1
Изобретение относится к области металлургии, в частности к непрерывной или полунепрерывной разливке металлов.
Известна установка непрерывной разливки металлов с электромагнитным формообразователем, включающая разливочное и фильтрующее устройства, стол кристаллизатора с установленным на нем индуктором, сменным немагнитным экраном и спрейером, поддон с затравкой, перемещающийся по направляющим. Однако в металлоконструкциях установки наводятся блуждающие токи, которые вызывают электрохимическую коррозию.
Описываемая установка отличается тем, что она снабжена дополнительными экранами, один из которых, коробчатой формы, установлен с наружной стороны индуктора, а другой - между затравкой и поддоном, причем экран коробчатой формы изолирован от металлоконструкций установки. Это защищает металлоконструкции установки от наведения в ней блуждающих токов.
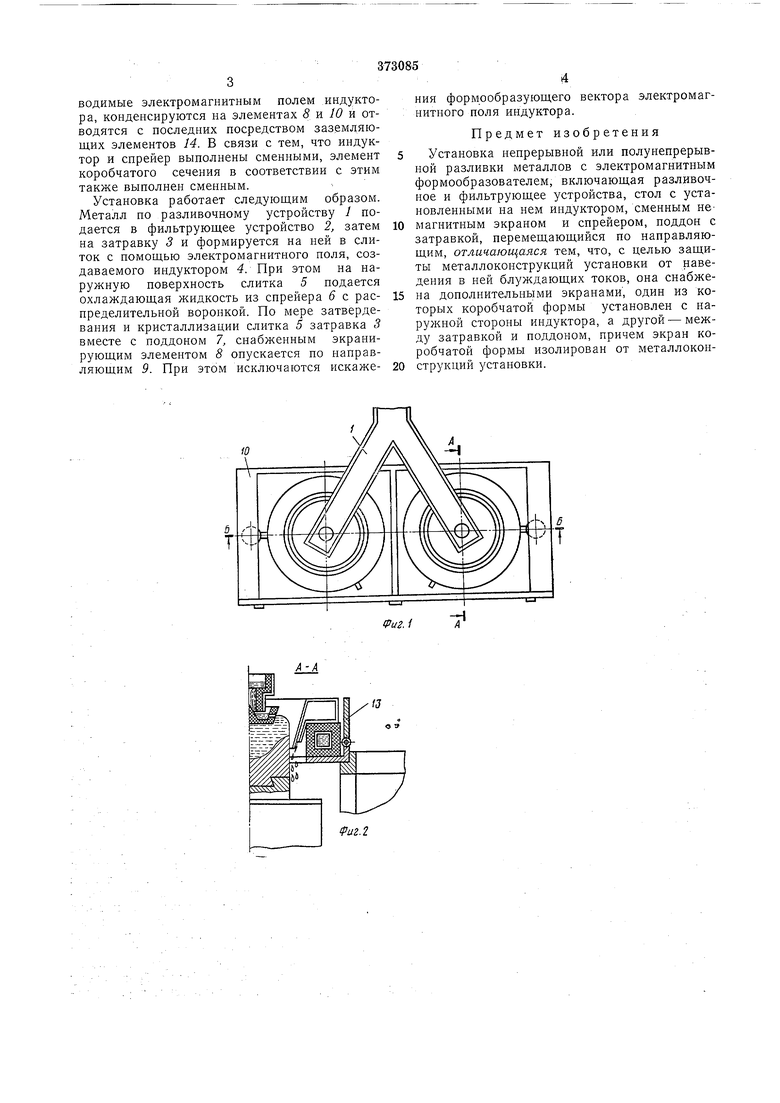
На фиг. 1 показана предлагаемая установка в плане; на фиг. 2 - разрез по Л-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Установка имеет разливочное устройство /, из которого металл подается в фильтрующее устройство 2, а затем на затравку 3, введенную в зону действия электромагнитного поля индуктора 4, формирующего слиток 5.
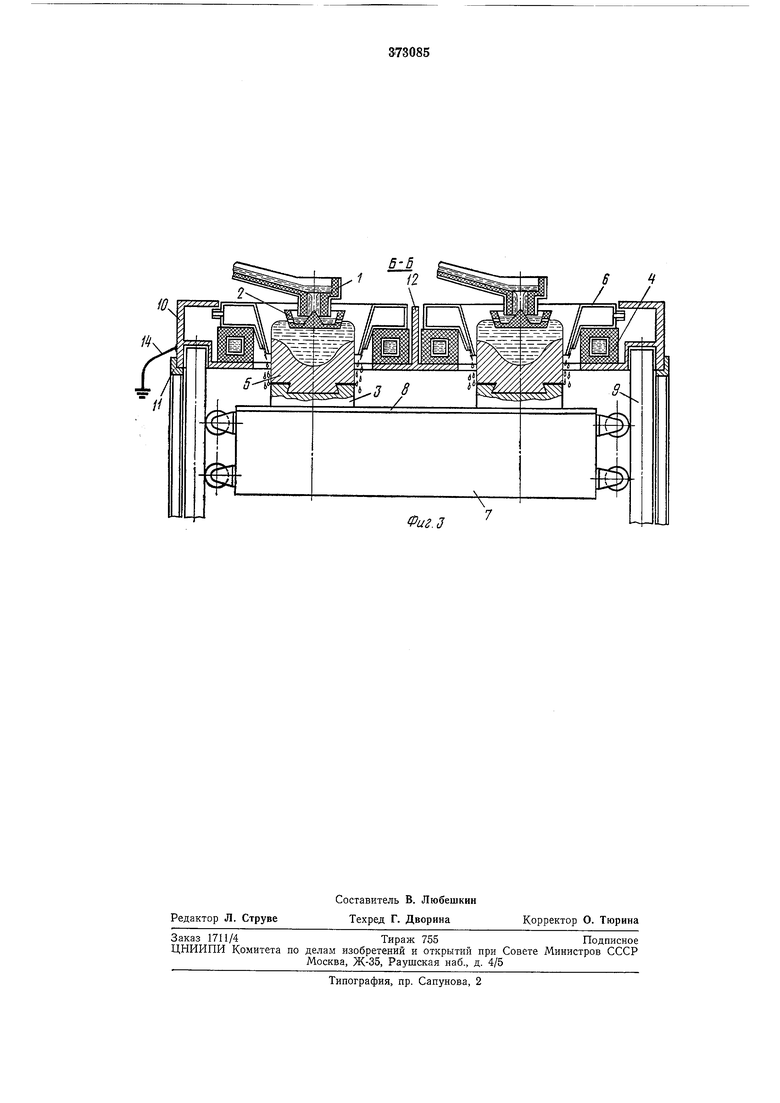
Над индуктором 4 установлен спрейер 6 с направляющей воронкой для подачи охлаждающей жидкости непосредственно на слиток 5. Затравка 3 установлена на поддоне 7, при этом между затравкой и поддоном введен экранирующий элемент в виде плиты 8. Поддон 7 может перемещаться вдоль направляющих 9. Индуктор 4 вместе со спрейером 6 устанавливается в ячейки элемента 10 коробчатого сечения, который вводится в полость стола кристаллизатора 11. Элемент коробчатого сечения 10 разделен на ячейки при помощи экранирующих перегородок 12. Со стороны зоны обслуживания элемент коробчатого сечения снабжен откидной крыщкой 13, щарнирно связанной с элементом 10. Элемент коробчатого сечения заземлен посредством токопроводящего элемента 14, вынесенного из зоны конструкции литейной мащины.
Элементы 8 я 10 выполнены из немагнитного материала, например меди, алюминия или им подобных, что исключает влияние металлических (стальных) элементов установки (поддона 7, направляющих 9 и стола
кристаллизатора 11) на электромагнитное поле, создаваемое индуктором. Перегородки 12 исключают наложение электромагнитных полей индукторов друг на друга, что повышает их стабильность по формообразующему
вектору. При этом электрические заряды, наводимые электромагнитным полем индуктора, конденсируются на элементах 8 тл 10 ц отводятся с последних посредством заземляющих элементов 14. В связи с тем, что индуктор и спрейер выполнены сменными, элемент коробчатого сечения в соответствии с этим также выполнен сменным.
Установка работает следующим образом. Металл по разливочному устройству 1 подается в фильтрующее устройство 2, затем на затравку 3 и формируется на ней в слиток с помощью электромагнитного поля, создаваемого индуктором 4. При этом на наружную поверхность слитка 5 подается охлаждающая жидкость из спрейера 6 с распределительной воронкой. По мере затвердевания и кристаллизации слитка 5 затравка 3 вместе с поддоном 7, снабженным экранирующим элементом 8 опускается по направляющим 9. При этом исключаются искажеЮ
Al4
ния формообразующего вектора электромагнитного поля индуктора.
Предмет изобретения
Установка непрерывной или полунепрерывной разливки металлов с электромагнитным формообразователен, включающая разливочное и фильтрующее устройства, стол с установленными на нем индуктором, сменным немагнитным экраном и спрейером, поддон с затравкой, перемещающийся по направляющим, отличающаяся тем, что, с целью защиты металлоконструкций установки от наведения в ней блуждающих токов, она снабжена дополнительными экранами , один из которых коробчатой формы установлен с наружной стороны индуктора, а другой - между затравкой и поддоном, причем экран коробчатой формы изолирован от металлоконструкций установки.
Фи2. i
fuz.T.
Фиг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ ЗАГОТОВКИ В МАГНИТНОМ ПОЛЕ И СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВКИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1993 |
|
RU2113931C1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| Защитно-экранирующее устройство установки непрерывного литья слитков в электромагнитном кристаллизаторе | 1977 |
|
SU854564A1 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
| Установка для непрерывного или полунепрерывного литья слитков в электромагнитном кристаллизаторе | 1976 |
|
SU854563A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Устройство для выдачи слитков машины полунепрерывного литья | 1983 |
|
SU1102658A1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Устройство для полунепрерывной разливки металлов | 1973 |
|
SU455794A1 |