Изобретение относится к прокатному производству, конкретнее к технологии подготовки к эксплуатации подушек рабочего валка, и может быть использовано на листовых станах кварто холодной прокатки.
Известен способ подготовки к эксплуатации подушек рабочего валка, согласно которому подушки снимают с шеек отработавшего валка и перемещают с помощью монтажного стенда к перешлифованному валку, на шейки которого надвигают подушки и осуществляют их фиксацию. Затем перешлифованный валок с подушками заваливают в клеть с размещением боковых поверхностей подушек между направляющими, выполненными на подушках опорного валка [1].
Недостаток известного способа состоит в том, что в процессе эксплуатации происходит износ и деформирование подушек, увеличение радиальных зазоров в подшипниковых узлах. Это приводит к нарушению параллельности осей валков, возникновению осевых нагрузок, разрушению подшипников и порче шеек валков.
Известен также способ подготовки к эксплуатации подушек рабочего валка листопрокатной клети кварто, включающий их сборку с перешлифованным рабочим валком на подшипниковых опорах. Сборку осуществляют на механизированном стенде. Затем рабочий валок с подушками заваливают в клеть. В рабочем положении боковые поверхности подушек размещены между направляющими, выполненными на подушках опорного валка [2].
Недостаток данного способа состоит в том, что при такой эксплуатации подушек из-за износа и деформации их боковых поверхностей нарушается параллельность осей валков. Возникающие осевые нагрузки приводят к преждевременному выходу из строя подшипниковых опор, повреждению шеек рабочего валка.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ подготовки к эксплуатации подушек рабочего валка листопрокатной клети кварто холодной прокатки. Способ включает сборку подушек с рабочим валком на подшипниковых опорах качения и последующую завалку в клеть с размещением боковых поверхностей подушек между их направляющими [3] - прототип.
Недостаток этого способа состоит в следующем. В процессе эксплуатации подушек происходит их деформирование, износ их боковых поверхностей, а также появление радиальных зазоров в подшипниковых опорах качения. В результате нарушается параллельность смежных рабочего и опорного валков клети кварто и возникают осевые нагрузки, воспринимаемые подшипниковыми опорами. Осевые нагрузки вызывают повышенный износ подшипниковых опор и их аварийное разрушение, сопровождающееся повреждением шеек рабочего валка.
Цель предлагаемого изобретения состоит в повышении стойкости подшипниковых опор и рабочих валков.
Поставленная цель достигается тем, что в известном способе подготовки к эксплуатации подушек рабочего валка клети кварто, включающем их сборку с рабочим валком и последующую завалку в клеть с размещением боковых поверхностей подушек между их направляющими, согласно предложению перед сборкой с рабочим валком подушки закрепляют на шейках контрольного валка с цилиндрической бочкой, после чего боковые поверхности подушек опирают на плоскую разметочную плиту и устанавливают равные зазоры между обоими краями бочки контрольного валка с разметочной плитой.
Известное и предложенное технические решения имеют следующие общие признаки. Оба они являются способами подготовки к эксплуатации подушек рабочего валка клети кварто. Оба включают сборку подушек с рабочим валком. В обоих случаях рабочий валок с полушками заваливают в клеть. В обоих случаях боковые поверхности подушек размещают между их направляющими.
Отличия предложенного способа состоят в том, что перед сборкой с рабочим валком подушки закрепляют на шейках контрольного валка с цилиндрической бочкой, чего в известном способе нет. В предложенном, способе боковые поверхности подушек, собранных с контрольным валком, опирают на плоскую разметочную плиту, после чего устанавливают равные зазоры между обоими краями бочки контрольного валка с разметочной плитой. Эти операции в известном способе также не предусмотрены.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков, и состоящие в повышении стойкости подшипниковых опор и рабочих валков. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
На чертеже представлена схема контроля зазоров при подготовке подушек к эксплуатации.
Сущность изобретения состоит в следующем. Износ боковых поверхностей подушек 1 и их деформация в процессе эксплуатации приводит к непараллельности осей рабочего и опорного валков. Непараллельность осей валков вызывает при прокатке появление осевых нагрузок подшипниковых опор, их интенсивный износ, перегрев, аварийное разрушение.
Для восстановления параллельности осей валков подушки 1 рабочего валка закрепляют на шейках контрольного валка 2 с цилиндрической бочкой. Боковые поверхности подушек 1 опирают на плоскую разметочную плиту 3. Затем производят измерение зазоров a1 и a2 между краями бочки контрольного валка 2 с разметочной плитой 3 и устанавливают равенство этих зазоров a1 = a2, например, за счет использования прокладок 4 необходимой толщины на боковых поверхностях подушек 1.
После этого подушки 1 снимают с шеек контрольного валка и осуществляют их сборку с рабочим валком, бочка которого имеет заданную выпуклость или вогнутость. За счет того, что зазоры a1 и a2 были установлена равными, после завалки в клеть и размещения боковых поверхностей подушек 1 между их направляющими, достигается обеспечение параллельности осей смежных рабочего и опорного валков, исключается появление осевых нагрузок подшипниковых опор. В результате повышается стойкость подшипниковых опор и рабочих валков.
Пример реализации способа.
Для подготовки к эксплуатации отбирают пару подушек рабочего валка клети кварто стана 2030 холодной прокатки. Подушка с неприводной стороны клети является фиксируемой, а с приводной - нет. Отобранные подушки на стенде сборки закрепляют посредством подшипниковых опор на шейках контрольного рабочего валка, бочка которого имеет нулевую выпуклость /прошлифована на цилиндр/, а биение шеек относительно бочки минимально. Затем контрольный валок в сборе с подушками с помощью мостового крана снимают со стенда и устанавливают на плоскую разметочную плиту боковыми поверхностями подушек. С помощью щупа - индикатора производят измерения зазоров a1 и a2 между обоими краями бочки контрольного валка и разметочной плитой.
Если один из зазоров, с неприводной стороны, меньше, чем с другой, на величину a2-a1= Δa, то контрольный валок с подушками снимают с разметочной плиты, и на боковую поверхность подушки с неприводной стороны устанавливают накладку в виде пластины толщиной Δa Затем контрольный валок с подушками вновь ставят на разметочную плиту и проверяют совпадение величины зазоров a1 и a2.
При достижении равенства зазоров a1 и a2 у подушки вместе с подшипниковыми опорами сниают с шеек контрольного валка и устанавливают на шейках рабочего валка, бочка которого имеет выпуклую параболическую форму, обеспечивающую получение холоднокатаных полос с высокой плоскостностью.
Рабочий валок в сборе с подушками заваливают в 4-ю клеть кварто 5-клетевого стана 2030. При этом боковые поверхности подушек рабочего валка прижаты к своим направляющим. Поскольку зазоры a1 и a2 были установлены равными, ось рабочего валка параллельна оси опорного валка. Параллельность осей валков исключает возникновение осевых нагрузок подшипниковых опор. В результате достигается повышение стойкости подшипниковых опор и рабочих валков.
Технико-экономические преимущества предложенного способа состоят в том, что предварительное закрепление подушек на шейках контрольного валка с цилиндрической бочкой, последующая установка на плоскую разметочную плиту и выравнивание зазоров между обеими краями бочки контрольного валка с разметочной плитой позволяет устранить непараллельность рабочего и опорного валков клети кварто. При этом за счет уменьшения осевой нагрузки подшипниковых опор происходит увеличение их стойкости, предотвращается аварийное разрушение, исключается порча шеек рабочих валков.
За базовый объект принят способ - прототип. Применение предложенного способа позволит повысить рентабельность листопрокатного производства на 3-5%.
Литературные источники, использованные при составлении описания изобретения:
1. Заявка Японии N 63220913, МПК В 21 В 31/10, 1988 г.;
2. Л. И. Боровик, А.К.Добронравов. Технология подготовки и эксплуатации валков тонколистовых станов. М., Металлургия, 1984 г., с.21-23, 66.
3. Ф. А. Ксензук и др. Вальцовщик станов холодной прокатки. М., Металлургия, 1989 г., с. 70-71, 202-204 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147944C1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2002 |
|
RU2213637C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ ЛИСТОПРОКАТНЫХ СТАНОВ | 2002 |
|
RU2212291C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ | 2002 |
|
RU2232063C1 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1997 |
|
RU2111072C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ПРОКАТНОГО ВАЛКА (ВАРИАНТЫ) | 1995 |
|
RU2093285C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
Изобретение относится к прокатному производству, конкретнее к технологии подготовки и эксплуатации подушек рабочего валка, и может быть использовано на листовых станах кварто холодной прокатки. Сущность изобретения: Способ включает сборку подушек с рабочим валком и последующую завалку в клеть с размещением поверхностей подушек между их направляющими, при этом перед сборкой с рабочим валком подушки закрепляют на шейках контрольного валка с цилиндрической бочкой, после чего боковые поверхности подушек опирают на плоскую разметочную плиту и устанавливают равные зазоры между обоими краями бочки контрольного валка с разметочной плитой. Способ обеспечивает повышение стойкости подшипниковых опор и рабочих валков. 1 ил.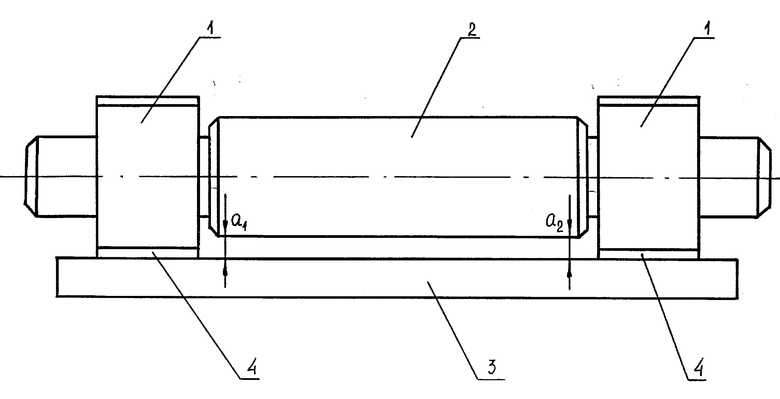
Способ подготовки к эксплуатации подушек рабочего валка клети кварто, включающий их сборку с рабочим валком и последующую завалку в клеть с размещением боковых поверхностей подушек между их направляющими, отличающийся тем, что перед сборкой с рабочим валком подушки закрепляют на шейках контрольного валка с цилиндрической бочкой, после чего боковые поверхности подушек опирают на плоскую разметочную плиту и устанавливают равные зазоры между обоими краями бочки контрольного валка с разметочной плитой.
| JP 6320913 A, 05.07.88 | |||
| Ксензук Ф.А | |||
| и др | |||
| Вальцовщик станов холодной прокатки | |||
| -М.: Металлургия, 1989, с.70-71, 202-204 | |||
| Боровик Л.И., Добронравов А.И | |||
| Технология подготовки и эксплуатации валков тонколистовых станов | |||
| -М.: Металлургия, 1984, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

