4 iib
СО 4i
Изобретение относится к сварке пластмасс, а именно к способам соединения термопластичньк ориентированных материалов.
Цель изобретения - повышение качества сварки термопластичньк ориентированных материалов.
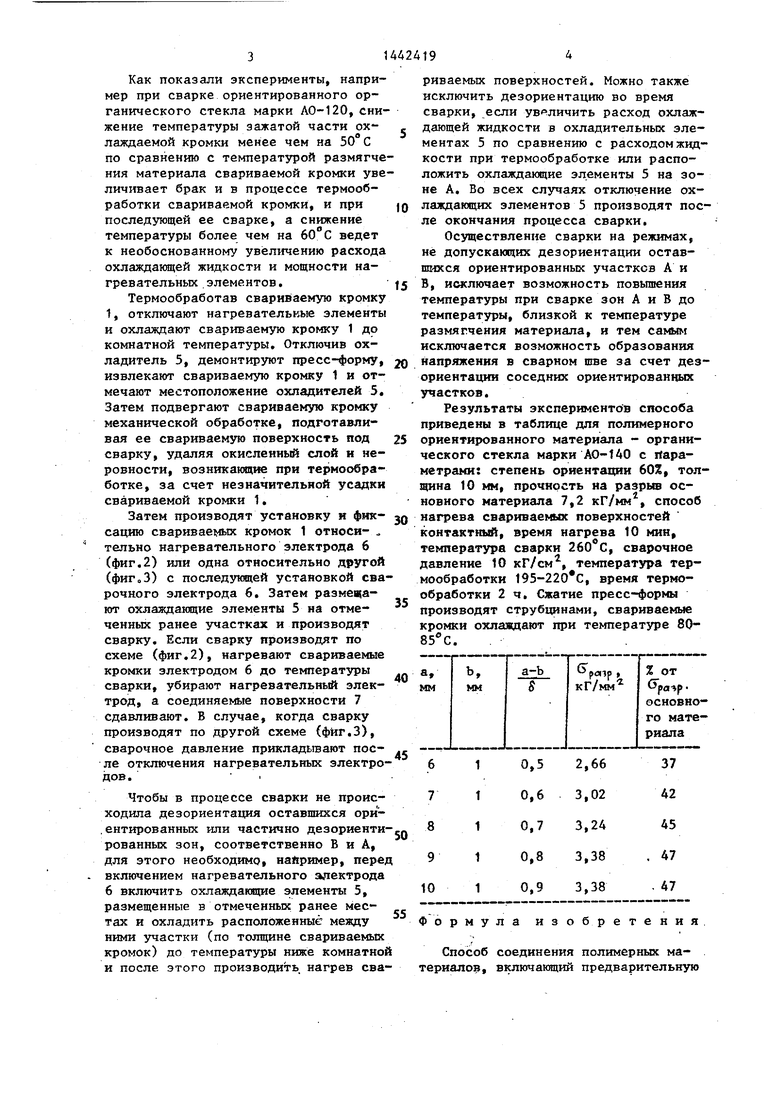
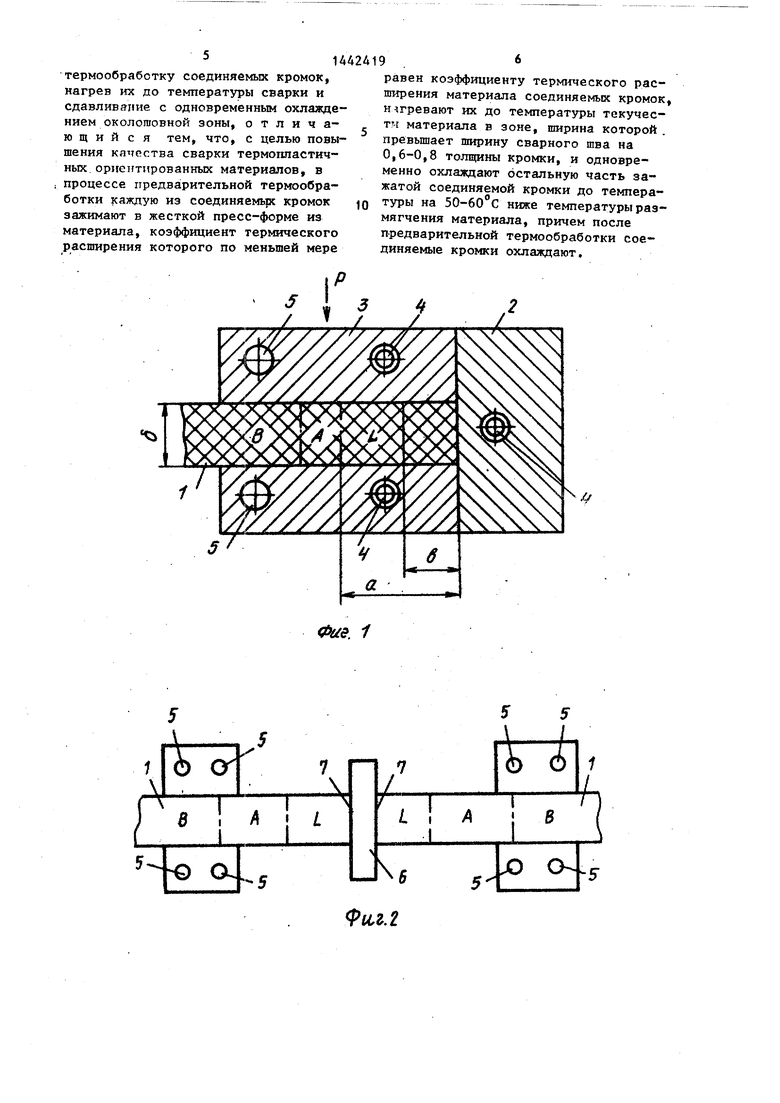
На изображена схема операции предварительной термообработки одной из кромок; на фиг,2 - схема операции сварки кромок, расположенных встык; на фиг.З - то же, с разделкой кромок на ус.
Способ соединения полимерных ма- териалов заключается в следующем,
Кажд5гю из соединяемых кромок 1 подвергают предварительной термообработке. Для этого ее помещают между матрицей 2 и пуансоном 3, являющимис элементами жесткой пресс-формы, плотно прилегающей к кромке 1 (фиг,1). Материал матрицы 2 и пуансона 3 подбирают так, чтобы имел он коэффициен термического расширения, близкий к коэффициенту термического расширения материала свариваемой кромки. Создают давлешю Р на пресс-форму, например, струбцинами. Давление сжатия пресс--формы подбирают так, тобы в дальнейшем исключить изменение конфигурации свариваемой кромки при термообработке.
Термообработка, проводимая в по- стоянйсЛ по конфигурации в процессе термообработки жесткой и выполненной из материала, коэффициент термического расянревия которого близок к коэффициенту термического расширения материала кромки, пресс-форме, плотно прилегакицей. к свариваемой кромке, позволяет искл1вчить изменение формы кромки.
Давление Р, препятствующее усадке зависит от степени ориентации материала кромки и в каждом конкретном слзгчае подбирается экспериментально.
Включив нагревательные элементы 4, нагревают свариваемую кромку 1 в зоне L шириной а, превышающей ширину b сварного шва на 0,6-0,8 толщины S свариваемой кромки, до температуры текучести материала.
Термообработка свариваемой кромки с нагревом до температуры текзгчести материала в зоне шириной, превышающей ширину сварного шва на 0,6-0,8 толщины свариваемой кромки, является оптимальной зоной дезориентации, так
5
0 5
5
0
0
5
5
как увеличение зоны дезориентации кромки на величину менее 0,6 толщины свариваемого материала сильно затрудняет гфоведение процесса сварки без дезориентации зон А и В, что ведет к снижению качества сварки за счет внутренних напряжений в шве и за счет усадочных явлений материала кромки. Увеличение зоны L более 0,8 ведет к необоснованному увеличению зоны дезориентации детали, а в случае удаления части дезориентированного материала механической обработкой приводит к увеличению расхода материала без увеличения прочности сварного соединения.
Как показали эксперименты, в случае сварки ориентированного стекла предварительная обработка при температуре текучести материала кромки позволяет провести дезориентацию : , кромки и снять внутренние напряжения, связанные с ориентацией материала.
Одновременно с включением нагревательных элементов 4 включают охлаж дакяцие элементы 5, которые осущест- вляют охлаждение остальной части зажатой соединяемой кромки до температуры на 50-60 С ниже температуры размягчения материала.
Изменяя электрический ток в нагревательных элементах 4 и количество охлаждаклцей жидкости, проходящей через охлаждающие элементы 5, устанавливают необходимую ширину зоны L.
Для определения.ширины зоны L, имеющей температуру текучести материала свариваемой кромки 1j можно пользоваться, например, термопарами (не показаны), которые помещают в узкие прорези, перпендикулярные кромке опытных образцов.
При изменении количества охлаждающей жидкости необходимо следить за тем, чтобы температура свариваемой кромки 1 в зоне В, выходящей из пресс- формы, была ниже на 50-60 С температуры размягчения материала.
Термообработка кромок с одновременным охлаждением с5 :тальиой части зажатой свариваемой кромки до температуры на 50-60 С ниже температуры размягчения -позволяет исключить дезориентацию незажатой кромки и исключить коробление кромки в случае неравномерного охлаждения верхней и нижней поверхностей кромок.
Как показали эксперименты, например при сварке ориентированного органического стекла марки АО-120, снижение температуры зажатой части охлаждаемой кромки менее чем на 50° С по сравнению с температурой размягчения материала свариваемой кромки увеличивает брак и в процессе термообработки свариваемой кромки, и при последующей ее сварке, а снижение температуры более чем на 60°С ведет к необоснованному увеличению расхода охлаждающей жидкости и мощности нагревательных элементов,
Термообработав свариваемую кромку 1, отключают нагревательные элементы и охлаждают свариваемую кромку 1 до комнатной температуры. Отключив охладитель 5, демонтирзпот пресс-форму, извлекают свариваемую кромку 1 и отмечают местоположение охладителей 5, Затем подвергают свариваемую кромку механической обработке, подготавливая ее свариваемую поверхность под сварку, удаляя окисленный слой и неровности, возникающие при термообработке, за счет незначительной усадки свариваемой кромки 1,
Затем производят установку и фнк- сацию свариваемых кромок 1 относи- . тельно нагревательного электрода 6 (фиг.2) или одна относительно другой (фиГоЗ) с последунщей установкой сварочного электрода 6, Затем размещают охлаждающие элементы 5 на отмеченных ранее участках и производят сварку. Если сварку производят по схеме (фиг,2), нагревают свариваемые кромки электродом 6 до температуры сварки, убирают нагревательный электрод, а соединяемые поверхности 7 сдавливают, В случае, когда сварку производят по другой схеме (фйг,3), сварочное давление прикладывают пос
ле отключения нагревательных злектро- цов. .
0
5
0 5
Q
5
риваемых поверхностей. Можно также исключить дезориентацию во время сварки, если ув личить расход охлаждающей жидкости в охладительных элементах 5 по сравнению с расходом жидкости при термообработке или расположить охлаждающие элементы 5 на зоне А, Во всех случаях отключение охлаждающих элементов 5 производят после окончания процесса сварки.
Осуществление сварки на режимах, не допускающих дезориентации оставшихся ориентированных участков А и В, исключает возможность повьппения температуры при сварке зон А и В до температзгры, близкой к температуре размягчения материала, и тем самым исключается возможность образования напряжения в сварном шве за счет дезориентации соседних ориентированных участков.
Результаты экспериментов способа приведены в таблице для полимерного ориентированного материала - органического стекла марки АО-140 с itapa- метрами: степень ориентации 60%, толщина 10 мм, прочность иа разрыв основного материала 7,2 кГ/мм, способ нагрева свариваемых поверхностей контактный, время нагрева 10 мин, температура сварки 260 с, сварочное давление 10 кГ/см, тeмпepaтyI a термообработки 195-220 С, время термообработки 2 ч. Сжатие пресс-формы производят струбцинами, свариваемые кромки охлаждают при температуре 80es c.
JQ
40
JQ
45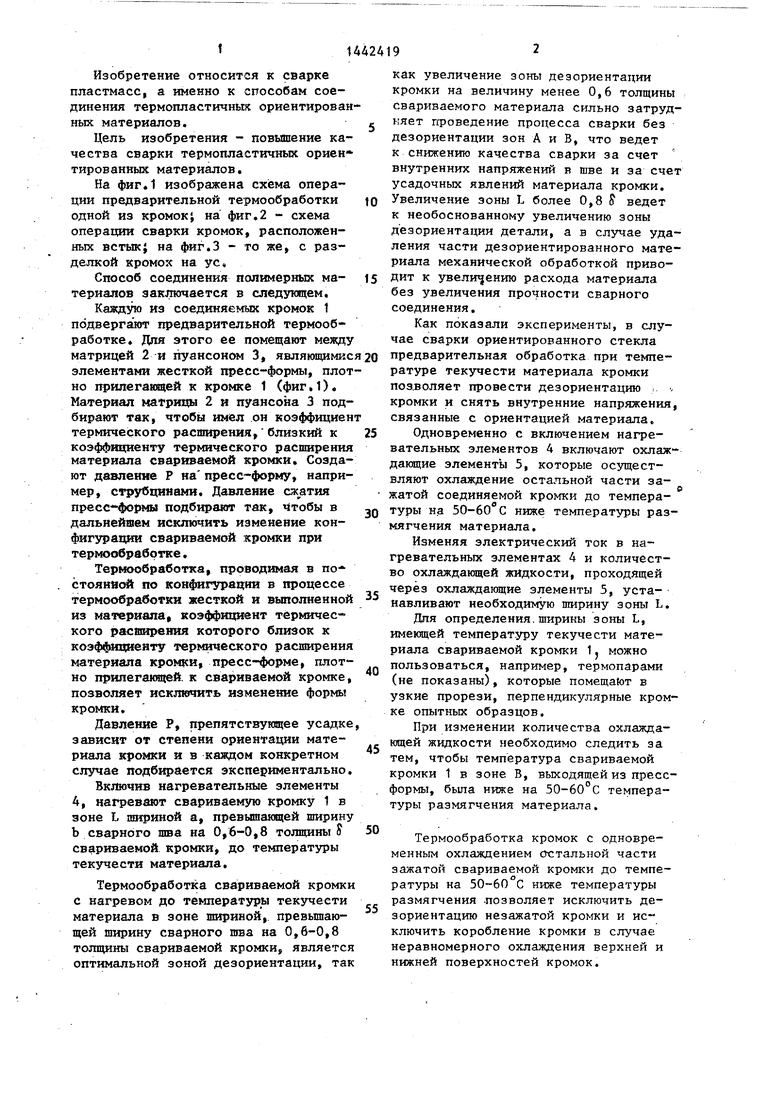
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2114734C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
| Способ упаковки в сепарирующий материал электродов электрического аккумулятора | 1980 |
|
SU951487A1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Устройство для деформирования заготовки под сварку | 1980 |
|
SU889346A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1388236A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ И ПОСЛЕДУЮЩЕЙ ТЕРМООБРАБОТКИ ПОЛОС | 2009 |
|
RU2399467C1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1995 |
|
RU2098247C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
Изобретение относится к сварке пластмасс, а именно к способам соединения термопластичных ориентированных материалов. Цель - повышение качества сварки термопластичных ориентированных материалов. Для этого в способе соединения полимерных материалов в процессе предварительной термообработки каждую из соединяемых кромок зажимают в жесткой пресс-форме из материала, коэффициент термического расширения которого по меньшей мере равен коэффициенту термического расширения материала соединяемых кромок, нагревают их до температуры текучести материала в зоне, пм- рина которой превышает ширину сварного шва на 0,6-0,8 толщины кромки. При этом одновременно охлаждают остальную часть зажатой соединяемой кромки до температуры на 50-60 С ниже температуры размягчения материала. После предварительной термообработки соединяемые кромки охлаждают. 3 ил.,. 1 табл. i (Л
Чтобы в процессе сварки не происходила дезориентация оставшихся ори- . ентированных или частично дезориенти-,-. рованных зон, соответственно В и А, для этого необходимо, найример, перед включением нагревательного электрода 6 включить охлаждакнцие элементы 5, размещенные в отмеченных ранее местах и охладить расположенные между ними участки (по толщине свариваемых кромок) до температуры ниже комнатной и после этого производить, нагрев сва55
Формула изобретения
Способ соединения полимерных ма- териало, включающий предварительную
5f
0US. 1
Фиг.З
| Способ сварки встык термопластичных материалов | 1984 |
|
SU1184696A1 |
| Солесос | 1922 |
|
SU29A1 |
| Тростянская Е.Б | |||
| и др | |||
| Сварка пластмасс, М.: Машиностроение, 1967, с.74 и 99 | |||
