Изобретение относится к области сварки и предназначено для соединения полимерных материалов.
Из существующего уровня техники, относящегося к рассматриваемой области, наиболее близким к заявляемому изобретению по совокупности признаков является способ соединения полимерных материалов, включающий предварительную термообработку соединяемых кромок, в процессе которой каждую из соединяемых поверхностей зажимают в жесткой пресс-форме из материала, коэффициент термического расширения которого по меньшей мере равен коэффициенту термического расширения материала соединяемых поверхностей, нагревают их до температуры текучести материала в зоне, ширина которой превышает ширину сварного шва на 0,6 - 0,8 толщины кромки свариваемой поверхности, путем нагрева соответствующего участка пресс-формы и одновременно охлаждают остальную околошовную зону соединяемых поверхностей до температуры на 50 - 60 градусов ниже температуры размягчения материала, причем после обработки соединяемые кромки охлаждают [1].
Заявляемый способ соединения полимерных поверхностей совпадает с известным по следующей совокупности признаков, а именно:
сжатие соединяемых поверхностей в пресс-форме, материал которой имеет коэффициент термического расширения, по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей, последующее нагревание соединяемых поверхностей до температуры текучести при одновременном охлаждении остальной околошовной зоны.
Однако известный способ не обеспечивает технического результата заявляемого изобретения, что обусловлено выполнением операций способа, а именно нагревом соединяемых кромок до температуры текучести путем нагрева соответствующего участка пресс-формы, что обуславливает длительное температурное воздействие, приводящее к деформации соединяемых поверхностей.
Задача, на решение которой направлено изобретение, состоит в создании такого способа соединения полимерных материалов, который благодаря новому выполнению операций нагрева предотвратил бы деформацию соединяемых поверхностей, что повысило бы качество изделий.
Поставленная задача решается в способе соединения полимерных материалов, включающем сжатие соединяемых полимерных поверхностей в пресс-форме, материал которой имеет коэффициент термического расширения, по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей, последующее нагревание соединяемых поверхностей до температуры текучести с одновременным охлаждением околошовной зоны тем, что, согласно предмету изобретения, сжатие поверхностей осуществляют в пресс-форме, содержащей по периметру околошовной зоны клиновидный выступ, а нагрев соединяемых поверхностей проводят путем впрыскивания в пресс-форму расплава того же полимера.
Заявляемая совокупность существенных признаков обеспечивает устранение влияния температурного воздействия на деформацию соединяемых поверхностей следующим образом.
При впрыскивании расплава полимерного материала в пресс-форму, в которой зажаты кромки соединяемых полимерных поверхностей, происходит расплавление только поверхностных участков соединяемых кромок, при этом расплав полимера окружает кромки, образуя с ними однородный шов при затвердении. Поскольку процесс происходит в пресс-форме, то сама пресс-форма является радиатором, отводящим тепло не только от околошовной зоны, а и от всей зоны соединения поверхностей полимерных материалов, что обеспечивает быстрое охлаждение по всему объему соединяемых поверхностей и предотвращает деформацию за пределами шовной зоны.
Предложенный способ иллюстрируется чертежом
Соединяемые полимерные поверхности 1 зажимаются в пресс-форме 2, содержащей по периметру околошовной зоны клиновидный выступ 3, зазор 4 и канал 5 для впрыскивания расплава полимера.
Способ соединения полимерных поверхностей осуществляют следующим образом. После помещения соединяемых поверхностей 1 в пресс-форме 2 и сжатия их клиновидным выступом 3 по каналу 5 в зазор 4 под давлением подают расплав того же полимера, что и соединяемые поверхности, который обеспечивает нагрев поверхностей соединяемых кромок до температуры текучести. Поверхность пресс-формы одновременно является радиатором отвода тепла от шовной зоны, что обеспечивает быстрое охлаждение как расплава, так и поверхности соединяемых кромок, которые образуют единый шов. При этом быстрое охлаждение соединяемых кромок и расплава, обеспечиваемое пресс-формой, не приводит к деформации соединяемых поверхностей, а клиновидный выступ 3 препятствует выходу расплава полимера из зоны сварки.
Пример 1.
Осуществляют соединение поверхностей полистирола. Соединяемые поверхности 1, высота кромки каждой 0,8 мм, зажимают в пресс-форме 2, содержащей клиновидный выступ 3 по периметру околошовной зоны и зазор 4 между торцами соединяемых поверхностей 1 и поверхностью пресс-формы 2. Ширина кромки соединяемых поверхностей - 1,0 мм; ширина зоны соединения - 1 мм + 0,8•0,8 мм = 1,64 мм; высота зоны соединения - 2•0,8 мм + 0,8•0,8 мм = 2,24 мм.
После помещения полистирольных поверхностей 1 в пресс-форму 2 и сжатия их клиновидным выступом 3 по каналу 5 в зазор 4 под давлением 5 атмосфер (500 кПа) впрыскивают 2,8 г расплава полистирола с температурой 250oC, что обеспечивает нагрев поверхностей соединяемых кромок до температуры текучести и образование однородного материала в области соединения. Поверхность пресс-формы 2 одновременно является теплоотводом для околошовной зоны, что обеспечивает быстрое охлаждение как расплава, так и поверхности соединяемых кромок. При этом быстрое охлаждение соединяемых кромок и расплава, обеспечиваемое пресс-формой, не приводит к деформации соединяемых поверхностей, а клиновидный выступ 3 препятствует выходу расплава полистирола из зоны соединения.
Пример 2.
Осуществляют соединение поверхностей полиэтилена. Соединяемые поверхности 1, высота кромки каждой 0,8 мм, зажимают в пресс-форме 2, содержащей клиновидный выступ 3 по периметру околошовной зоны и зазор 4 между торцами соединяемых поверхностей 1 и поверхностью пресс-формы 2. Ширина кромки соединяемых поверхностей - 1,0 мм; ширина зоны соединения - 1 мм + 0,8•0,8 мм = 1,64 мм; высота зоны соединения - 2•0,8 мм + 0,8•0,8 мм = 2,24 мм.
После помещения полиэтиленовых поверхностей 1 в пресс-форму 2 и сжатия их клиновидным выступом 3" по каналу 5 в зазор 4 под давлением 4,8 атмосфер (480 кПа) впрыскивают 2,7 г расплава полиэтилена с температурой 220oC, что обеспечивает нагрев поверхностей соединяемых кромок до температуры текучести и образование однородного материала в области соединения. Поверхность пресс-формы 2 одновременно является теплоотводом для околошовной зоны, что обеспечивает быстрое охлаждение как расплава, так и поверхности соединяемых кромок. При этом быстрое охлаждение соединяемых кромок и расплава, обеспечиваемое пресс-формой, не приводит к деформации соединяемых поверхностей, а клиновидный выступ 3 препятствует выходу расплава полиэтилена из зоны соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ШПРИЦ | 1997 |
|
RU2122440C1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОТОЛЩИННЫХ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2228845C1 |
| Способ соединения полимерных материалов | 1987 |
|
SU1442419A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| Способ стыковой сварки деталей из термопластов | 1988 |
|
SU1558696A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| Способ получения деформируемых полуфабрикатов из сплавов системы алюминий-медь-марганец | 1989 |
|
SU1738865A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| Способ изготовления упрочняющей накладки передней кромки лопатки вентилятора | 2019 |
|
RU2711697C1 |
Изобретение относится к области сварки и предназначено для соединения полимерных материалов. В способе соединения полимерных материалов соединяемые поверхности зажимают в пресс-форме, материал которой имеет коэффициент термического расширения, по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей. Пресс-форма имеет зазор, охватывающий место соединения поверхностей, клиновидный выступ по периметру околошовной зоны и канал для впрыскивания расплава полимера. Зафиксированные в пресс-форме кромки, обжатые клиновидным выступом, подвергают нагреву до температуры текучести путем подачи в зазор расплава того же полимера под давлением. Пресс-форма при этом обеспечивает быстрый отвод тепла от околошовной зоны. Описываемый способ устраняет деформацию соединяемых поверхностей. 1 ил.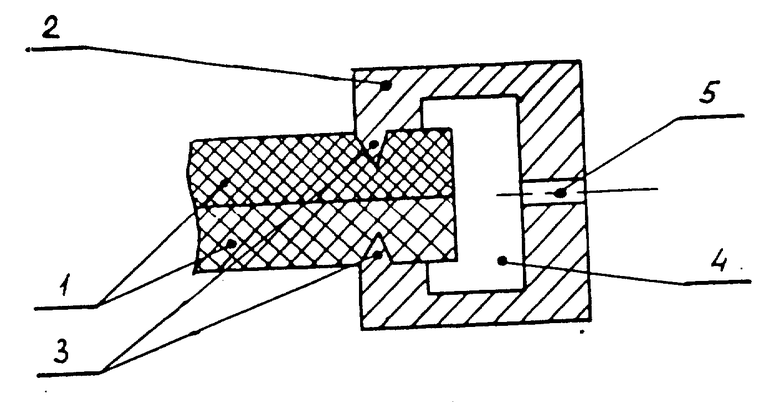
Способ соединения полимерных материалов, включающий сжатие соединяемых полимерных поверхностей в пресс-форме, материал которой имеет коэффициент термического расширения, по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей, последующее нагревание поверхностей до температуры текучести при одновременном охлаждении остальной околошовной зоны соединяемых поверхностей, отличающийся тем, что сжатие соединяемых поверхностей осуществляют в пресс-форме, содержащей по периметру околошовной зоны клиновидный выступ, а нагрев соединяемых поверхностей проводят путем впрыскивания в пресс-форму расплава того же полимера.
| SU, авторское свидетельство, 1442419, кл | |||
| Солесос | 1922 |
|
SU29A1 |
