Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полупустотелых стержневых деталей ступенчатой формы типа заклепок, корпусов шипа, валов, осей и пальцев на холодновысадочных автоматах.
Известен способ изготовления полупустотелых заклепок, в котором отрезают стержневую заготовку мерной длины и производят ее деформирование в несколько переходов с образованием головки на одном конце стержня и глухой осевой полости на другом, при этом в процессе деформирования заготовки последовательно осуществляют ее калибровку с выдавливанием наметки, прямое выдавливание с получением глухой полости на одном конце стержня заготовки, редуцирование в матрице с конической деформирующей частью с получением ступенчатого полуфабриката с конической переходной поверхностью между ступенями и расположенной на торце меньшей ступени глухой полостью, диаметр, глубина и толщина стенки которой равны соответствующим параметрам готовой детали, и окончательное оформление головки заклепки (см. патент РФ № 2107574, кл. В21К 1/60, бюл. №9, 1998).
Недостатком известного способа является невысокая стойкость инструмента на операциях прямого выдавливания глухой полости, редуцирования в матрице и на операции окончательного формирования головки, обусловленная неоптимальными истинными деформациями при прямом выдавливании глухой полости. Данный способ не обеспечивает также формирование глухой полости со стабильными геометрическими параметрами на операции редуцирования за счет свободного обжима стенки полости в конической деформирующей части матрицы. Кроме того, производственные испытания показали, что при окончательном оформлении головки детали имеет место незаполнение угла головки со стороны меньшей ступени из-за высокой конусной части заготовки, формируемой при редуцировании ее на предыдущем переходе. Уменьшение высоты конусной части заготовки за счет увеличения угла редуцирования и обжима для улучшения качества заполнения головки при ее осадке дает увеличение неравномерности по толщине стенки и образование складок из-за сжимающих меридиальных и тангенциальных напряжений и изгиба при выходе из конической деформирующей части в цилиндрическую калибрующую.
Известен способ изготовления полупустотелых заклепок, в котором отрезают заготовку мерной длины и последовательно осуществляют ее калибровку с выдавливанием наметки, прямое выдавливание с получением глухой полости на одном конце ее стержня, редуцирование в матрице с конической деформирующей и выходной калибрующей частями с получением ступенчатого полуфабриката с расположенной на торце меньшей ступени глухой полостью и окончательное оформление головки на другом торце. Редуцирование в матрице совмещают с обжимом стенки глухой полости и производят на калибрующей оправке, расположенной со стороны торца меньшей ступени вне конической деформирующей части матрицы. Осевое течение металла стенки глухой полости и ее форму задают за счет изменения контактного трения или конфигурации выходной части матрицы при следующем соотношении размеров глухой полости: S/Dдет>0,2, где S - толщина стенки глухой полости детали; Dдет - наружный диаметр стенки глухой полости детали (см. патент РФ № 2175277, кл. В21К 1/60, В21J 5/06, бюл. № 30, 2001).
Недостатком данного способа является низкая стойкость калибрующей оправки, расположенной вне конической деформирующей части матрицы, вследствие действующей на ее торец нагрузки от присутствующей разнотолщинности стенки, возникающей при обжиме полуфабриката. Так как калибрующая оправка расположена вне конической деформирующей части матрицы, она не участвует в процессе обжима заготовки и при калибровке заготовки данным способом возникают сдвиговые деформации в осевом и радиальном направлениях. Нагрузка, воздействующая на торец оправки со стороны деформируемого полуфабриката, имеющего разнотолщинность стенки, приводит к возникновению изгибающих моментов на оправке, что снижает ее стойкость. Кроме того, способ не решает задачу заполнения головки во внешнем углу со стороны торца меньшей ступени на окончательном переходе ее формирования, так как увеличение угла редуцирования на предыдущей позиции приводит к резкому падению стойкости калибрующей оправки и ухудшению качества детали за счет присутствия и усиления сдвиговых деформаций.
Наиболее близким к предлагаемому является способ изготовления полупустотелых заклепок, включающий отрезку заготовки мерной длины и последовательно осуществляемые ее калибровку с выдавливанием наметки, прямое выдавливание с получением глухой полости на одном конце стержня заготовки, получение ступенчатого полуфабриката путем редуцирования заготовки в матрице с обжимом стенки глухой полости и калибровкой глухой полости на калибрующей оправке, располагаемой плавающей в очаге деформации обжима из условия обеспечения при последующей калибровке сил трения между оправкой и стенкой глухой полости, а также окончательное формирование головки на другом торце полуфабриката (см. патент РФ № 2220808, кл. В21К 1/60, В21J 5/06, Бюл. № 1, 2004).
При решении задачи повышения стойкости оправки и качества калибруемой глухой полости изобретение, хотя и достигает некоторого улучшения заполнения головки готовой детали за счет снижения высоты конусной части заготовки на предыдущем переходе, однако до конца не решает данную задачу - качества заполнения головки со стороны торца меньшей ступени на окончательном переходе высадки, т.к. из-за необходимости на окончательном переходе высадки образования фасок на торцах изделия одновременно с высадкой головки невозможна реализация закрытой в полости матрицы штамповки головки.
Задачей изобретения является повышение качества изготовления полупустотелых стержневых ступенчатых деталей за счет лучшего заполнения их головки.
Поставленная задача достигается тем, что в предлагаемом способе изготовления полупустотелых стержневых ступенчатых деталей, включающем отрезку заготовки мерной длины, прямое выдавливание заготовки с получением глухой полости на одном конце ее стержня, получение ступенчатого полуфабриката путем редуцирования заготовки в матрице с обжимом стенки глухой полости и калибровкой глухой полости на калибрующей оправке, располагаемой плавающей в очаге деформации обжима из условия обеспечения при последующей калибровке сил трения между оправкой и стенкой глухой полости, а также окончательное формирование головки на другом конце стержня, согласно изобретению после редуцирования в матрице с обжимом стенки глухой полости и с одновременной калибровкой самой полости на оправке осуществляют высадку в закрытой полости матрицы, с помощью стержневого пуансона формируют ступенчатую заготовку, а затем одновременно формируют фаски на торцах, полный профиль детали и окончательно формируют головку.
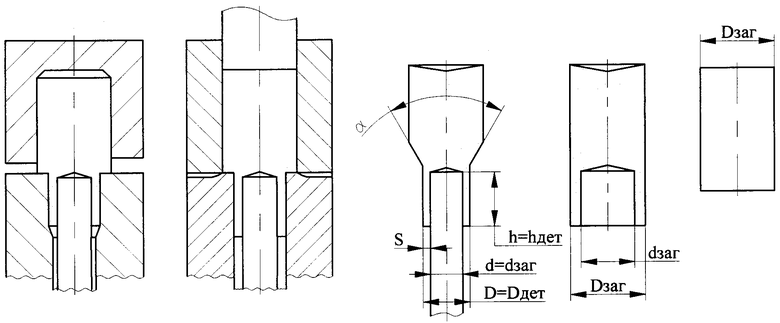
Сущность изобретения поясняется чертежом, где показана технологическая схема процесса высадки. Согласно схеме отрезают заготовку мерной длины, затем на первом переходе высадки осуществляют прямое выдавливание заготовки с получением на одном конце ее стержня глухой полости с диаметром отверстия dзаг. На втором переходе высадки производят редуцирование в матрице с обжимом стенки глухой полости и калибровкой самой полости на оправке, располагаемой плавающей в очаге деформации обжима из условия обеспечения при последующей калибровке сил трения между оправкой и стенкой глухой полости. На третьем переходе высадки в закрытой полости матрицы с помощью стержневого пуансона формируется ступенчатая заготовка. На четвертом переходе формируются фаски на торцах, полный профиль детали и окончательно формируют головку.
Высадка полупустотелых стержневых деталей ступенчатой формы, у которых относительная толщина стенки глухой полости S/Dдет>0,2 и относительная глубина полости hдет/dдет>2,5, где S - толщина стенки глухой полости детали, а - Dдет наружный диаметр стенки глухой полости детали, по предлагаемому способу позволяет повысить качество формирования головки изделия за счет образования ступенчатой заготовки в закрытой полости матрицы.
Способ предлагается к внедрению при изготовлении изделий методом холодной объемной штамповки на холодновысадочных автоматах на предприятии ОАО «Белебеевский завод «Автонормаль»
Итак, заявленное изобретение позволяет повысить качество полупустотелых стержневых ступенчатых деталей за счет лучшего заполнения их головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1996 |
|
RU2107574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ ЗАКЛЕПОК | 1997 |
|
RU2133167C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ СО СТУПЕНЯМИ НА НАРУЖНОЙ ПОВЕРХНОСТИ И ХОЛОДНОВЫСАДОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329117C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полупустотелых стержневых деталей ступенчатой формы типа заклепок, корпусов шипа, валов, осей и пальцев на холодновысадочных автоматах. Способ включает отрезку заготовки мерной длины. Прямое выдавливание заготовки осуществляют с получением глухой полости на одном конце ее стержня. Получение ступенчатого полуфабриката производят путем редуцирования заготовки в матрице с обжимом стенки глухой полости и калибровкой глухой полости на калибрующей оправке. Последнюю располагают плавающей в очаге деформации обжима из условия обеспечения при последующей калибровке сил трения между оправкой и стенкой глухой полости. Высадку осуществляют в закрытой полости матрицы с помощью стержневого пуансона. Затем одновременно формируют фаски на торцах, полный профиль детали. Окончательное формирование головки осуществляют на другом конце стержня. В результате обеспечивается улучшение качества получаемых изделий. 1 ил.
Способ изготовления полупустотелых стержневых ступенчатых деталей, включающий отрезку заготовки мерной длины, прямое выдавливание заготовки с получением глухой полости на одном конце ее стержня, получение ступенчатого полуфабриката путем редуцирования заготовки в матрице с обжимом стенки глухой полости и калибровкой глухой полости на калибрующей оправке, располагаемой плавающей в очаге деформации обжима из условия обеспечения при последующей калибровке сил трения между оправкой и стенкой глухой полости, а также окончательное формирование головки на другом конце стержня, отличающийся тем, что после редуцирования в матрице с обжимом стенки глухой полости и одновременной калибровкой глухой полости на калибрующей оправке осуществляют высадку в закрытой полости матрицы с помощью стержневого пуансона и формируют ступенчатую заготовку, а затем одновременно формируют фаски на торцах, полный профиль изготавливаемой детали и осуществляют окончательное формирование головки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2002 |
|
RU2220808C1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| Способ изготовления пустотелых изделий типа заклепок | 1987 |
|
SU1523241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| US 3978538 A, 07.09.1976 | |||
| US 4059860 A, 29.11.1977. | |||

