Изобретение относится к прокатному производству и может быть использовано при производстве листов и полос.
Известен способ прокатки металлических полос в четырехвалковой клети с цилиндрическими рабочими валками (см. патент РФ 1787052, МПК В 21 В 1/22, опубл. 07.01.1993 г. ). В этом способе после пропуска одной или нескольких полос осуществляют пошаговое осевое перемещение рабочих валков во взаимно противоположных направлениях и осевое перемещение опорных валков в одном направлении с прилежащим или противолежащим рабочим валком. Данное техническое решение позволяет воздействовать на профиль полосы с помощью изменения величины изгиба валков и уменьшить возникающий при прокатке износ валков за счет распределения его по длине валков.
Недостатками известного способа является необходимость использования сложного дорогостоящего оборудования осевого смещения опорных валков и повышенный непроизводительный съем при восстановлении профиля верхнего рабочего валка. Последний недостаток вызван следующими причинами. При прокатки полосы обычно износ нижнего рабочего валка больше износа верхнего валка на 50-80%, что объясняется комплексом причин: неравномерным распределением "смазывающей" окалины (окалины, содержащей FeO) - снизу окалина удаляется с полосы лучше большего из-за действия сил тяготения, затягивания по верхнему валку в очаг деформации тонкой "защитной" пленки, охлаждающей валок воды, которая уже в очаге деформации, испаряясь, разделяет валок и полосу, большего количества "истирающей" воды с взвесями твердых частиц в контакте нижнего рабочего валка с опорным. Съем рабочего слоя пары валков при перешлифовке определяется величиной износа наиболее изношенного валка, так как соотношение диаметров валков в паре относительно жесткая величина. Кроме того, обычно при завалке диаметр нижнего валка больше диаметра верхнего валка на 0,05-0,5 мм для того, чтобы за счет вертикальной скоростной асимметрии передний конец полосы выходил из очага деформации несколько изогнутым верх ("нижнее давление") и этим исключить вероятность застревания полосы в проводках. Поэтому у верхнего менее изношенного валка при шлифовке для выполнения требуемого соотношения диаметров приходится снимать на 25-60% больше рабочего слоя в неизношенной области, чем у нижнего валка, что снижает долговечность эксплуатации рабочих валков.
Известен способ прокатки в прокатной клети листового стана со средствами осевого перемещения S-образных рабочих валков (см. G. Kneppe, P.Hormes "Operation of CVC rolls in hot and cold rolling mills"/37th Mechanical Working and Steel Processing Conference, 1995, стр.303). Для регулирования профиля полосы относительным осевым смещением валков контур бочки обоих рабочих валков выполнен по полиному 3-й степени и бочки валков повернуты друг относительно друга на 180o, т.е.. например, верхний валок имеет постоянно вогнуто-выпуклый контур, а нижний - осесимметричный ему выпукло-вогнутый контур. Опорные валки имеют цилиндрический или выпуклый контур и в осевом направлении неподвижны. Для регулирования профиля полосы верхний и нижний рабочие валки одновременно перемещают в осевом направлении симметрично в противоположные стороны, причем, например, для увеличения профиля полосы верхний валок всегда сдвигают в строго определенном осевом направлении, для уменьшения профиля - в противоположном. В технической литературе этот способ получил название CVC (Continuously Variable Crown).
Этот способ прокатки по совокупности существенных признаков наиболее близок предлагаемому, поэтому принят за прототип.
Недостатками данного способа прокатки является также низкая долговечность эксплуатации рабочих валков из-за повышенного непроизводительного съема при перешлифовке верхнего валка, неравномерное распределение напряжений по длине контакта рабочего с опорным валком (см. чертеж, поз. а), что приводит к местному повышенному износу опорного валка и при длительной эксплуатации к усталостным выкрошкам бочки опорного валка на участке его контакта с выпуклой частью рабочего валка. Кроме того, в связи с тем, что из-за одинакового типа "бутылочного" контура одноименных рабочих валков смежных клетей непрерывной группы, полоса несколько развернута в вертикальной плоскости межклетьевого промежутка, образуя между горизонтом и своей большой гранью некоторый угол - α (см.чертеж, поз. а), а ролик петледержателя, контактирующий с полосой, всегда жестко горизонтален, распределение натяжения по ширине полосы при прокатке будет неравномерным, что приводит к формированию клиновидности полосы по толщине и продольной кривизне полосы в плане - серповидности. Причем компенсировать образующиеся клиновидность и серповидность полосы очень сложно из-за изменения их величин при различном осевом смещении валков.
В заявленном способе производства полос решается задача уменьшения неравномерности износа и вероятности образования выкрошек опорных валков, повышения долговечности эксплуатации S-образных рабочих валков из-за уменьшения величины съема в процессе перешлифовки, а также снижения клиновидности и серповидности прокатываемых полос, формирующиеся при применении регулирования профиля полосы осевой сдвижкой S-образных рабочих валков. Данная задача решается за счет того, что в способе производства полос, включающем прокатку полос между верхним и нижним рабочими валками с S-образными профилировками, развернутыми одна относительно другой на 180o, и регулирование профиля прокатываемых полос с помощью взаимного осевого перемещения валков, при перевалке осуществляют ротацию местоположения верхнего и нижнего рабочих валков с одновременным изменением задания на направление взаимного осевого перемещения валков при регулировании профиля полос, также рабочие валки непрерывной группы стана устанавливают так, чтобы S-образные профилировки одноименных рабочих валков четных клетей были развернуты относительно профилировок валков нечетных клетей на 180o.
Способ производства полос поясняется чертежом, поз.а,б.
На чертеже показан принцип осуществления предлагаемого способа производства полос. На этом чертеже обозначено: 1 и 2 - верхний и нижний рабочие валки, 3 и 4 - верхний и нижний опорные валки, 5 - прокатываемая полоса, 6 - ролик петледержателя межклетьевого промежутка смежных клетей непрерывной подгруппы прокатного стана.
Предлагаемый способ производства полос осуществляется следующим образом. В клети, оборудованной механизмом осевого перемещения рабочих валков, между S-образными валками прокатывают полосу - см. чертеж, поз. а). Верхний рабочий валок, например, имеет слева направо вогнуто-выпуклую профилировку бочки, а нижний - выпукло-вогнутую. При завалке валков диаметр нижнего валка в середине бочки больше диаметра верхнего валка на некоторую "величину асимметрии", для того чтобы передний конец полосы был изогнут верх. В процессе прокатки, по мере необходимости осевым перемещением S-образных рабочих валков во взаимно противоположных направлениях осуществляют регулировку профиля прокатываемой полосы. Причем для увеличения профиля полосы, т.е. толщина центральной части полосы больше, чем толщина на кромках (на чертеже обозначено знаком "+"), верхний валок смещают вправо, а нижний - влево, для уменьшения профиля полосы (знак "-") - соответственно наоборот, верхний валок смещают влево, нижний - вправо. При прокатке распределение межвалкового давления в контактах рабочих с опорными валками неравномерно - на участках, прилежащих к выпуклой части рабочих валков, давление максимально. Это примерно середина правой полубочки верхнего опорного валка и примерно середина левой полубочки нижнего опорного валка. На этих участках опорных валков идет наибольшее накопление подповерхностных усталостных дефектов и здесь же наблюдается максимальный износ поверхности опорных валков. Также в процессе прокатки нижний рабочий валок в силу целого комплекса причин (см. выше) изнашивается больше верхнего и обычно к концу кампании диаметр нижнего валка на участках максимального износа становится меньше диаметра верхнего валка. После завершения одной кампании рабочих валков проводится их перевалка. В соответствии с предлагаемым способом производства полос при перевалке осуществляют ротацию местоположения рабочих валков, т.е., на место верхнего валка устанавливается отшлифованный бывший нижний валок, а на место нижнего валка - бывший верхний валок - см. чертеж, поз. б). При шлифовке бывшего нижнего, наиболее изношенного валка, величину съема определяет величина износа, но при шлифовке бывшего верхнего, а для новой кампании нижнего валка съем уменьшается по сравнению с прототипом на "величину асимметрии" диаметров. После перевалки с ротацией местоположения валков изменяют задание на направление взаимного осевого перемещения валков при регулировании профиля полосы: теперь для увеличения профиля полосы верхний валок смещают влево, а нижний - вправо, для уменьшения профиля полосы верхний валок смещают вправо, нижний - влево. При прокатке полосы в новой кампании распределение межвалкового давления в контактах рабочих с опорными валками также неравномерно, но оно разворачивается по сравнению с предыдущей кампанией на 180o, и теперь максимальный износ поверхности и накопление усталостных дефектов идет на других участках бочек опорных валков, прилежащих к выпуклой части перевернутых 180o, по сравнению с предыдущей кампанией, рабочих валков. Теперь это район середины левой полубочки верхнего опорного валка и район середины правой полубочки нижнего опорного валка. Таким образом, на опорных валках происходит уменьшение поверхностного износа и накопления глубинных усталостных напряжений за счет их перераспределения и выравнивание по длине всей бочки опорных валков. Кроме того, в соответствии с предлагаемым способом производства полос, в первой кампании рабочие валки нечетной клети установлены, например, так как показано на чертеже, поз. а), а рабочие валки следующей за ней четной клети установлены так как показано на чертеже, поз. б). Полоса в начале данного межклетьевого промежутка - на выходе из нечетной клети, повернута в вертикальной плоскости относительно горизонта на угол α,, в конце межклетьевого промежутка - на входе в четную клеть - на угол (-α). В результате, по середине межклетьевого промежутка на участке контакта с горизонтальным роликом петледержателя полоса будет также горизонтальная. Распределение натяжения полосы по ширине будет равномерным, а клиновидность и серповидность полосы - минимальны.
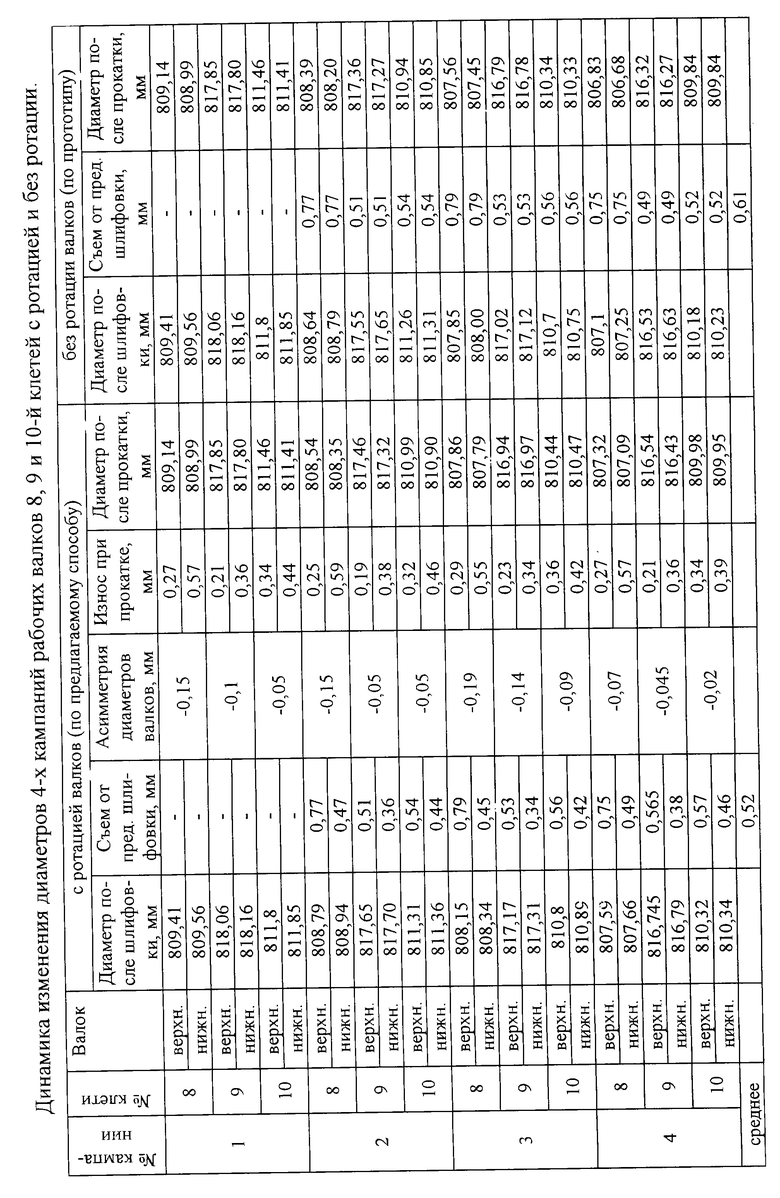
Предлагаемый способ производства полос был опробован на протяжении четырех кампаний рабочих валков в клетях 8, 9, 10 широкополосового стана 2000 горячей прокатки ОАО "НЛМК", оборудованных механизмами осевой сдвижки рабочих валков и системой автоматического управления профилем полосы. В соответствии с предлагаемым изобретением, в первой кампании верхний рабочий валок 8-й клети имел S-образный вогнуто-выпуклый контур по длине бочки от стороны привода к стороне перевалки, нижний валок развернут на 180o, т.е. выпукло-вогнутый контур по длине бочки от привода к стороне перевалки (см. чертеж, поз. а). В компьютер системы управления профилем полосы ввели задание на направление осевого перемещения данного комплекта валков: "-0,80/0,0", т. е. при осевом смещении верхнего валка в правое крайнее положение "-150 мм" (а нижнего валка симметрично в "+150 мм") эквивалентная межвалковая щель имела профиль "-0,80 мм", а при осевом смещении в левое крайнее положение "+150 мм" - "0,0 мм". В нечетную 9-ю клеть устанавили S-образные рабочие валки с профилировками, развернутыми на 180o относительно одноименных валков четной 8-й клети, т.е. верхний валок - с выпукло-вогнутым, а нижний - с вогнуто-выпуклым контуром по длине бочки от стороны привода к стороне перевалки (см. чертеж, поз. б). В систему управления профилем полосы ввели задание по комплекту валков 9-й клети: "+0,05/-0,55". В четную 10-ю клеть установили комплект валков, подобный валкам 8-й клети: верхний - с вогнуто-выпуклым контуром, а нижний - с выпукло-вогнутым (см. чертеж, поз. а).). В систему управления профилем полосы ввели задание по комплекту валков 10-й клети: "-0,45/+0,15". Диаметры рабочих валков всех клетей посередине бочек приведены в таблице. Нижние валки в каждой паре больше верхних на величину асимметрии 0,01-0,2 мм. При прокатке во всех трех клетях проводили регулирование профиля полосы с помощью автоматической системы, смещая рабочие валки по мере необходимости в осевом направлении. При этом полоса в 8- и 10-й клетях изгибалась в вертикальной плоскости в одном направлении (см. чертеж, поз. а), а в 9-й клети - в противоположном направлении (см. чертеж, поз. б). В результате этого при контакте с петледержателями между 8- и 9-й, а также между 9- и 10-й клетями полоса была горизонтальна. Клиновидность и серповидность у полосы не наблюдалась. После окончания первой кампании валки отправили на шлифовку. Шлифовали все валки так, чтобы восстановить у каждого валка его первоначальный контур, а также снять не менее 0,2 мм у валков 8-й клети, 0,15 мм у валков 9-й клети и 0,1 мм у валков 10-й клети дефектного рабочего слоя от наиболее изношенного диаметра и создать новую асимметрию диаметров пар валков при условии, что местоположения валков в парах изменится на обратное (см. таблицу). Собрали восстановленные валки, проведя ротацию их местоположения в парах, т.е. все бывшие верхние валки стали нижними и наоборот, все бывшие нижние валки поставили вверх (см. для 8- и 10-й клетей переход из чертежа, поз. а, в чертеж, поз. б, а для 9-й клети - из чертежа, поз. б в чертеж, поз. а. Перед началом второй кампании в компьютер системы управления профилем полосы ввели задания по новым комплектам валков: для 8-й клети - "0,0/-0,80", для 9-й клети - "-0,55/+0,05" и для 10-й клети - "+0,15/-0,45". При прокатке полосы во второй кампании также вели регулирование профиля с помощью осевой сдвижки рабочих валков, при этом полоса в вертикальной плоскости изгибалась по клетям в противоположном направлении по сравнению с первой кампанией, а на контакте с петледержателями также была горизонтальна, что не вызывало формирования клиновидности и серповидности. По сравнению с первой кампанией участки с максимальными межвалковыми давлениями всех рабочих и опорных валков трех клетей во второй кампании сместились по бочкам в новые места, симметричные середине валков, что снизило удельные износ и накопление усталостных дефектов опорных валков. Аналогично с ротацией местоположения рабочих валков провели прокатку в третьей и четвертой кампаниях. В таблице приведена динамика изменения диаметров рабочих валков трех клетей в процессе опробования предлагаемого способа производства полос. Здесь же показаны возможные диаметры валков при использовании технического решения по прототипу (без ротации валков) при аналогичных условиях прокатки. Видно, что средний съем рабочего слоя валков за одну перешлифовку в предлагаемом способе ниже на 15%, чем в прототипе (0,52 мм по сравнению с 0,61 мм).
Использование предлагаемого способа производства полос позволяет без применения дорогостоящего оборудования повысить долговечность эксплуатации рабочих и опорных валков, повысить качество прокатываемой полосы по геометрии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| РОЛИК ПЕТЛЕДЕРЖАТЕЛЯ | 2008 |
|
RU2373008C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2164182C2 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
Изобретение относится к прокатному производству и может быть использовано при производстве листов и полос. Задача изобретения - повышение стойкости опорных и рабочих валков, улучшение плоскостности полосы. Способ производства полос включает прокатку полос между верхним и нижним рабочими валками с S-образными профилировками, развернутыми одна относительно другой на 180o, и регулирование профиля прокатываемых полос за счет взаимного осевого перемещения валков. При перевалке осуществляют ротацию местоположения верхнего и нижнего рабочих валков с одновременным изменением задания на направление взаимного осевого перемещения валков при регулировании профиля полос. Кроме того, рабочие валки непрерывной группы стана устанавливают так, чтобы S-образные профилировки одноименных рабочих валков четных клетей были развернуты относительно профилировок валков нечетных клетей на 180o. Изобретение обеспечивает уменьшение неравномерности износа, повышение долговечности опорных и рабочих валков, что приводит к уменьшению клиновидности и серповидности полос. 1 з.п. ф-лы, 1 ил., 1 табл.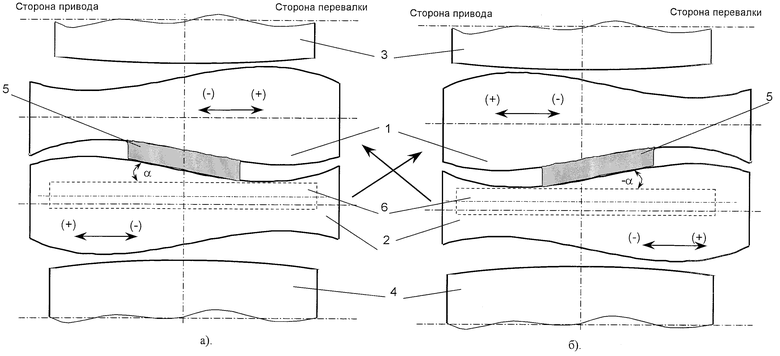
| KNEPPE G., HORMES P | |||
| Operation of CVC rolls in hot and Cold rolling mills | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Машина для очистки деревьев от сучьев | 1983 |
|
SU1119848A1 |
| Способ эксплуатации калиброванных прокатных валков | 1989 |
|
SU1667967A1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| EP 0276743 B1, 03.08.1998 | |||
| DE 3038865, 03.04.1984. | |||

