Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий, полость которых образована кривыми второго порядка, а именно при изготовлении выходного электрода (анода) плазматрона.
Известно, что на ход электроплазменного процесса прямо влияют конструктивные параметры выходного электрода плазматрона [1] и особенно форма его внутренней полости, при этом для обеспечения стабильности протекания процесса целесообразно, чтобы внутренняя полость представляла бы поверхность второго порядка. Одной из проблем в данной области является получение точной фасонной поверхности внутренней полости.
Известен способ обработки фасонных поверхностей [2], согласно которому режущему инструменту сообщаются одновременно продольное перемещение и поперечное перемещение в соответствии с профилем фасонной поверхности. В результате двух движений резец образует фасонную поверхность, перемещаясь по криволинейной траектории. Данный способ не пригоден для обработки внутренний фасонных поверхностей.
Известен способ обработки внутренних фасонных поверхностей путем применения плоского многозвенного механизма, который перемещает инструмент по требуемой траектории [3]. Однако возможность образования фасонных поверхностей этим способом сильно ограничена, поскольку не для всякого профиля можно подобрать кинематическую схему и построить механизм, одна из точек которого описывала бы требуемую траекторию с требуемой точностью.
Известен способ получения деталей сложной формы ротационной вытяжкой [4]. Способ включает установку заготовки на вращающуюся оправку, относительное осевое перемещение инструмента, раскатку при движении инструмента с изменением угла наклона его относительно оси оправки. Деформированию подвергают предварительно нагретую заготовку, а относительное осевое перемещение инструмента осуществляют при движении оправки вдоль оси. Недостатком указанного способа является, с одной стороны, сложность обеспечения необходимой жесткости конструкции, а, с другой стороны, его невысокая производительность, что делает невозможным его применение в серийном производстве.
Известен способ изготовления стальных изделий типа стакан [5] с коническим переходом ко дну, включающий нагрев заготовки и ее выдавливание, причем одновременно с выдавливанием производят редуцирование заготовки, при этом выдавливание осуществляют с противодавлением. Недостатком этого способа является большое усилие деформации, которая зависит от величины зазора между верхней и нижней частями матрицы, т.е. от толщины стенки штампуемого изделия, а также от условий контактного трения в полости штампа.
Известен способ штамповки чашеобразной детали [6], заключающийся в нагреве цилиндрической заготовки, укладки ее в осевое отверстие верхней части матрицы и в выдавливании в кольцевой зазор между верхней и нижней частями матрицы, причем процесс выдавливания осуществляют в две стадии: на первой увеличивают кольцевой зазор между верхней и нижней частями матрицы перемещением верхней части матрицы навстречу пуансону до окончания его хода, а на второй стадии перемещают верхнюю часть матрицы.
Оба известных способа [5, 6] предусматривают нагрев исходной заготовки до температуры деформирования токами высокой частоты. Нагрев заготовки токами высокой частоты происходит с большой скоростью и в силу этого контроль температуры деформирования представляет большую сложность. Поэтому нагрев токами высокой частоты применяется лишь для стальных заготовок, так как обусловленный неточностью определения требуемой температуры деформирования незначительный перегрев не приводит к нарушению ее физических свойств и геометрических размеров. Аналогичный перегрев заготовки из цветных металлов или их сплавов приводит к изменению ее физических свойств и расплавлению легкоплавких фаз заготовки, а следовательно, делает невозможным ее использование для штамповки. Нагрев в печах, допускающий точный контроль температуры деформирования, требует наличия дополнительных производственных площадей. Кроме того, работа с нагретой заготовкой требует обеспечения повышенных мер техники безопасности.
Наиболее близким по своей технической сущности к заявляемому изобретению относится способ изготовления полых изделий [7] методом холодной объемной штамповки, включающий калибровку исходной заготовки с наметкой отверстия и последующее деформирование полуфабриката выдавливанием полости в матрице. Деформирование полуфабриката производят комбинированным выдавливанием путем сдвига металла под пуансоном и вытеснения его в нижнюю часть полости матрицы при фиксированном положении поверхности заготовки и полученной части стенки относительно поверхности контейнера матрицы. Очаг пластической деформации в этом случае располагается в осевой зоне между торцами пуансона и отверстием матрицы. При этом кольцевой объем заготовки, формируемый поверхностью контейнера матрицы, представляет жесткую зону, деформируемую упруго. В силу этого обеспечить точные внутренние и наружные поверхности изделия не представляется возможным.
В основу изобретения была положена задача: создать способ изготовления полых изделий, полость которых образована кривыми второго порядка.
Технический результат от использования изобретения заключается в устранении жесткой зоны, деформируемой упруго в области формирования фасонной полости заготовки.
Заявляемый технический результат достигается за счет того, что в способе изготовления полых изделий методом холодной объемной штамповки, включающем калибровку исходной заготовки с наметкой отверстия и последующее деформирование полуфабриката выдавливанием полости в матрице, согласно изобретению после калибровки осуществляют осадку заготовки до образования диска, а выдавливание полости осуществляют в два этапа, на первом этапе осуществляют вытяжку полуфабриката в зазор, образованный матрицей и пуансоном, и формирование нижней части изделия методом прямого выдавливания, а на втором этапе осуществляют с противодавлением калибровку выдавленной полости и формирование верхней части изделия.
Технический результат достигается также за счет того. что наметку осуществляют со стороны, противоположной стороне воздействия пуансона на полуфабрикат при выдавливании полости.
Технический результат достигается также за счет того, что противодавление создают неподвижным контрпуансоном, расположенным в матрице диаметрально основному пуансону.
Технический результат достигается также за счет того, что формирование верхней части внутренней полости осуществляют обратным выдавливанием.
Отличительная особенность заявляемого способа изготовления полых изделий методом холодной объемной штамповки заключается в том, что перед формированием внутренней полости в полуфабрикате осуществляют его осадку до образования диска, а затем, деформируя диск, осуществляют выдавливание внутренней полости путем вытяжки. При этом формоизменение плоской заготовки в чашеобразную форму производят за счет втягивания пуансоном в матрицу части материала, находящегося на зеркале за контуром проема (полости) матрицы, и растягивания другой части, находящейся внутри контура. Поскольку вытяжке подвергается осесимметричная заготовка осесимметричными пуансоном и матрицей, то вытягиваемая полость получается осесимметричной. Этому же способствует наличие наметки, расположенной по центру исходного диска на стороне, противоположной воздействию пуансона. Путем создания подпора неподвижным контрпуансоном, расположенным в матрице, осуществляют при движении вниз пуансона калибровку выдавленной внутренней полости за счет полного заполнения пространства в углах пуансона. При этом для уменьшения усилия калибровки и устранения жесткой зоны, деформируемой упруго в области формирования фасонной полости заготовки, в верхней части матрицы создают условия для течения материала полуфабриката в направлении, обратном направлению перемещения пуансона, с опережающим заполнением пространства в углах пуансона и матрицы. Вышеуказанное опережающее заполнение обеспечивают за счет зазора определенной величины между пуансоном и матрицей.
Эти и другие особенности и преимущества настоящего изобретения будут приведены ниже при рассмотрении конкретного примера его выполнения со ссылками на прилагаемые чертежи поэтапного изготовления полого изделия (фиг.1-5).
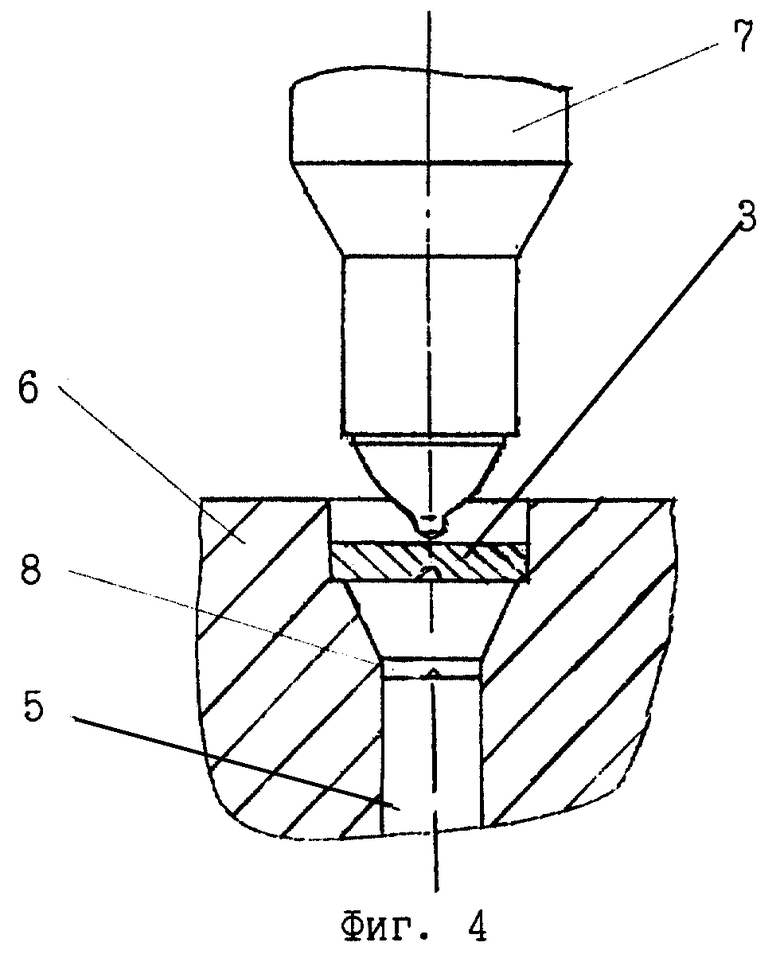
От прутка диаметром d отрезают штучную цилиндрическую заготовку 1 длиной h (фиг.1) в отрезном штампе. В результате выполнения этой операции торцы заготовки приобретают неопределенную форму, а часть боковой поверхности при этом искажается, что свидетельствует о потере осесимметричной формы. Перед калибровкой с целью повышения пластических свойств материала заготовку подвергают отжигу с охлаждением в воде. Полученную заготовку смазывают смазкой, устанавливают в матрицу (не показана) и подвергают калибровке воздействием пуансона (не показан). Диаметр исходной заготовки при этом увеличивают до значения d1, а первоначальную длину заготовки несколько сокращают до величины h1 (фиг.2), но при этом получают осесимметричную заготовку 2. Заготовку 2 вновь отжигают с прежней целью, смазывают смазкой и осуществляют осадку до превращения цилиндрической заготовки 2 в диск 3 диаметром d2 и высотой h2 (фиг.3). Одновременно в диске 3 образуют наметку 4 под контрпуансон 5 (фиг.4). Диск 3 подвергают отжигу с целью повышения его пластических свойств, смазывают смазкой и устанавливают в матрице 6 (фиг.4). Схема установки диска 3 в матрице 6 исходит из того, что заготовка в матрице опирается на матрицу только частью своей торцевой поверхности, что позволяет строго центрировать заготовку в матрице.
Изготовление полого изделия с внутренней фасонной поверхностью осуществляют методом холодной объемной штамповки. Опускают пуансон 7, который входит в контакт с диском 3. При движении пуансона 7 вниз диск 3 втягивается в матрицу 6 и из плоского диска формоизменяется и превращается в чашеобразную осесимметричную оболочку. При этом формоизменение происходит за счет втягивания пуансоном в матрицу части материала, находящегося на зеркале за контуром полости матрицы и ее растяжения внутри полости матрицы. На этом этапе действуют два фактора, уменьшающих потребное усилие деформирования. Во-первых, активный характер сил контактного трения на рабочей поверхности матрицы, так как деформируемый материал течет в сторону движения пуансона. Во-вторых, наличие смазки между пуансоном и заготовкой, которое обуславливает отсутствие застойной зоны под торцом пуансона, благодаря чему будет происходить осесимметричное течение материала к стенкам матрицы. Осесимметричному течению материала к стенкам матрицы также способствует наметка, выполненная на диске со стороны, противоположной воздействию пуансона 7.
С момента соприкосновения заготовки с боковыми стенками матрицы усилие деформации на этой стадии процесса формообразования возрастает из-за появления сил трения на боковых поверхностях матрицы. Эти силы в процессе заполнения матрицы вначале возрастают незначительно, а затем сильнее. В результате возникает подпирающее действие стенок матрицы, которое препятствует полному заполнению полости матрицы, но способствует формированию нижней формы изделия за счет вытеснения части объема заготовки в цилиндрическую полость матрицы 8. При этом происходит изменение способа деформирования с вытяжки на прямое выдавливание. Благодаря тому, что на предыдущем этапе формообразования усилие формообразования было не столь значительным, смазка между торцом пуансона и заготовкой сохранилась практически полностью. А поскольку при этом направление течения материала при изменении способа деформирования осталось без изменения, усилие прямого выдавливания возрастает постепенно и достигает своего максимального значения только при упоре материала заготовки в неподвижный контрпуансон 5.
Дальнейшим воздействием пуансона 7 (фиг.5) на донную часть заготовки производят калибровку выдавленной внутренней фасонной полости в жестко ограниченном контуре с приложением подпорных сил. Подпорные силы обеспечиваются контрпуансоном 5 и кольцевой щелью 9 между пуансоном и матрицей в их верхней части. Размеры этой кольцевой щели таковы, чтобы затруднить вытекание материала через эту щель и обеспечить калибровку выдавленной внутренней полости путем опережающего заполнения пространства в углах пуансона и матрицы. За счет вытекания материала через кольцевую щель устраняется жесткая зона, деформируемая упруго, в области формирования фасонной полости заготовки и одновременно происходит изменение способа формообразования изделия с прямого выдавливания на обратное выдавливание с формированием верхней части изделия. Выход материала вверх при формировании верхней части изделия позволяет фиксировать момент заполнения пространства в углах пуансона и матрицы, а также не дает перегрузить штамп. Размеры вышеуказанной кольцевой щели определяются исходя из механических свойств материала исходной заготовки, формы внутренней фасонной полости изделия, размера изделия и толщины стенки изделия в области фасонной полости.
Пример. От прутка диаметром 20 мм отрезают штучную цилиндрическую заготовку длиной 11 мм (фиг.1) в отрезном штампе. Затем для повышения пластических свойств материала заготовки выполняют отжиг при температуре 650°С с охлаждением в воде. Полученную заготовку смазывают смазкой и подвергают калибровке. В процессе калибровки осуществляют радиальную раздачу заготовки до диаметра 20,5 мм, на верхней части заготовки формируют наколку диаметром 4,9 мм. В процессе калибровки линейный размер первоначальной заготовки уменьшают до 10,3 мм (фиг.2), но при этом получают осесимметричную заготовку. Полученную после калибровки заготовку вновь подвергают отжигу при температуре 650°С с охлаждением в воде, осуществляют виброочистку, смазывают смазкой и осуществляют осадку до превращения цилиндрической заготовки в диск диаметром 26,8 мм и высотой 6 мм с одновременным изготовлением наметки (фиг.3). Полученный диск с целью повышения его пластических свойств подвергают отжигу при температуре 650°С с охлаждением в воде, смазывают смазкой и устанавливают в ступенчатую матрицу, размеры верхней ступени которой соответствуют размерам изделия (фиг.4). Затем за одну операцию (фиг.5) методом объемной холодной штамповки осуществляют:
- формирование фасонной полости путем вытяжки диска с превращением его в чашеобразную осесимметричную оболочку;
- формирование нижней внешней формы изделия прямым выдавливанием за счет вытеснения части объема заготовки в цилиндрическую полость матрицы до упора в неподвижный контрпуансон;
- калибровку выдавленной внутренней фасонной полости в жестко ограниченном контуре с приложением подпорных сил, обеспечиваемых неподвижным пуансоном и кольцевой щелью между пуансоном и матрицей в их верхней части, с формированием верхней части изделия с наружным диаметром 27 мм. Затем осуществляют механические операции: подрезку нижнего торца изделия до высоты 20 мм и сверление отверстия диаметром 4 мм в дне заготовки.
Поскольку калибровка внутренней фасонной полости изделия происходит при запаздывающем течении материала вверх с формированием верхней части изделия, жесткая зона, деформируемая упруго в области формирования фасонной полости заготовки, исчезает. Поэтому форма внутренней полости после ее извлечения из матрицы с помощью контрпуансона не меняется.
Источники информации
1. А.В.Донской и В.С.Клубникин. Электроплазменные процессы и установки в машиностроении. Л. Машиностроение. 1979 г., с.35-40.
2. Металлорежущие станки./ Под ред. проф. В.К.Тепинкичиева. М. Машиностроение. 1973 г., с.36.
3. Металлорежущие станки./ Под ред. проф. Н.С.Ачеркана. М. Машиностроение. 1958 г., с.506.
4. РФ №2086330, С1, публ. 10.08.97.
5. А.с. СССР №721245, А1, публ. 15.03.80.
6. А.с. СССР №986575, A1, публ. 07.01.83.
7. А.с. СССР №1807914, A3, публ. 07.04.1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1997 |
|
RU2115524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ получения полых изделий с фланцем | 1979 |
|
SU874255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий с полостью, образованной кривыми второго порядка, в частности, при изготовлении выходного электрода (анода) плазматрона. После калибровки исходной заготовки с наметкой отверстия производят ее осадку до образования диска. Затем полученный полуфабрикат деформируют выдавливанием полости в матрице. Выдавливание осуществляют в два этапа, на первом из которых производят вытяжку в зазор между матрицей и пуансоном и формирование нижней части изделия методом прямого выдавливания. На втором этапе с противодавлением калибруют выдавленную полость и формируют верхнюю часть изделия. В результате обеспечивается повышение точности полученных изделий. 3 з.п. ф-лы, 5 ил.

| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления капсюльных латунных оболочек с фланцем | 1991 |
|
SU1784403A1 |
| Способ объемной штамповки полых изделий | 1989 |
|
SU1794590A1 |
| US 3614816 А, 26.10.1971 | |||
| FR 1561669 А, 16.04.1968. | |||

