Изобретение касается способа непрерывной разливки при изготовлении литых металлических изделий, литейной машины для осуществления этого способа, а также способа компенсации объемных изменений металлического сплава.
Непрерывная разливка металлов или металлических сплавов различного типа, как содержащих двухвалентное железо, так и не содержащих его, используется в промышленности уже в течение многих лет. Большая часть известных средств непрерывной разливки представляет собой машины, в которых разливка осуществляется посредством пропускания расплавленного металла между парой непрерывно охлаждаемых валков. При этом оказывается возможным осуществлять разливку по направлению сверху вниз, под углом или в горизонтальном направлении.
Непрерывная разливка металла осуществляется двумя хорошо известными способами, которые в определенных аспектах оказываются схожими. Вкратце, непрерывная разливка производится с использованием непрерывного ряда элементов конструкции, например, литейных блоков, установленных на или образующих непрерывные цепи, или непрерывных лент с расположенными между ними подвижными боковыми стенками. Элементы конструкции непрерывного ряда, которые обычно располагаются в горизонтальной плоскости или в плоскости, наклоненной под небольшим углом по отношению к горизонтальной, используются в качестве литейных форм для изготовления литых металлических изделий, например, плашек, слябов, листов, пластин или полос. Элементы конструкции непрерывного ряда, перемещающиеся по траекториям, отличным от круговой, тангенциально сводятся друг с другом в зоне разливки с целью образования литейного формующего канала и остаются вместе достаточно долго для того, чтобы металл в достаточной степени затвердел и в дальнейшем не потерял форму, после чего элементы конструкции непрерывного ряда расходятся и перемещаются обратно в начало зоны разливки. Этот способ разливки зарекомендовал себя как весьма эффективный и экономичный, особенно при изготовлении посредством литья таких изделий, как слябы, пластины, листы или полосы, которые могут использоваться в качестве конечной продукции, или же, при необходимости, форма этих изделий может быть изменена посредством прокатки непосредственно после вывода их из горизонтально расположенной разливочной машины.
Как уже отмечалось, существуют два основных типа большей частью горизонтально расположенных литейных машин для непрерывной разливки. Первый тип машин предусматривает использование пары непрерывных лент, которые тангенциально сводятся друг с другом с целью образования между ними литейной формы подвижного типа. Когда расплавленный металл вводится между лентами, последние принудительно охлаждаются. Охлаждение в подобных условиях, однако, оказывается малоэффективным, а толщина изготавливаемой металлической полосы может изменяться, поскольку лента не является жесткой. Для исключения изменений по толщине и форме полосы расплавленный металл должен вводиться в литейную форму в условиях низкого давления, что оказывает отрицательное влияние на сам процесс литья и приводит к возникновению проблем в части поверхностей и формы изготавливаемых изделий, а также вызывает нарушения в структуре металла.
Для устранения проблем, связанных с малоэффективным охлаждением, изменениями толщины и управлением качеством литых изделий, лента в литейных машинах второго типа заменяется непрерывной цепью, включающей последовательно установленные литейные блоки, скрепляемые с цепью или фактически ее образующие. Литейные блоки образуют структуру, которая допускает внешнее охлаждение, внутреннее охлаждение или одновременно внешнее и внутреннее охлаждение. Эта структура позволяет эффективно охлаждать металл, заливаемый между блоками литейной машины, при этом машина для непрерывной разливки, использующая литейные блоки, обеспечивает повышенную жесткость, в результате чего обеспечивается изготовление равномерной по толщине металлической полосы. Этот процесс, тем не менее, имеет свои собственные недостатки. Когда последовательно расположенные литейные блоки сводятся друг с другом, расплавленный металл может протекать между блоками и отвердевать там, создавая наросты, выступающие из литого металлического изделия по всей его длине. Эти выступы обычно называют заусенцами. Присутствие заусенцев на отлитой металлической полосе препятствует процессу ее дальнейшей обработки, например, посредством прокатки, которая может потребоваться для литого металлического изделия.
Более того, часто оказывается необходимым в процессе изготовления посредством литья изделий с плоскими поверхностями, например, листов или полос, регулировать ширину изготавливаемой полосы. Для регулирования ширины полосы в запасе должны иметься различные по размерам цепи, или же могут применяться непрерывные, достаточно дорогостоящие, регулируемые по ширине боковые стенки, которые допускают смещение по ширине блоков. Вследствие больших габаритов и массы используемых цепей процедура их замены оказывается достаточно сложной, требующей продолжительного времени и весьма дорогостоящей.
На практике ранее было также трудно обеспечить высокие точности при задании ширины/формы изготавливаемой металлической полосы в машинах с непрерывной разливкой. При прохождении вдоль литейной машины расплавленный металл охлаждается и отвердевает в формующем канале. По мере охлаждения металла уменьшается объем металла, в результате чего по мере отвердевания металла в формующем канале изменяется действующее на него литейное давление. При этом металл даже может терять контакт со стенками формующего канала. В результате этого замедляется процесс охлаждения металла, что требует применения более протяженных формующих каналов, а в некоторых случаях это может приводить к нежелательным изменениям толщины и другим изменениям формы. В большинстве случаев это также оказывает нежелательное воздействие на микроструктуру литых изделий.
Известна литейная машина для непрерывной разливки, содержащая напорный блок питателя и литейную насадку, расположенные на входе формующего канала для ввода расплавленного металла из напорного блока питателя в формующий канал, имеющий определенную глубину и формируемый двумя непрерывными цепными конструкциями, каждая из которых включает цепь, имеющую выступ, расположенный на противоположной стороне цепей и определяющий ширину формующего канала, образованного между этими цепями (патент США 4738300, B 22 D 11/06, 19.04.88).
Таким образом, изготовление изделий посредством непрерывного литья без заусенцев оказывается весьма желательным для улучшения качества изделий в процессе осуществления непрерывной разливки и обеспечения более широких возможностей для последующей обработки металлических изделий, полученных путем непрерывной разливки. Желательно также изменить ширину литейной формы в машине для непрерывной разливки, использующей цепь, но без замены этой цепи. Более того, желательно поддерживать величину литейного давления, воздействующего на металл, постоянной по мере отвердевания металла. Технический результат предлагаемого изобретения состоит в изготовлении литых металлических изделий без заусенцев, уменьшении времени простоя при изменении ширины литейной формы и регулировании литейного давления. Это непосредственно способствует расширению использования изделий, изготовленных методом непрерывной разливки, и снижению производственных затрат для изделий, изготовленных методом непрерывной разливки.
Для достижения указанного технического результата предлагается новая литейная машина для непрерывной разливки, содержащая напорный блок питателя и литейную насадку, расположенные на входе формующего канала для ввода расплавленного металла из напорного блока питателя в формующий канал, имеющий определенную глубину и формируемый двумя непрерывными цепными конструкциями, каждая из которых включает цепь, имеющую выступ, расположенный на противоположной стороне цепей и определяющий ширину формующего канала, образованного между этими цепями, дополнительно снабженная средствами для регулирования глубины формующего канала вдоль его длины с возможностью образования формующего канала, глубина которого на его выходе меньше глубины на его входе и, по меньшей мере, одна непрерывная цепная конструкция выполнена с возможностью смещения по отношению к другой непрерывной цепной конструкции для регулирования ширины или глубины формующего канала.
В предпочтительном варианте реализации настоящего изобретения обеспечивается возможность перемещения по отношению друг к другу обеих цепных конструкций так, чтобы используемый для литья металл оставался в центре литейной машины цепного типа при регулировании ширины формующего канала. В этом же предпочтительном варианте реализации изобретения литейная машина дополнительно содержит две непрерывные ленточные конструкции, связанные с соответствующими непрерывными цепными конструкциями. Каждая ленточная конструкция располагается и функционирует внешним образом по отношению к соответствующей непрерывной цепной конструкции с целью создания гладкостенного формующего канала, что позволяет изготавливать литые изделия без заусенцев. Ленты могут характеризоваться той же самой шириной, что и формующий канал, при этом необходимо прерывать процесс литья для того, чтобы заменить ленты и тем самым изменить ширину формующего канала. Относительно легкие и легко снимаемые ленты могут заменяться за более короткое время, нежели цепи. Ленты могут также характеризоваться шириной, большей ширины формующего канала, что позволяет регулировать ширину формующего канала без замены ленты.
Настоящее изобретение также связано с новой машиной для непрерывной разливки, содержащей первую и вторую литейные конструкции, имеющие первые и вторые подвижные цепи и ленты, перемещающиеся по первой и второй замкнутым траекториям перемещения цепей и лент, соответственно. Траектории перемещения цепей располагаются внутренним образом по отношению к траекториям перемещения лент, а соответствующие траектории лент и цепей совпадают друг с другом, по крайней мере, на одном участке траекторий, когда первые и вторые траектории проходят в непосредственной близости друг от друга для образования формующего канала. Поскольку ленты располагаются и функционируют внешним образом по отношению к цепям, гладкая поверхность ленты образует гладкую поверхность формующего канала и предотвращает появление заусенцев. На входе формующего канала установлены напорный блок питателя и литейная насадка (литейный носок), которые обеспечивают ввод расплавленного металла в формующий канал.
В предпочтительном варианте реализации настоящего изобретения литейная машина также содержит механизм натяжения, скрепленный с лентами, что позволяет стягивать ленты и обеспечивать их плотное прилегание к цепям. Ленты предпочтительно покрываются жаропрочным материалом, который выступает в качестве высвобождающего литейную форму, несмачивающего агента, а также регулятора процесса передачи тепла. Более того, предусматривается использование системы охлаждения для каждой литейной конструкции. Каждая подобная система охлаждения связана одновременно с лентой и цепью соответствующей литейной конструкции, в результате чего уменьшается количество операций, связанных с охлаждением.
Настоящее изобретение также связано с новой машиной для непрерывной разливки, содержащей множество литейных конструкций. При этом, по меньшей мере, одна из литейных конструкций содержит непрерывную цепь, имеющую множество литейных блоков, передний ведущий шкив и задний шкив торможения. Ведущий шкив проталкивает цепь в зону разливки, а шкив торможения препятствует смещению цепи из зоны разливки. В результате цепь оказывается зажатой в зоне разливки, а литейные блоки совмещаются друг с другом таким образом, чтобы отсутствовали зазоры между этими литейными блоками. В предпочтительном варианте осуществления изобретения упомянутое свойство реализуется двумя литейными конструкциями, при этом средства привода, связанные с ведущим шкивом, характеризуются, по меньшей мере, на 4 кВт большим уровнем мощности, чем средства привода, связанные со шкивом торможения, последнее в условиях изготовления металлической полосы толщиной 25 мм и шириной 1000 мм. Литейные блоки в рамках этого варианта реализации предпочтительно имеют приспособления для блокировки в виде совмещаемых язычка и проточки, позволяющие исключить эффекты "черепичной крыши".
В другом варианте реализации изобретения предлагается машина для непрерывной разливки, содержащая напорный блок питателя, литейную насадку (литейный носок) и две расположенные друг напротив друга литейные конструкции, образующие между собой формующий канал. Напорный блок питателя расположен на входе формующего канала, при этом расплавленный металл вводится в формующий канал из напорного блока питателя через литейную насадку. Далее расплавленный металл проходит по всей длине формующего канала в направлении его выхода. При этом предусматривается использование средств для регулирования глубины формующего канала вдоль его длины так, чтобы глубина формующего канала в области выхода могла изменяться относительно глубины формующего канала на его входе в процессе работы литейной машины. Для обеспечения возможности регулирования глубины без прерывания процесса литья литейные блоки литейных конструкций образуют, по меньшей мере, один паз, расположенный на конце блока. В этот паз вставляется посредством скользящего перемещения стойка, а смещающий элемент устанавливается между основанием паза и стойкой с целью смещения стойки относительно противолежащей поверхности.
В еще одном предпочтительном варианте реализации настоящего изобретения каждая литейная конструкция содержит литейные блоки, образующие пазы, в которые с возможностью скольжения вставляются стойки, а смещающие элементы устанавливаются между этими стойками и основаниями пазов. В подобной конструкции пазы каждой литейной конструкции располагаются со стороны, противолежащей стороне, также с пазами, другой литейной конструкции. Литейные блоки снабжены также поддерживающими выступами, расположенными вблизи пазов и с внешней стороны по отношению к стойкам. Эти поддерживающие выступы приводятся в контакт со стойками и поддерживают их, противодействуя давлению на них металла, присутствующего в формующем канале.
Настоящее изобретение также относится к новому способу изменения ширины литых изделий, изготавливаемых в процессе непрерывной разливки в литейной машине цепного типа, имеющей две литейные конструкции, образующие между собой формующий канал. Сплав постоянно расплавляется и вводится в формующий канал из напорного блока питателя через литейную насадку (литейный носок). Ширина отлитых изделий регулируется посредством скользящего перемещения, по меньшей мере, одной литейной конструкции относительно другой литейной конструкции в направлении, перпендикулярном по отношению к направлению движения металла в формующем канале. В предпочтительном варианте реализации изобретения ширина формующего канала регулируется посредством скользящего перемещения по отношению друг к другу обеих литейных конструкций на одинаковые расстояния в противоположных направлениях, принципиально перпендикулярных по отношению к направлению движения металлического сплава, так чтобы этот сплав оставался в центре литейной машины цепного типа. Более того, предусматривается применение лент, предназначенных для формирования, по крайней мере, части формующего канала. Если ширина лент оказывается той же самой, что и ширина формующего канала, операция разливки должна быть временно приостановлена, а ленты и литейные насадки заменены для того, чтобы отрегулировать ширину изготавливаемых посредством литья изделий. Если ширина ленты превышает ширину формующего канала, ширина отлитых изделий может регулироваться посредством временного прерывания процесса литья и замены только одной литейной насадки.
Настоящее изобретение, кроме того, относится к новому способу непрерывной разливки при изготовлении литых изделий без заусенцев с помощью литейной машины цепного типа, имеющей две ленточные и цепные конструкции, образующие между собой формующий канал. Этот способ предусматривает расплавление металлического сплава и ввод металла в формующий канал. Непрерывные ленты перемещаются по замкнутым траекториям, а непрерывные цепи также перемещаются по замкнутым траекториям, которые ориентированы внутренним образом по отношению к траекториям перемещения лент. В предпочтительном варианте реализации изобретения способ дополнительно предусматривает стяжку лент с целью гарантировать тот факт, что ленты не отойдут в сторону от цепей в зоне разливки.
Предлагается также еще один новый способ, в соответствии с настоящим изобретением, для компенсации объемных изменений металлического сплава с целью предотвращения нежелательных деформаций и нарушений в микроструктуре металла, а также с целью улучшения режима охлаждения в условиях, когда металлический сплав уменьшается в размерах при охлаждении в процессе непрерывной разливки с помощью литейной машины цепного типа, имеющей верхнюю и нижнюю литейные конструкции, образующие между собой формующий канал. Изменения объема предлагается компенсировать посредством регулирования глубины формующего канала вдоль его длины. Последнее обеспечивается посредством прижатия множества перемещаемых с возможностью скольжения верхних и нижних стоек, вставленных в пазы литейных блоков, к противолежащим литейным блокам другой литейной конструкции. Стойки верхней конструкции располагаются с противоположных сторон по отношению к стойкам нижней конструкции. Последнее также обеспечивается посредством наклона одной из литейных конструкций по отношению к другой конструкции с целью регулирования глубины формующего канала. В предпочтительном варианте реализации изобретения одна из литейных конструкций наклонена по отношению к другой литейной конструкции с целью уменьшения глубины формующего канала в области его выхода, что обеспечивается сжатием упругих элементов конструкции в области выхода литейной машины цепного типа.
Краткое описание сопутствующих чертежей
Эти и другие свойства и преимущества настоящего изобретения станут более понятными и очевидными из приводящегося ниже подробного описания настоящего изобретения со ссылками на сопутствующие чертежи, на которых изображено следующее:
на фиг. 1 показан вид сбоку на литейную машину цепного типа для непрерывной разливки, в соответствии с настоящим изобретением,
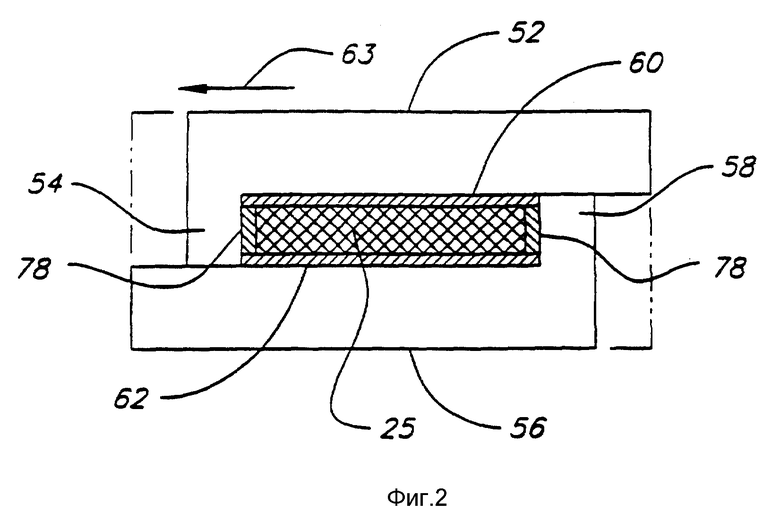
на фиг. 2 показано поперечное сечение пары противолежащих литейных блоков и лент, выполненное с внутренней стороны литейной машины, показанной на фиг. 1,
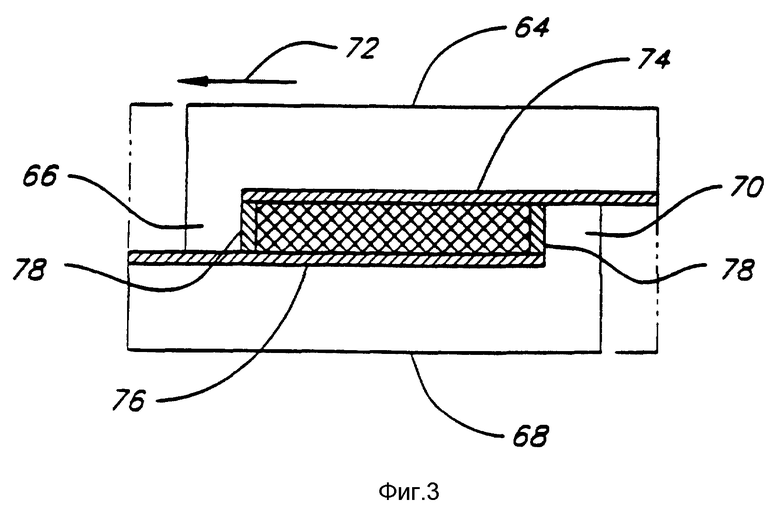
на фиг. 3 приведен альтернативный вариант реализации расположенных напротив друг друга литейных блоков и лент, показанных на фиг. 2,
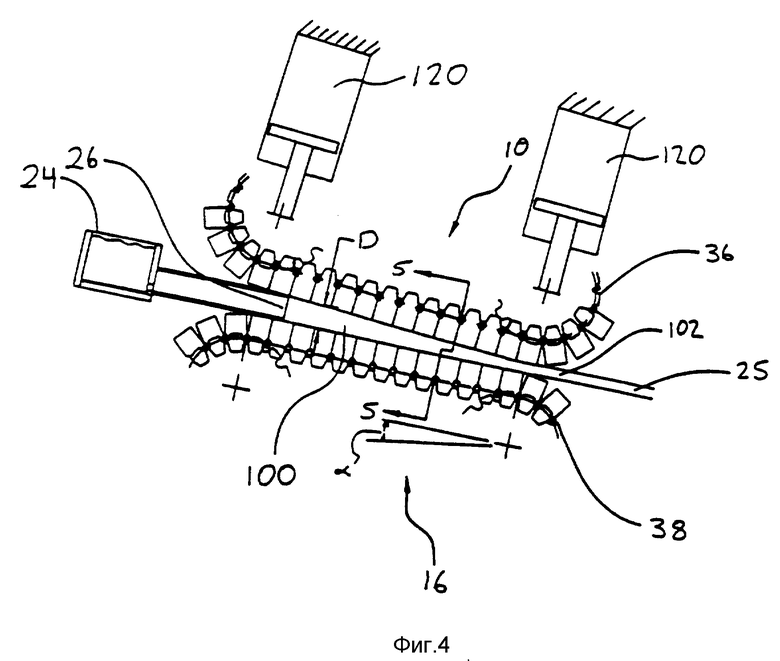
на фиг. 4 показан частичный вид сбоку на наклонную литейную машину цепного типа, предназначенную для непрерывной разливки и имеющую формующий канал с уменьшающейся в направлении выхода литейной машины цепного типа глубиной,
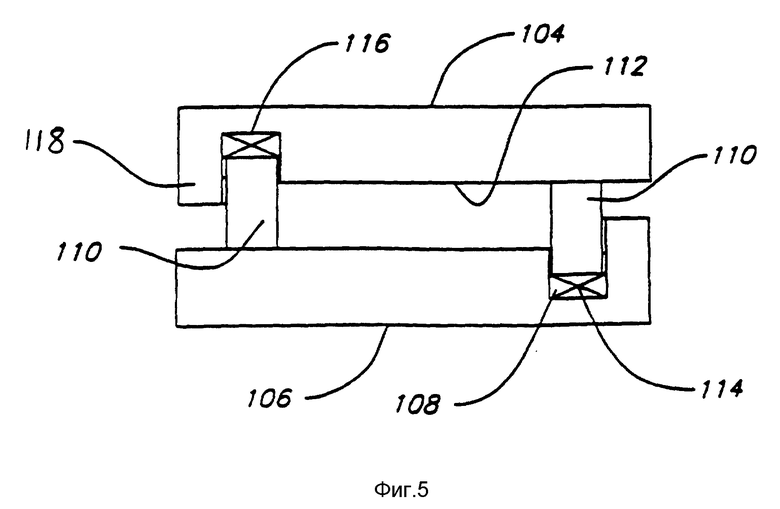
на фиг. 5 показан вид с торца на пару расположенных напротив друг друга литейных блоков, выполненный вдоль линии 5-5 для литейной машины цепного типа, показанной на фиг. 4, и
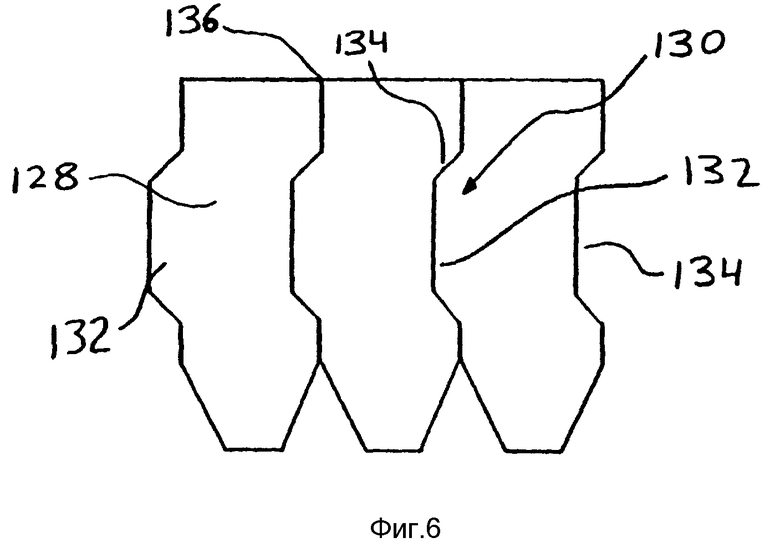
на фиг. 6 показан вид сбоку на литейные блоки, имеющие расположенные между ними механизмы блокировки.
Подробное описание изобретения
Литейная машина для непрерывной разливки, показанная на фиг. 1, содержит верхнюю литейную конструкцию 10, которая включает верхнюю непрерывную ленту 12 и верхнюю непрерывную цепь 14, которые перемещаются вдоль верхних замкнутых траекторий ленты и цепи синхронным образом. Непрерывная лента изготовлена из отрезков металлической полосы, концы которых последовательно сварены друг с другом. Таким образом, литейная конструкция для случая предпочтительного варианта реализации изобретения может называться комбинированной ленточной и цепной конструкцией непрерывного типа. Нижняя литейная конструкция, в целом обозначенная цифрой 16, включает нижнюю непрерывную ленту 18 и нижнюю непрерывную цепь 20, которые перемещаются вдоль нижних замкнутых траекторий ленты и цепи. Две литейные конструкции сводятся и перемещаются, в общем случае, параллельно друг другу в зоне разливки и образуют между собой прямоугольный формующий канал 22, при этом блок питателя 24 располагается около отверстия 26 со стороны ввода металла в литейную машину для непрерывной разливки. Ленты имеют ширину, большую ширины формующего канала, и выступают за края формующего канала. Напорный блок питателя непрерывно подает расплавленный металл в формующий канал через литейную насадку 27 (литейный носок) и регулирует давление, при котором металл подается в формующий канал. Поскольку ленты и цепи перемещаются в направлении, указанном стрелками 30, индивидуальные литейные блоки 32 и ленты литейных конструкций, образующих формующий канал, перемещаются в направлении от напорного блока, т.е. в направлении, указанном стрелками 31, перенося вместе с собой и расплавленный металл; в результате этого литейные конструкции непрерывно образуют свободный от металла формующий канал в области литейной насадки. Расплавленный металл из блока питателя непрерывно заполняет свободную часть формующего канала и, в результате этого формируется непрерывное металлическое литое изделие 25. Когда металл проходит по формующему каналу, он охлаждается и затвердевает, поэтому на выходе формующего канала металл обычно появляется в твердом виде. Изготавливаемое литое металлическое изделие предпочтительно подается на средства 33, которые показаны схематично и которые отталкивают изготовленное литое металлическое изделие в направлении литейной машины по мере вывода этого изделия из формующего канала, для предотвращения усадки и обрыва полосы; упомянутые средства 33 могут также создавать механическое давление, воздействующее на литое металлическое изделие в процессе вывода последнего из литейной машины. Изготовленное литое металлическое изделие после этого может быть направлено на другую машину или станок для последующей обработки.
В проиллюстрированном выше предпочтительном варианте реализации изобретения верхняя и нижняя цепи перемещаются вдоль замкнутых траекторий цепей 34, 35, соответственно, которые задаются с помощью первой системы верхних цепных шкивов (цепных колес) 36 и первой системы нижних цепных шкивов (цепных колес) 38, а верхняя и нижняя ленты перемещаются вдоль замкнутых траекторий лент 40, 41, задаваемых с помощью второй системы верхних шкивов ленты 42 и второй системы нижних шкивов ленты 44. По меньшей мере, на одном участке траектории лент и цепей совпадают между собой. На участке совпадения траекторий лент и цепей цепи обеспечивают направление и механическую поддержку лент. После того, как две цепи проходят шкивы, они оказываются весьма близко расположенными по отношению друг к другу в том месте, где происходит совмещение траекторий перемещения цепей и лент, и между ними образуется формующий канал заданной конфигурации.
Поскольку траектория перемещения ленты располагается внешним образом по отношению к траектории перемещения цепи и внутренним образом по отношению к формующему каналу, эти ленты образуют внутреннюю, верхнюю и нижнюю поверхности формующего канала, а протяженность зоны разливки определяется в виде разности между длиной формующего канала и длиной литейной насадки (литейного носка), выступающей внутрь формующего канала. В результате расплавленный металл, вводящийся в формующий канал, приобретает конфигурацию, соответствующую, например, форме полосы или пластины, в условиях, когда верхняя и нижняя поверхности этого канала образуются с помощью лент, при этом расплавленный металл не имеет возможности вытекать в зазоры между индивидуальными литейными блоками, образующими цепь. Таким образом, на литом металлическом изделии 25 будут отсутствовать заусенцы, и верхняя и нижняя поверхности этого металлического изделия, например полосы или пластины, будут гладкими. Для выполнения упомянутой функции стальные ленты преимущественно покрываются жаропрочным материалом, который используется в качестве высвобождающего литейную форму, несмачивающего агента, а также средства регулирования процесса теплообмена. Более того, ленты могут использоваться совместно с боковыми стенками для предотвращения образования заусенцев на поверхностях изготавливаемого литого металлического изделия.
Литейные блоки охлаждаются с помощью схематично показанных внутренних средств или внешних средств 48, например, в виде теплообменника, обеспечивающих теплообмен между водой и окружающим воздухом, или же с использованием одновременно внутренних и внешних средств охлаждения. Внутренние средства охлаждения включают отверстия ввода 49 и отверстия вывода 51, которые образуют канал для протекания жидкости через литейный блок, и тем самым создают возможность его охлаждения. Магистрали для подачи жидкости, непоказанные, соединяются с каждым литейным блоком с целью подключения этого блока к резервуару с жидкостью. Охлаждение литейных блоков способствует отвердеванию металла внутри формующего канала перед тем, как он выводится из литейной машины. Как показано штрих-пунктирными линиями, ленты могут перемещаться вдоль альтернативных траекторий лент 40 и при этом ленты будут дополнительно внешним образом охлаждаться с использованием того же самого механизма охлаждения 48, который применяется для внешнего охлаждения цепи.
Поскольку, в соответствии с настоящим изобретением, цепь обеспечивает необходимый уровень жесткости, гидростатическое давление в напорном блоке питателя может быть увеличено для повышения производительности литейной машины непрерывной разливки в условиях обеспечения требуемой равномерности по толщине и высокого качества изготавливаемых литых металлических изделий. Использование ленты совместно с цепью позволяет формировать гладкие поверхности изделий без заусенцев, причем последнее не предполагает отказа от тех преимуществ, которые дает применение цепи. Для гарантирования отсутствия изменений по толщине в условиях использования лент к этим лентам прикладывают стягивающие усилия с использованием механизма натяжения 50 (на фиг. показан схематично).
Кроме того, лента позволяет защитить цепь, чем способствует значительному уменьшению износа цепных блоков. Раньше оказывалось необходимым периодически очищать цепные блоки с тем, чтобы обеспечить заданную степень обработки поверхностей выпускаемых литых металлических изделий. По истечении небольшого промежутка времени подобные блоки уже не поддавались очистке, и требовалось производить замену весьма дорогостоящих цепей. Теперь же имеется возможность использовать для этих целей существенно более дешевые ленты, замена которых не требует больших затрат. Таким образом, литейная машина цепного типа, предусматривающая комбинированное применение лент и цепей, позволяет обеспечить значительную экономию средств за счет увеличения продолжительности использования цепей и снижения на этой основе производственных расходов. Одновременно за счет того, что ленты прикрывают блоки цепей, обеспечивается дальнейшее улучшение качества литых металлических изделий. Хорошо известно, что блоки цепей претерпевают трехмерные деформации при контакте с нагретым металлом, а ленты, прикрывающие цепи, позволяют уменьшить или даже полностью исключить эти небольшие деформации в блоках цепей, так чтобы они не приводили к снижению уровня качества изготавливаемых литых металлических изделий.
Обратимся теперь к фиг. 2, на которой приведено поперечное сечение литейной машины, показанной на фиг. 1, при этом сечение выполнено с внутренней стороны формующего канала, а каждый литейный блок характеризуется, как правило, L-образным профилем. Верхний литейный блок 52 имеет вертикальный выступ или боковую стенку 54 с плоской и вертикальной внутренней поверхностью, выступающую в направлении нижнего литейного блока 56, при этом нижний литейный блок имеет вертикальный выступ или боковую стенку 58 с плоской и вертикальной внутренней поверхностью, выступающую в направлении верхнего литейного блока, для образования боковых поверхностей формующего канала. Упомянутые выступы располагаются на определенном расстоянии от центра цепей, по обе стороны литейных конструкций. Эти выступы также приводятся в контакт с соответствующим противолежащим литейным блоком. Хотя в проиллюстрированном выше предпочтительном варианте реализации изобретения выступы располагаются на противоположных сторонах соответствующих литейных блоков, подобные же выступы могут выполняться и располагаться в любых местах по ширине упомянутых блоков. Поскольку выступы приводятся в контакт с противолежащим литейным блоком, эти выступы собственно и определяют ширину формующего канала. Ленты 60, 62 характеризуются той же самой шириной, что и формующий канал, и, как уже отмечалось выше, эти ленты 60 и 62 обеспечивают формирование поверхностей литого металлического изделия 25. Для изменения ширины изготавливаемых литых металлических изделий, в соответствии с вариантом реализации изобретения, проиллюстрированном на фиг. 2, процесс разливки должен быть прерван, а ленты и литейная насадка должны быть заменены. В процессе замены ленты требуемой ширины, в соответствии с новой шириной формующего канала, устанавливаются на цепях. Следует отметить, что замена лент и литейных насадок требует прерывания процесса литья на весьма непродолжительное время. Поскольку ленты оказываются существенно легче цепей и с ними значительно проще работать, время, необходимое для замены лент, оказывается существенно меньшим времени, необходимого для замены цепей. После замены лент, по меньшей мере, одна литейная конструкция смещается по отношению к другой, как это показано стрелкой 63, для увеличения или уменьшения ширины формующего канала между выступами литейных блоков. Направление, в котором смещаются литейные конструкции, перпендикулярно направлению движения металлического сплава через литейную машину цепного типа. В результате литейная конструкция смещается в направлении, перпендикулярном к направлению, указанному стрелкой 32 на фиг. 1. Поскольку производится замена только лент, а не цепей, происходит заметное сокращение времени простоя литейной машины, связанного с переходом на новую ширину изделий. В результате посредством осуществления замены только лент и литейных насадок обеспечивается значительное сокращение производственных расходов.
Использование подхода, проиллюстрированного на фиг. 3 (в соответствии с вариантом реализации изобретения), для изменения ширины изделий, позволяет осуществлять регулирование ширины без замены лент. Как и прежде, каждый литейный блок характеризуется L-образным профилем. Верхний литейный блок 64 имеет выступ 66, ориентированный в направлении нижнего литейного блока 68, а нижний литейный блок имеет выступ 70, ориентированный в направлении верхнего литейного блока. В этом варианте реализации изобретения ленты 74, 76 выступают за края формующего канала, в результате чего выступы 66, 70 в действительности входят в контакт с лентами, а не с противолежащими литейными блоками. Следовательно, при прерывании процесса разливки для замены литейной насадки (литейного носка) один из литейных блоков может быть смещен посредством скользящего перемещения относительно другого блока, как показано стрелкой 72, для регулирования ширины изготавливаемого литого металлического изделия. В рамках этого варианта реализации изобретения, таким образом, удается регулировать ширину формующего канала без замены лент.
В обоих случаях с предпочтительными вариантами реализации изобретения, в соответствии с фиг. 2 и 3, имеется возможность регулирования ширины посредством смещения одной или обеих литейных конструкций. Оказывается предпочтительным, если обе литейные конструкции могут смещаться на одинаковые расстояния. Если регулирование ширины осуществляется посредством смещения обеих литейных конструкций, отливаемое изделие остается в центральной части литейной машины. На практике оказывается весьма важным, чтобы целое литое металлическое изделие располагалось по центру литейной машины, если оно в дальнейшем должно передаваться на другое оборудование для последующей обработки. Если обеспечивается смещение обеих литейных конструкций, они перемешаются в противоположных направлениях, предпочтительно перпендикулярных направлению движения металлического сплава через литейную машину. В некоторых случаях применения может оказаться предпочтительным использовать еще одну систему лент, которые обеспечивают прикрывание внутренних поверхностей 78 выступов для предотвращения появления заусенцев на поверхностях изготавливаемого литого металлического изделия. Упомянутые способы и устройства обеспечивают простые и экономичные подходы для регулирования ширины и позволяют использовать подпружиненные боковые стенки, о чем будет подробнее сказано ниже.
При изготовлении посредством литья металлических изделий с изменяемой шириной, в соответствии с предпочтительным вариантом реализации литейной машины, являющейся предметом настоящего изобретения и проиллюстрированной фиг. 3, ширина лент преимущественно задается большей ширины изготавливаемого литого металлического изделия. В подобных случаях, как следует из фиг. 3, в контакте с расплавленным металлом пребывает не вся поверхность по ширине упомянутых лент. Это на практике может приводить к тепловым деформациям лент. Любые возникающие подобным образом тепловые деформации могут приводить к изменениям толщины изготавливаемых литых металлических изделий, вызываемым неровностями поверхностей лент. Для решения этой проблемы лента предпочтительно изготавливается из материала с небольшим коэффициентом теплового расширения, например, из сплава с высоким содержанием никеля, из нержавеющей стали или из материала инвар (INVAR). Более того, те части ленты, которые не подвергаются воздействию со стороны нагретого металла, могут нагреваться независимым образом с тем, чтобы предотвратить тепловые деформации.
Обратимся снова к фиг. 1; в качестве альтернативы или в качестве дополнения к варианту использования лент совместно с цепями для предотвращения появления заусенцев цепи могут проталкиваться, а не протягиваться вдоль траекторий цепей в зоне разливки. При этом каждая из верхней 36 и нижней 38 систем цепных шкивов (цепных колес) управляется посредством поворота таким образом, чтобы цепь оказалась зажатой в зоне разливки. Для пояснения работы этой структуры обратимся к нижней конструкции, где передний ведущий шкив 84 поворачивается с помощью приводного механизма (на фиг. не показан) в направлении, указанном стрелкой 86, с целью проталкивания цепи в зону разливки. В предпочтительном варианте реализации изобретения задний шкив торможения 88 связан с генератором торможения для осуществления замедления вращения (торможения). Операция торможения, реализующаяся с помощью заднего шкива торможения, обеспечивает создание поворотного усилия, воздействующего на цепь в направлении, указанном стрелкой 90. Последнее позволяет препятствовать выводу цепи из зоны разливки. В результате цепь оказывается зажатой в этой зоне, и литейные блоки сводятся вместе в зоне разливки между передним и задним шкивами. В рамках этого варианта реализации изобретения тот зазор, который обычно может возникать в местах стыковки 92 между двумя соседними литейными блоками 94, 96 и создавать для металла канал растекания, следствием чего является появление заусенцев, принудительно перекрывается за счет того сжимающего усилия, которое создается между передним ведущим шкивом и тормозящим задним шкивом.
Средства привода, связанные с передним ведущим шкивом, характеризуются большими уровнями мощности, нежели средства привода, связанные с задним шкивом торможения. Так например, при изготовлении посредством литья полосы толщиной 25 мм и шириной 1000 мм требуемый уровень мощности для пропускания металла через литейную машину составляет приблизительно 4 кВт. В результате, использование для управления задним шкивом торможения средств привода с уровнем мощности 2 кВт влечет за собой необходимость применения для управления передним ведущим шкивом средств привода с уровнем мощности 6 кВт. В другом примере предусматривается использование одних средств привода с уровнем мощности 5,5 кВт для управления передним ведущим шкивом сразу для обеих цепей и по одному средству привода с уровнем мощности 1,1 кВт для управления каждым задним шкивом торможения. Подобный подход позволяет осуществлять независимую регулировку для средств привода заднего шкива для каждой цепи.
Когда на цепь воздействуют сжимающие усилия, оказывается предпочтительным, чтобы соседние литейные блоки блокировались по принципу "клиновидного ключа", в целом обозначенного цифрой 130 на фиг. 6. Каждый литейный блок 128 имеет с одной стороны язычок 132, который предпочтительно имеет трапецеидальную форму, и с противоположной стороны проточку 134, которая также имеет трапецеидальную форму. Эти язычок и проточка блокируются с соответствующей проточкой и соответствующим язычком соседних блоков. Использование клиновидного трапецеидального профиля позволяет конструкции язычок-проточка обеспечивать блокирование в те моменты, когда блоки трансформируются с целью образования формующего канала. Блокирование литейных блоков позволяет предотвратить появление проблем, известных под названием эффекта "черепичной крыши". Этот эффект "черепичной крыши" возникает в тех случаях, когда некоторые литейные блоки располагаются наклонно в формующем канале, в результате чего поверхности соседних литейных блоков не образуют единой поверхности. Таким образом, предлагаются средства для блокирования литейных блоков для того, чтобы обеспечить выравнивание поверхности 136, образуемой литейными блоками, как показано на фиг. 6.
Обратимся теперь к предпочтительному варианту реализации изобретения, показанному на фиг. 4; здесь формующий канал 100 литейной машины цепного типа характеризуется глубиной "D", которая изменяется вдоль длины литейной машины. Глубина формующего канала, которую также часто еще называют сортаментом, регулируется вдоль длины литейной машины посредством наклона одной или обеих литейных конструкций 10, 16 по отношению друг к другу так, чтобы плоскости расположения верхней и нижней лент или цепей пересекались, будучи продленными за формующий канал, на определенном расстоянии от выхода литейной машины. Таким образом, цепи (их плоскости расположения) сводятся в направлении выхода литейной машины. Подобное регулирование взаимных положений литейных конструкций достигается посредством использования средств для регулирования глубины формующего канала, содержащих гидравлические, электромеханические или регулируемые вручную управляющие механизмы, не показанные на фиг. и обеспечивающие перемещение вверх или вниз одного из шкивов литейной конструкции относительно другого шкива той же самой конструкции, в результате чего изменяется угол расположения литейной конструкции по отношению к некоторой стационарной контрольной плоскости, а также по отношению к другой литейной конструкции. Ручное регулирование, например, предусматривает вращение соответствующего регулировочного винта. Предпочтительно, чтобы в результате регулировки глубина формующего канала 26 на его входе становилась больше глубины формующего канала 102 в области его выхода. В результате глубина формующего канала будет уменьшаться при приближении металла к выходу формующего канала.
Подобная конструкция позволяет осуществлять регулирование литейного давления во всем формующем канале, в частности, в тех областях, где металл уменьшается в объеме вследствие его охлаждения. По мере того, как металл охлаждается и уменьшается его объем, глубина формующего канала также уменьшается с целью поддержания литейного давления, воздействующего на металл, и предотвращения нарушений микроструктуры металла, нежелательных деформаций и улучшения режима охлаждения за счет поддержания хорошего контакта между металлом и лентами (или цепями). В результате этого уменьшаются величины допусков, обеспечиваемые в процессе непрерывной разливки, и не приходится создавать слишком длинные литейные машины. Возможность управления и поддержания неизменным литейного давления вдоль всей длины литейной машины цепного типа достигается посредством двух действий: 1) как уже отмечалось, посредством наклона плоскости расположения верхней цепи по отношению к плоскости расположения нижней цепи и 2) посредством приложения постоянного усилия с помощью пневматического цилиндра 120, пружины или других средств для приложения усилия к опорам верхней цепи, в результате чего может быть обеспечено "прижимание" цепей друг к другу. Эта регулировка может носить пассивный характер (в виде постоянной предварительной настройки) или может осуществляться регулярно (активное управление) и изменяться с изменением параметров самого технологического процесса.
Для случая некоторых применений оказывается предпочтительным осуществлять разливку вниз под небольшим углом. В этом случае формующий канал будет располагаться под углом α к горизонтальной плоскости. Величина этого угла может изменяться в диапазоне от 0 до 90o, однако, предпочтительными являются значения в диапазоне от 5 до 15o. Обычно на практике, чем более тонким оказывается изготавливаемое литое металлическое изделие, тем большим должен задаваться угол α.
Когда возможности по регулировке ширины, в соответствии с настоящим изобретением, используются совместно с возможностями по регулированию толщины (сортамента), которые только что обсуждались выше, реализуется предпочтительный вариант, в соответствии с настоящим изобретением, цепной конструкции, показанной на фиг. 5. В этом случае верхний блок 104 и нижний блок 106 имеют одинаковую конструкцию, а тип профиля для каждого блока принципиальным образом соответствует L-профилю. На противоположных сторонах верхнего и нижнего блоков выполняются пазы 108, в которые могут вставляться посредством скользящего перемещения прямоугольные стойки или боковые стенки 110, которые поджимаются к противолежащим поверхностям 112 противолежащих блоков с целью схематично показанных смещающих элементов 114, которые располагаются между основаниями 116 пазов и стойками. Пазы каждой литейной конструкции располагаются со стороны, противолежащей стороне пазами другой литейной конструкции. Каждый смещающий элемент предпочтительно выполняется в виде упругого элемента, например, в виде гидравлического/пневматического цилиндра или пружины. Каждая стойка может перемещаться в пределах паза и смещается с помощью соответствующего упругого элемента по отношению к противолежащей поверхности литейного блока или ленты; в результате, когда цепные конструкции наклоняются и "прижимаются" друг к другу, упругий элемент выталкивает стойку на несколько большее расстояние или же, наоборот, обеспечивает уход стойки на небольшое расстояние вглубь паза, последнее в зависимости от характера выполненных регулировок. В частности, стойки будут уходить внутрь паза, когда глубина уменьшается, и выступать из пазов на несколько большие расстояния, когда глубина увеличивается.
Блоки также снабжены поддерживающими выступами 118, располагающимися рядом с пазами и внешним образом по отношению к стойкам. Эти выступы приводятся в контакт со стойками, что предотвращает искривление последних в пазах в результате воздействия усилий со стороны металла; таким образом, выступы обеспечивают сохранение неизменной формы поверхностей металла по мере его отвердевания. Регулировка ширины в данном случае осуществляется точно так же, как и в случае описанного выше варианта предпочтительной реализации изобретения. Если функция регулировки ширины оказывается невостребованной, обе стойки могут устанавливаться в одном и том же блоке с противоположных сторон. В рамках этого варианта реализации оказывается предпочтительным использовать ленты, как показано на фиг. 2 или 3. Более того, предусматривается также использование хорошо известных механизмов, позволяющих предотвращать выбрасывание упругим элементом стойки из щели в тех случаях, когда стойка не прижимается к противолежащему литейному блоку.
Таким образом, выше было приведено описание литейной машины для непрерывной разливки, которая использует непрерывные ленточные и цепные конструкции, с регулировкой ширины и толщины (сортамента), которые смещаются по отношению друг к другу для обеспечения более высоких показателей эффективности при изготовлении литых металлических изделий в условиях снижения затрат. Более того, цепи цепных конструкций зажимаются в зоне разливки, причем указанные цепи содержат блокируемые литейные блоки. Несмотря на то, что некоторые свойства и признаки настоящего изобретения представлены ниже в виде зависимых пунктов формулы изобретения, каждый из них обеспечивает свои преимущества при использовании и независимым образом. Хотя выше предпочтительные варианты реализации и применения настоящего изобретения были подробно описаны и пояснены, для специалистов в данной области техники очевидно, что в него могут быть внесены многочисленные изменения и модификации, которые не выходят за пределы существа и объема настоящего изобретения, определенных приводящейся ниже формулой изобретения. Так например, все признаки настоящего изобретения могут быть реализованы для литейной машины с вертикальным расположением. Следовательно, несложно видеть, что в пределах объема приводящейся ниже формулы изобретения настоящее изобретение может использоваться и иным образом, нежели было описано выше.
Изобретение относится к области металлургии, конкретно к способам и устройствам для непрерывной разливки. Литейная машина цепного типа для непрерывной разливки имеет верхнюю и нижнюю литейные конструкции, содержащие непрерывные ленты и цепи, перемещаемые с синхронизированными скоростями. Литейные конструкции сводятся для формирования формующего канала, который заполняется расплавленным металлом, поступающим из напорного блока питателя через питающую литейную насадку. По мере прохождения расплавленного металла по формующему каналу металл отвердевает в соответствии с конфигурацией формующего канала. Каждая лента располагается внешним образом по отношению к соответствующей цепи таким образом, чтобы гладкая поверхность ленты образовывала поверхность формующего канала, в результате чего предотвращается формирование заусенцев в зазорах между литейными блоками, образующими цепь, обеспечивалась защита блоков цепей и исключались деформации блоков цепей. Верхние и нижние блоки цепей имеют выступы на противоположных концах, приводящиеся в контакт с противолежащими блоками цепей для формирования боковых стенок формующего канала. Посредством скользящего смещения одной цепи по отношению к другой цепи осуществляется регулирование ширины формующего канала. Использование изобретения позволит улучшить качество изделий и снизить производственные затраты для изготовления изделий. 6 с. и 26 з.п.ф-лы, 6 ил.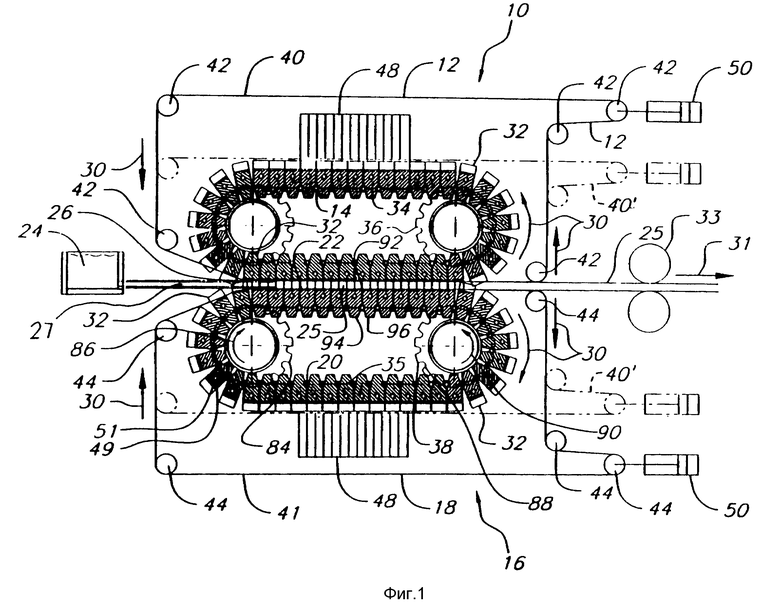
| US 4738300 A, 19.04.88 | |||
| US 3795269 A, 05.03.74 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| US 4331195 A, 25.05.82 | |||
| US 4682646 A, 28.07.87 | |||
| Конвейерный стан для прокатки жидкого металла | 1935 |
|
SU53281A1 |
| Способ непрерывного литья плоских слитков | 1989 |
|
SU1715475A1 |

