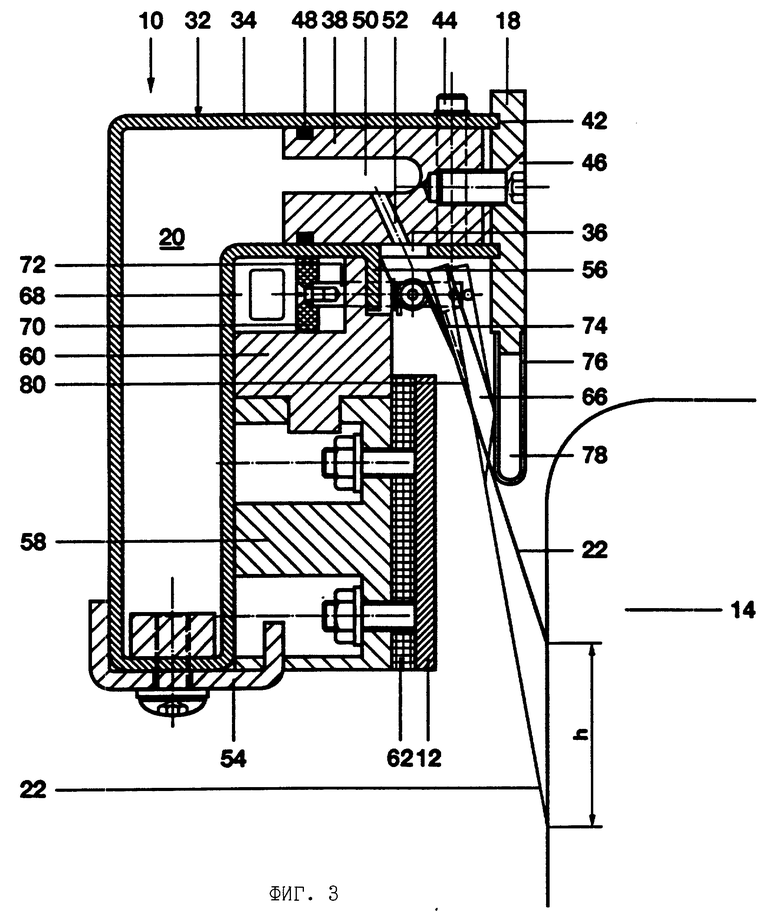
| SU, авторское свидетельство, 330695, B 22 D 11/04, 1981. |
