Изобретение относится к области машиностроения, а именно к оборудованию для изготовления изделий из композиционно-волокнистых материалов способом намотки композиционных материалов на оправки, катушки и т.п.
Уровень техники
Известен намоточный станок, содержащий станину, шпиндель с зажимным устройством, центр задней бабки и нитераскладчик, снабженный дополнительными шпинделем с зажимным устройством и центром задней бабки, закрепленными задними концами соответственно в основных зажимном устройстве и центре задней бабки, а передними - в подшипниковых опорах дополнительных стоек, установленных на станине между бабками - патент на российское изобретение №RU 2342308 С1.
Недостаток известного намоточного станка заключается в сложности установки оправки-оболочки и необходимости закрепления в дополнительном шпинделе центра, что в свою очередь требует дополнительного времени на установку оправки-оболочки и снятие готового изделия. Еще одним недостатком известной конструкции является то, что фиксированное расстояние между нитераскладчиком и осью вращения оправки-оболочки существенно сокращает возможности станка по намотке изделий разного диаметра, так как увеличение диаметра оправки-оболочки приведет к ее соприкосновению с нитераскладчиком, что может вызвать повреждение тонкой оболочки.
Известен станок для рядовой намотки, содержащий привод вращения оправки, узел зажима оправки, нитеукладчик, состоящий из подвижной каретки и ее привода, и два концевых переключателя, поочередно взаимодействующих с подвижной кареткой нитеукладчика, в котором узел зажима оправки снабжен подвижной и подпружиненной в осевом направлении пинолью, один из концевых переключателей выполнен подвижным в направлении, параллельном оси оправки, и кинематически связан с подвижной пинолью узла зажима оправки, а привод каретки нитеукладчика выполнен в виде шагового электродвигателя, связанного с кареткой через ходовой винт - патент на российское изобретение №RU 2233236 С1.
К недостаткам известной конструкции станка для рядовой намотки является то, что каретка может перемещаться только вдоль оси наматываемого изделия, а ее ось продольного перемещения находится на фиксированном расстоянии от оси наматываемого изделия, что существенно сокращает номенклатуру наматываемых изделий. Еще одним недостатком известной конструкции является то, что каретка жестко закреплена на ходовом винте, что делает не возможным перекрестную намотку.
Сущность изобретения
Заявленное изобретение направлено на решение задачи по увеличению номенклатуры наматываемых изделий на одном и том же станке, расширению схем намотки на одном станке и увеличению скорости намотки изделия.
Технический результат заявленного изобретения заключается в повышении скорости намотки изделия.
Указанный технический результат достигается за счет того, что станок для композитной намотки, содержащий станину, направляющие, неподвижную переднюю бабку с приводом вращения оправки, подвижную заднюю бабку с приводом линейного перемещения, выполненную с возможностью перемещения по упомянутым направляющим, подвижную каретку и пропитывающий тракт, при этом передняя бабка и задняя бабка выполнены в портальном исполнении, причем задняя бабка выполнена с подпружиненным центром и силовым цилиндром, жестко связанным с подпружиненным центром, а подвижная каретка, координатная система которой выполнена в портальном исполнении, расположена на подвижной площадке, и выполнена с возможностью перемещения вдоль оси изделия по продольной оси с помощью привода продольной оси и перпендикулярно оси изделия по перпендикулярной оси с помощью привода перпендикулярной оси, причем продольная ось закреплена на подвижной площадке перпендикулярной оси, а перпендикулярная ось подвижной каретки закреплена на станине, при этом на каретке размещено следящее кольцо с гребенкой, а пропитывающий тракт отделен от подвижной каретки и установлен статично.
В частном случае реализации заявленного технического решения выполнен с двумя расположенными параллельно перпендикулярными осями каретки.
В частном случае реализации заявленного технического решения перемещение двух перпендикулярных осей каретки синхронизировано общим валом.
В частном случае реализации заявленного технического решения перемещение двух перпендикулярных осей каретки синхронизировано с помощью синхронной работы двух приводов перпендикулярной оси, управляемых с помощью системы ЧПУ.
В частном случае реализации заявленного технического решения привод вращения оправки дополнительно содержит редуктор.
В частном случае реализации заявленного технического решения привод линейного перемещения подвижной задней бабки с помощью редуктора или напрямую механически связан с элементами передачи момента с вала электродвигателя в линейное перемещение, например, зубчатая рейка и шестерня.
В частном случае реализации заявленного технического решения передняя бабка снабжена устройством для быстросъемного закрепления оправки наматываемого изделия выполненного в виде отверстия или в виде кулачкового быстрозажимного патрона.
В частном случае реализации заявленного технического решения выполнен с ЧПУ.
Выполнение передней бабки и задней бабки в портальном исполнении позволяют расположить продольную ось и перпендикулярную ось подвижной каретки над наматываемым изделием, что предохраняет механизмы передвижения, например роликовых направляющих, по осям от попадания в них связующего с наматываемого изделия и/или с композитно-волокнистого материала, тем самым устраняет риск заклинивания или подтормаживания направлящих, сохраняет высокую скорость изготовления изделий и уменьшает межоперационное время, необходимое для очистки элементов станка от связующего.
Внедрение в заднюю бабку подпружиненного центра с возможностью ручного перемещения заднего центра по направляющим на расстояние необходимое для снятия или установки оправки наматываемого изделия значительно уменьшает межоперационное время, необходимое для его выполнения.
Перемещение по команде оператора силового цилиндра с усилием необходимым для удержания оправки изделия во время намотки, сокращает межоперационное время, необходимое для фиксации оправки.
Размещение пропитывающего тракта отдельно от подвижной каретки позволяет существенно снизить массовые и габаритные размеры подвижной каретки, что приводит к уменьшению ее веса и к увеличению скорости перемещения по продольной и перпендикулярной осям упомянутой выше каретки.
Внедрение в кинематику станка для композитной намотки перпендикулярной оси позволяет перемещать продольную ось перемещения каретки перпендикулярно оси вращения наматываемого изделия, тем самым расширяя номенклатуру наматываемых композитных изделий, при этом перемещаясь как параллельно оси намотки наматываемого изделия, так и перпендикулярно к ней, каретка со следящим кольцом и подвижной гребенкой позволяют производить перекрестную намотку композитно-волокнистыми материалами, что позволяет существенно расширить возможности станка по наматываемым схемам.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящего изобретения следуют из нижеследующего описания вариантов реализации заявленного технического решения с использованием чертежей, на которых показано:
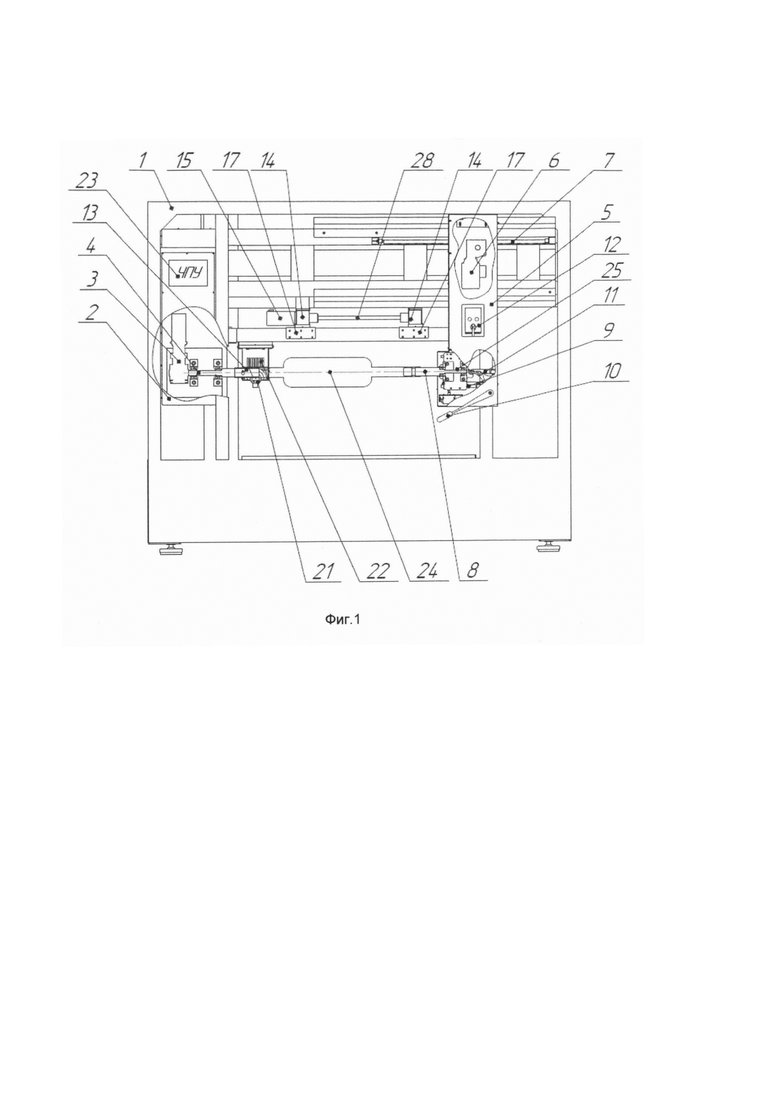
Фиг. 1 - станок для композитной намотки. Вид сбоку.
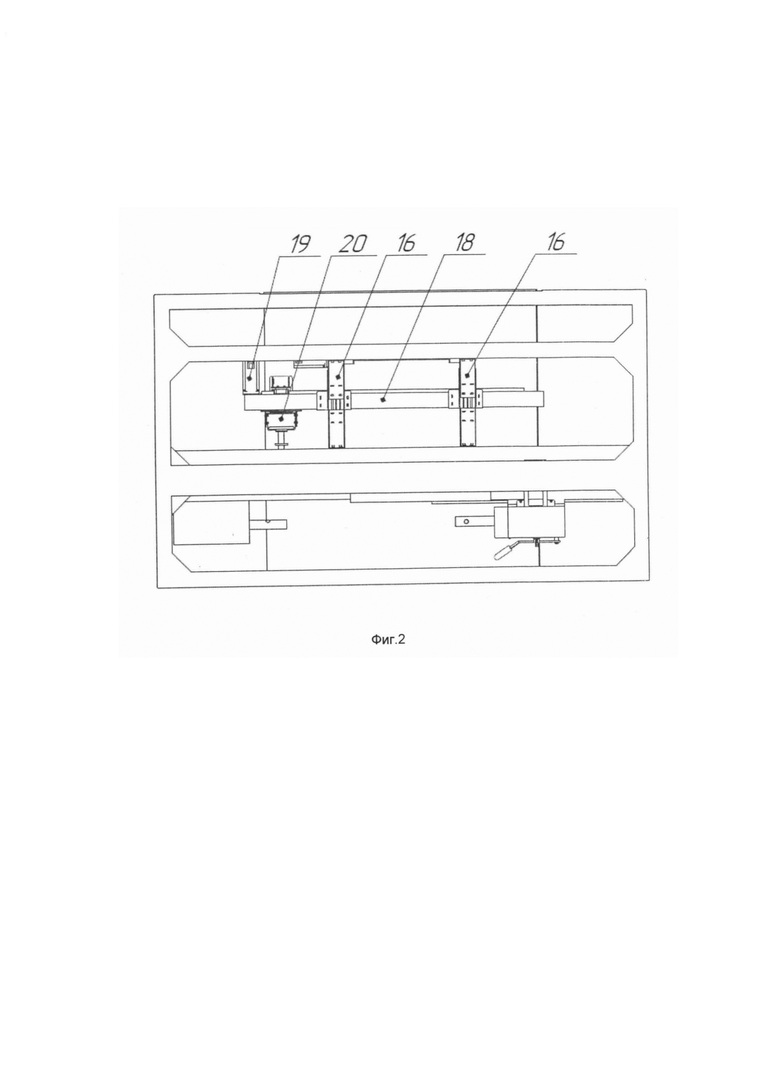
Фиг. 2 - станок для композитной намотки и неподвижный пропитывающий тракт. Вид сверху.
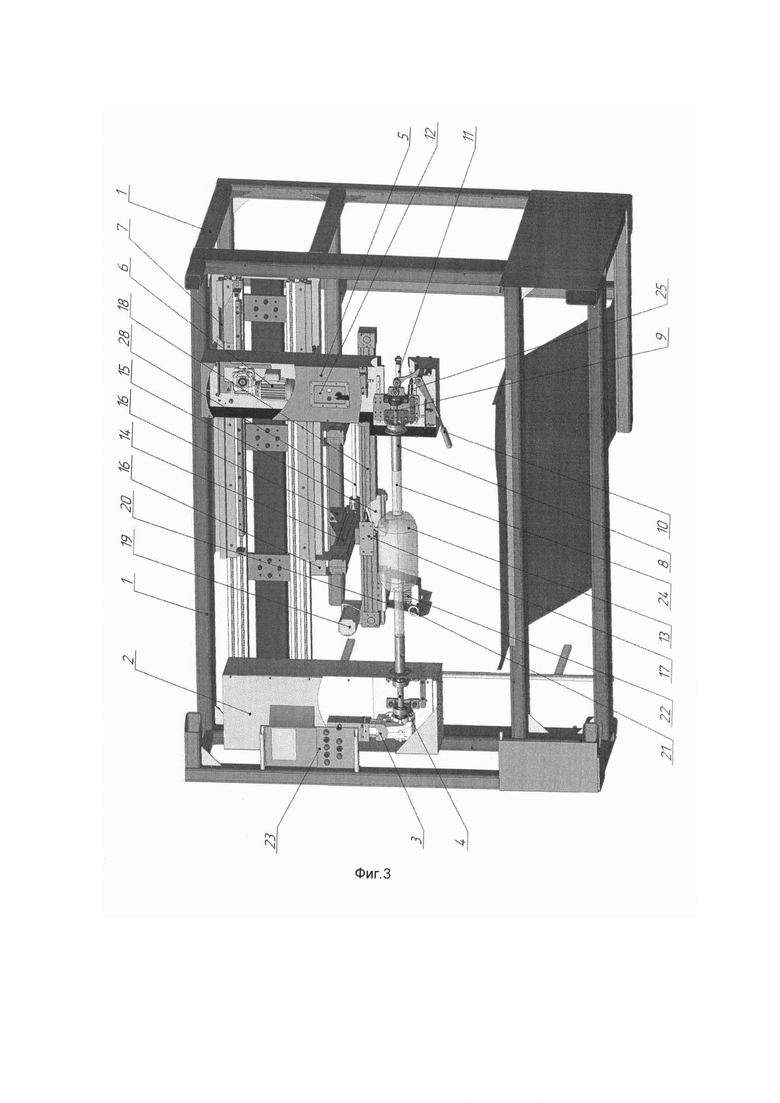
Фиг. 3 - станок для композитной намотки. Общий вид.
Фиг. 4 - расположение системы ЧПУ станка для композитной намотки.
На фигурах цифрами обозначены следующие позиции.
1 - станина; 2 - неподвижна передняя бабка; 3 - привод вращения оправки; 4 - вал передней бабки; 5 - подвижная задняя бабка; 6 - привод линейного перемещения; 7 -направляющие; 8 - задний центр; 9 - вал; 10 - ручка оператора; 11 - силовой цилиндр; 12 - пульт; 13 - изделие; 14 - перпендикулярная ось; 15 - привод перпендикулярной оси; 16 - кронштейн; 17 - уголок; 18 - продольная ось; 19 - привод продольной оси; 20 - подвижная площадка; 21 - следящее кольцо; 22 - гребенка; 23 - система ЧПУ; 24 - ось изделия; 25 - пружина; 26 - неподвижный пропитывающий тракт; 27 - станок.
Раскрытие изобретения
Станок для композитной намотки содержит станину, направляющие, неподвижную переднюю бабку с приводом вращения оправки, подвижную заднюю бабку с приводом линейного перемещения, выполненную с возможностью перемещения по упомянутым направляющим и подвижную каретку, а также пропитывающий тракт.
Станок для композитной намотки состоит из станины (1). Длина станины (1) больше длины максимально длинного наматываемого изделия на величину необходимую для установки передней бабки и задней бабки в крайних противоположных сторонах станины бабок соответственно.
Станина (1) станка для композитной намотки представляет собой станину бабок, на которой портально закреплены неподвижная передняя бабка (2) и подвижная задняя бабка (5), при этом подвижная задняя бабка (5) установлена с возможностью перемещения на станине посредством направляющих (7). Направляющие (7) закреплены в свою очередь на станине (1). Направляющие (7) закреплены на станине (1) параллельно оси наматываемого изделия (24).
Неподвижная передняя бабка (2) содержит привод (3) вращения оправки. Привод (3) вращения оправки состоит из электродвигателя, выходной вал которого механически соединен с валом (4) неподвижной передней бабки (2).
Для передачи большего крутящего момента на выходной вал электродвигателя может дополнительно устанавливаться редуктор, а уже на выходной вал редуктора устанавливается вал передней баки (4).
Вал (4) неподвижной передней бабки (2) снабжен устройством для быстросъемного закрепления оправки изделия (13).
Устройство для быстросъемного закрепления оправки выполнено в виде отверстие или в виде кулачкового быстрозажимного патрона. Вал (4) неподвижной передней бабки (2) расположен таким образом на передней бабке, чтобы ось его вращения совпадала с осью вращения наматываемого изделия 24.
Подвижная задняя бабка (5) содержит привод линейного перемещения (6), выполненный с возможностью перемещать подвижную заднюю бабку по направляющим (7). Подвижная задняя бабка (5) установлена на противоположной стороне станины (1) относительно передней бабки (2).
При этом привод (6) линейного перемещения состоит электродвигателя, выходной вал которого с помощью редуктора или напрямую механически связан с элементами передачи момента с вала электродвигателя в линейное перемещение, например, зубчатая рейка и шестерня.
На подвижную заднюю бабку (5) установлены направляющие вала (9). Направляющие вала (9) закреплены параллельно оси (24) вращения наматываемого изделия. На направляющие вала (9) подвижной задней бабки (5) установлен подпружиненный задний центр (8).
На обратной стороне задней бабки (5) установлен силовой цилиндр (11), который жестко связан с подпружиненным задним центром (8).
Подпружиненный задний центр (8) посредством рычагов механически связан с ручкой (10), которая позволяет оператору вручную перемещать по направляющим вала (9), подпружиненный задний центр (8) на величину рабочего хода пружины (25), которая, в свою очередь установлена на оси подпружиненного заднего центра (8) и служит для его возврата в исходное положение.
При этом подвижная задняя бабка (5) установлена на станине таким образом, чтобы ось заднего центра (8) совпадала с осью вращения наматываемого изделия (24) и таким образом совпадала с осью вращения вала передней неподвижной бабки (4).
На лицевой стороне задней бабки (5) расположен пульт (12), который управляет перемещением задней бабки (5) по направляющим (7), которое необходимо для выставления длины наматываемого изделия, и управляет перемещением силового цилиндра (11). Усилие цилиндра (11) может регулироваться в зависимости от применяемой оправки изделия, схемы намотки и типа наматываемого изделия оператором.
На станине (1) станка для композитной намотки с помощью кронштейна (16) жестко прикреплена по меньшей мере одна перпендикулярная ось (14), при этом ее местоположение определяется габаритами наматываемого изделия и выбирается таким образом, чтобы ее центр был по середине изделия.
При этом, если количество перпендикулярных осей более одной, то их местоположение определяется габаритами наматываемого изделия и выбирается таким образом, чтобы их расположение было равно удаленным от середины наматываемого изделия.
Работа перпендикулярных осей (14) синхронизирована в варианте реализации заявленного технического решения механически с помощью общего вала перпендикулярной оси (28), соединенного с одним общим приводом (15) перпендикулярной оси (14).
При этом привод (15) перпендикулярной оси (14) состоит из электродвигателя, выходной вал которого с помощью редуктора или напрямую механически связан с элементами передачи момента с вала электродвигателя в линейное перемещение подвижной площадки, к которой крепится с помощью уголка (17) продольная ось. Элементы передачи момента с вала электродвигателя в линейное перемещение могут быть выполнены в виде зубчатой рейки и шестерни.
Работа перпендикулярных осей (14) синхронизирована в варианте реализации заявленного технического решения механически с помощью синхронной работы двух приводов (15) перпендикулярной оси (14), управляемых с помощью системы ЧПУ.
При этом к подвижной площадке с помощью уголка (17) крепится продольная ось (18), содержащая привод (19) продольной оси, а количество уголков (17) равно количеству перпендикулярных осей (14).
При этом привод (19) продольной оси (18) состоит электродвигателя, выходной вал которого с помощью редуктора или напрямую механически связан с элементами передачи момента с вала электродвигателя в линейное перемещение подвижной площадки продольной оси, например, ремень, закрепленный на подвижной площадке продольной оси, и шкив.
На подвижной площадке продольной оси (18) установлена подвижная каретка (20), содержащая следящее кольцо (21) и гребенку (22), расположенную таким образом, чтобы точка схода со следящего кольца композитно-волокнистого материала располагалась на оси наматываемого изделия (24)
Станок для композитной намотки в своем составе имеет шкаф с системой ЧПУ (23), который может быть установлен как на самой станине станка, показано на фиг. 1, так и быть выполнен в виде отдельно стоящего шкафа, показано на фиг. 4, при этом его расположение относительно станка, должно быть удобно для оператора, работающего за описанным выше станком.
Устройство работает следующим образом.
Включают систему ЧПУ (23). С помощью привода перемещения задней бабки (6) перемещают заднюю бабку (5) по направляющим (7) таким образом, чтобы расстояние между валом (4) передней бабки и подпружиненным задним центром (8) равнялось длине оправки изделия (13) за вычетом длины хода подпружиненного заднего центра, который обеспечивается рабочим ходом пружины.
После выставления длины, оператор с помощью нажатия на ручку (10) перемещает подпружиненный задний центр (8) по направляющим вала (9) на величину рабочего хода пружины (25), устанавливает оправку изделия (13) на вал передней бабки (4), по завершении чего отпускает ручку (10), в результате чего под действием силы пружины (25) подпружиненный задний центр (8) поджимает оправку изделия, при этом осуществляют фиксацию последнюю в устройстве быстросъемного закрепления на валу передней бабки (4), при этом усилие пружины достаточно только для удержания оправки изделия между передней бабкой (2) и задней бабкой (5).
Для обеспечения надежности закрепления оправки изделия (13) во время наматывания изделия, падают на силовой цилиндр (11) сигнал на поджатие оправки изделия (13), при этом усилие, развиваемое силовым цилиндром, может регулироваться в зависимости от применяемой оправки изделия, схемы намотки и типа наматываемого изделия.
В системе ЧПУ оператором выбирается программа, согласно которой будет происходить намотка композитного изделия, и, после включения привода вращения оправки (3), производят намотку композитно-волокнистыми материалами со связующим.
Во время намотки каретка (20) перемещается вдоль оси (24) изделия (13) по продольной оси (18) с помощью привода продольной оси (19), а перпендикулярно оси (24) изделия, по перпендикулярной оси (14) с помощью привода перпендикулярной оси (15), при этом пропитанный композитно-волокнистый материал, прошедший предварительную пропитку связующим в неподвижном тракте, который расположен отдельно от композитного станка (27), проходит через гребенку (22) и следящее кольцо (21) наматывается на оправку изделия (13).
Приведенные выше технические решения, а именно: применение в кинематике композитного станка одновременно продольной оси (18) и перпендикулярной оси (14) перемещения каретки (20) существенно расширяет технологические возможности композитного станка по намотке композитно-волокнистых материалов на оправки изделий (13) различных типов форм, в том числе сложной формы, например, изделия типа шар, баллон, кокон.
Включение в состав каретки композитного станка следящее кольцо (21) в совокупности с продольной осью (18) и перпендикулярной осью (14), по которой может перемещаться каретка (20), позволяет осуществлять как рядовую, так и перекрестную намотку по программе с ЧПУ, при этом количество рядов, их тип и их чередование определяется программой, написанной в соответствии с наматываемым изделием и запрограммированной в ЧПУ композитного станка.
Применение подпружиненного заднего центра (8) по направляющим вала (9) с возможностью перемещения с помощью ручки (10) на величину рабочего хода пружины (25) значительно сокращает время установки оправки изделия и снятия намотанного изделия.
Размещение пропитывающего тракта отдельно от композитного станка позволило существенно снизить вес и габариты каретки (20), что напрямую повлияло на скорость перемещения последней по продольной оси (18) и перпендикулярной оси (14) во время наматывания изделия, тем самым повысить скорость изготовления изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок совмещенной намотки | 2019 |
|
RU2731899C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| СТАНОК НАМОТОЧНЫЙ | 2015 |
|
RU2615478C1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ТИПА ЦИЛИНДРИЧЕСКИХ БАЛЛОНОВ | 1978 |
|
SU786168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ПРИФОРМОВКОЙ АРМИРУЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2186684C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| Токарный многоцелевой станок | 1991 |
|
SU1827326A1 |
| НАМОТОЧНЫЙ СТАНОК | 1971 |
|
SU422620A1 |
Изобретение относится к области машиностроения, а именно к оборудованию для изготовления изделий из композиционно-волокнистых материалов способом намотки композиционных материалов на оправки, катушки и т.п. Станок содержит станину, направляющие, неподвижную переднюю бабку с приводом вращения оправки. Подвижная задняя бабка с приводом линейного перемещения выполнена с возможностью перемещения по упомянутым направляющим. Содержит подвижную каретку и пропитывающий тракт. Передняя бабка и задняя бабка выполнены в портальном исполнении. Причем задняя бабка выполнена с подпружиненным центром и силовым цилиндром, жестко связанным с подпружиненным центром. Подвижная каретка, координатная система которой выполнена в портальном исполнении, расположена на подвижной площадке, и выполнена с возможностью перемещения вдоль оси изделия по продольной оси с помощью привода продольной оси и перпендикулярно оси изделия по перпендикулярной оси с помощью привода перпендикулярной оси. Причем продольная ось закреплена на подвижной площадке перпендикулярной оси. Перпендикулярная ось подвижной каретки закреплена на станине. На каретке размещено следящее кольцо с гребенкой. Пропитывающий тракт отделен от подвижной каретки и установлен статично. Использование заявленного изобретения позволяет повысить скорость намотки изделия. 7 з.п. ф-лы, 4 ил.
1. Станок для композитной намотки, содержащий станину, направляющие, неподвижную переднюю бабку с приводом вращения оправки, подвижную заднюю бабку с приводом линейного перемещения, выполненную с возможностью перемещения по упомянутым направляющим, подвижную каретку и пропитывающий тракт, при этом передняя бабка и задняя бабка выполнены в портальном исполнении, причем задняя бабка выполнена с подпружиненным центром и силовым цилиндром, жестко связанным с подпружиненным центром, а подвижная каретка, координатная система которой выполнена в портальном исполнении, расположена на подвижной площадке, и выполнена с возможностью перемещения вдоль оси изделия по продольной оси с помощью привода продольной оси и перпендикулярно оси изделия по перпендикулярной оси с помощью привода перпендикулярной оси, причем продольная ось закреплена на подвижной площадке перпендикулярной оси, а перпендикулярная ось подвижной каретки закреплена на станине, при этом на каретке размещено следящее кольцо с гребенкой, а пропитывающий тракт отделен от подвижной каретки и установлен статично.
2. Станок по п. 1, отличающийся тем, что выполнен с двумя расположенными параллельно перпендикулярными осями каретки.
3. Станок по п. 1, отличающийся тем, что перемещение двух перпендикулярных осей каретки синхронизировано общим валом.
4. Станок по п. 1, отличающийся тем, что перемещение двух перпендикулярных осей каретки синхронизировано с помощью синхронной работы двух приводов перпендикулярной оси, управляемых с помощью системы ЧПУ.
5. Станок по п. 1, отличающийся тем, что привод вращения оправки дополнительно содержит редуктор.
6. Станок по п. 1, отличающийся тем, что привод линейного перемещения подвижной задней бабки с помощью редуктора или напрямую механически связан с элементами передачи момента с вала электродвигателя в линейное перемещение, например зубчатой рейкой и шестерней.
7. Станок по п. 1, отличающийся тем, что передняя бабка снабжена устройством для быстросъемного закрепления оправки наматываемого изделия, выполненного в виде отверстия или в виде кулачкового быстрозажимного патрона.
8. Станок по п. 1, отличающийся тем, что выполнен с ЧПУ.
| СТАНОК ДЛЯ РЯДОВОЙ НАМОТКИ | 2003 |
|
RU2233236C1 |
| НАМОТОЧНЫЙ СТАНОК | 2007 |
|
RU2342308C1 |
| Способ измерения линейных размеров или малых перемещений при помощи кварцевого вибратора | 1944 |
|
SU72955A1 |
| CN 105377735 A, 02.03.2016 | |||
| US 6435447 B1, 20.08.2002. | |||

