Изобретение относится к способу модификации (со)полимеров этилена путем прививки им малеинового ангидрида (АМ) в присутствии радикальных инициаторов перокси типа.
Известно, что в большинстве применений полиолефины, благодаря по существу аполярному характеру, проявляют недостаточную совместимость с различными полярными, или полимерными или неполимерными субстратами.
Введение полярных функциональных групп карбоновых кислот и/или их производных (ангидридов, эфиров) в полиолефиновую основу улучшает свойства совместимости и возможность взаимодействия и образования адгезионных связей с такими полярными субстратами, в особенности, с такими, которые содержат функциональные множества -R-NH2, такими, как полиамиды, или -R-OH такими, как этилен, сополимеры винилового спирта, и с металлическими поверхностями.
Введение кислотных или ангидридных функциональных множеств улучшает адгезионные свойства и совместимость с вышеприведенными полярными субстратами, начиная с сополимеров этилен-ненасыщенных эфиров таких, как этилен-винилацетат (EVA), которые проявляют определенную полярность уже с самого начала.
Модифицированные полимеры, имеющие такие свойства, используются также в качестве связующих в области многослойных композиционных материалов, которые могут быть получены посредством методов со-экструзии, таких, как пленочная со-экструзия и способы пневмоформования.
В действительности, как известно, при использовании модифицированных полимеров в качестве промежуточного клеящего вещества и совмещающего слоя многослойные структуры могут быть получены из плохо совместимых полимеров, таких как, например, сополимеры, полиолефин/нейлон или полиолефин/этилен-виниловый спирт, которые широко используются в области пищевых упаковок. Как известно, в таких структурах отсутствие токсичности, свариваемость и непроницаемость, типичные для полиолефинов, связаны с кислородными и диоксид-углеродными барьерными свойствами, типичными для полиамидов, сополимеров этилен-винилового спирта и т. д., что таким образом дает возможность пищевому продукту сохраняться в неизменном виде в течение долгого времени.
(Со)полимеры этилена, содержащие кислотные и/или ангидридные функциональные группы, могут быть получены посредством способа прививки, которая состоит в прививке ненасыщенных мономеров на полимерные цепи посредством радикальных инициаторов.
Прививка может быть произведена непрерывно в объеме посредством одночервячного или двухчервячного экструдера благодаря его высокой смешивающей способности и использованию эластичности.
Серьезные недостатки, с которыми сталкиваются, когда пытаются модифицировать полимеры этилена посредством прививки экструзией, включают явление деградации и термомеханического смешивания полимерных цепей (механохимические реакции) благодаря высоким сдвигающим усилиям, которым подвергается полимер. (Comprehensive Polymer Science, 6, c.621). Такие недостатки являются наиболее серьезными в случае, когда получают полимеры, не содержащие радикальных ингибиторов.
Использование полимеров, содержащих больше или меньше значительных количеств радикальных ингибиторов резко уменьшает такие деформации. Однако присутствие таких стабилизирующих реагентов, кроме сохранения степени прививки и других условий, требует использования больших количеств радикальных инициаторов и, следовательно, приводит к появлению в продукте больших количеств побочных продуктов (исходя из разложения инициатора и из реакций, которым подвергается стабилизирующий реагент), которые трудно удалить, которые являются токсичными и иногда обладают неприятным запахом.
Недавно было предложено много способов с целью преодоления вышеупомянутых недостатков, среди них способ, раскрытый в патенте США N 4762890, относится к свободнорадикальному способу прививки малеинового ангидрида полиэтилену, выполненному внутри двухчервячного экструдера, при подаче растворов малеинового ангидрида и пероксида в полярном растворителе на полимер, находящийся в расплавленном состоянии.
Однако использование полярного растворителя, необходимого для хорошей растворимости малеинового ангидрида, включает в себя в качестве главного недостатка неизбежное присутствие воды в используемых полярных растворителях, присутствие воды может вызвать гидратацию, и следовательно раскрытие ангидридного кольца с образованием соответствующей дикарбоновой кислоты. Более того, используемый растворитель должен быть полностью удален из модифицированного полимера для того, чтобы предотвратить выделение плохих запахов, которые подвергают опасности использование в области пищевых упаковок.
В патенте США N 3177269 сообщается, что для того, чтобы ограничить деградацию полимера, пероксид и прививаемый мономер следует добавить к расплавленному полимеру, при этом смесь должна быть размягчена внутри экструдера.
В патенте США N 4639495 деградацию полимера уменьшают использованием специальной конфигурации червяка. Образующийся привитой полимер является подходящим для смешивания с полиамидами, но Заявитель не указывает, будет ли образованный полимер покрываться пленкой на обычных машинах, используемых для этой цели, и будут ли получаться совершенно прозрачные пленки с низким количеством дефектов ("рыбий глаз").
В патенте США N 4612155 для изложенной цели уменьшения явления деградации, полимер, который подлежит прививке, подается в смеси с незначительным количеством второго полимера, при этом последний характеризуется тем, что он имеет очень низкую вязкость, меньше чем 50% от вязкости основного полимера.
В этом отношении механохимические реакции, благодаря высоким сдвигающим усилиям, которым подвергается полимер в первой зоне плавления, и сшиванию, сокращаются до минимума.
Заявитель неожиданно обнаружил новый способ модификации термопластичных полимеров посредством непрерывной радикально-индуцируемой прививки ненасыщенных мономеров и, прежде всего, малеинового ангидрида на полимерные цепи, что делает возможным достижение резкого уменьшения явления деградации и реакций сшивания при использовании в качестве реактора обычного двухчервячного экструдера с вращающимися червяками и использовании полимеров, не содержащих стабилизирующих реагентов, последний факт дает возможность, как упоминалось выше, использовать ограниченное количество пероксида, при сохранении других условий, и следовательно получать более чистые модифицированные полимеры.
Такой процесс по существу состоит в непрерывной подаче под слоем азота в двухчервячный экструдер не более 95% по весу полимера, который подлежит прививке, не содержащего стабилизаторов, в виде таблеток, и оставшегося полимера, который подают в виде порошка, содержащего ненасыщенный мономер, вместе с радикальным инициатором, и прохождении всей реакционной массы через первую секцию экструдера, снабженную червячными элементами конвейерного типа, в течение достаточно длительного периода времени для того, чтобы обеспечить возможность аликвоте порошка полимера, по крайней мере, частично расплавиться и одновременно гомогенизироваться с таблетками полимера. Двухчервячный экструдер работает при переменных температурных градиентах вдоль продольной оси, начиная со значения температуры, которое, по крайней мере, равно или слегка выше, чем температура плавления прививаемого полимера и до достижения значений до 250oC.
При выполнении способа прививки по настоящему изобретению получают не очень много деградированных полимеров, которые наделены чрезвычайно хорошей силой сцепления для полимерных субстратов, так же как и для металлических субстратов, и которые обеспечивают пленки, с хорошими оптическими свойствами, с низким уровнем дефектов, что делает их подходящими для вышеприведенных использований.
На основе вышесказанного, настоящее изобретение относится к непрерывному способу модификации (со)полимеров этилена прививкой в экструдере малеинового ангидрида упомянутым (со)полимерам в присутствии радикальных инициаторов перокси типа, который в сущности включает следующие стадии:
(a) непрерывную подачу в атмосфере азота полимера, подвергаемого прививке малеинового ангидрида и радикального инициатора в начальную секцию двухчервячного экструдера, в котором температуру начальной секции экструдера поддерживают при значении на 5-20oC выше, чем температура плавления полимера;
(b) непрерывную подачу в точку, находящуюся на расстоянии, составляющем 3/4 от общей длины экструдера, гексанового раствора, содержащего от 5 до 10% по весу антиоксиданта, в таком количестве, чтобы получить конечный полимер, содержащий 150-200 част. антиоксиданта на миллион (ppm) частей;
(c) удаление гексана восходящим потоком из экструдера в другое место;
(d) протекание привитого полимера в расплавленном состоянии через головку, установленную на конце экструдера, причем:
(I) полимер, подвергаемый прививке, не содержит стабилизаторов;
(II) аликвоту полимера, подвергаемого прививке, в количестве не выше 95% по весу от общего веса полимера, подают в виде таблеток, в то время, как оставшуюся часть полимера подают в виде порошка, содержащего однородно перемешанное с ним все количество малеинового ангидрида и радикального инициатора;
(III) вся реакционная масса протекает через первую секцию экструдера, снабженную червячными элементами конвейерного типа, в течение длительного времени, достаточного для того, чтобы дать возможность аликвоте полимера, находящейся в виде порошка, по крайней мере, частично расплавиться и одновременно гомогенизироваться с таблетками полимера.
Типичная особенность способа модификации полимеров этилена в соответствии с настоящем изобретением состоит в том, что часть от всего подаваемого полимера, которая может состоять от 5 до 50% по весу, но которая по причине явных расходов, связанных с измельчением полимера, включает область от 5 до 15% модифицируемого полимера, подают в виде порошка, содержащего малеиновый ангидрид и радикальный инициатор. В действительности, к удивлению было обнаружено, что посредством такого приспособления уменьшаются как деградация полимера, так и реакции сшивания, которые, как указывалось выше, также зависят от термомеханических сил, приложенных в способе.
Кроме того, способ отличается тем, что подвергаемый прививке полимер, не содержит антиоксидантов; в этом его большое преимущество, потому что это дает возможность осуществлять прививку с уменьшенными количествами радикального инициатора по сравнению с той же самой реакцией, которую проводят на полимерах, содержащих антиоксиданты.
Еще одной характерной особенностью данного изобретения является то, что вся реакционная масса должна протекать через первую секцию экструдера, снабженную червячными элементами конвейерного типа, в течение длительного времени, достаточного для того чтобы дать возможность аликвоте полимера, которую подают в виде порошка, частично расплавиться и гомогенизироваться с аликвотой полимера, которую подают в виде таблеток.
Раскрытие действующего метода модификации (со)полимеров этилена в соответствии с настоящим изобретением выполняется со ссылкой на фиг.1, который показывает схему способа прививки упомянутого полимера внутри экструдера.
На фиг. 1, (со)полимер этилена, не содержащий стабилизаторов, подают в виде таблеток в больший бункер A из двух бункеров, которыми снабжен экструдер, а реагенты, например малеиновый ангидрид и радикальный инициатор, наоборот, однородно смешанные с незначительным количеством, по сравнению с частью полимера, подаваемой в виде таблеток, порошка полимера подают посредством бункера B. Малеиновый ангидрид, который коммерчески доступен на рынке в виде хлопьев, предварительно измельчают.
Подачу в экструдер проводят под слоем азота, который подают к трубе, которая поставляет полимеры в первую зону экструдера (фиг.1, зона подачи I) и выпускают через верхний конец упомянутой трубы при пропускании через фильтр (F), такой фильтр используют для того, чтобы удалить из потока возможные количества реагента, попавшего в поток азота. После первой зоны, т.е. зоны подачи, следует первая секция экструдера (рис.1, зона II), которая здесь выше упоминалась; в такой зоне экструдер снабжен червячными элементами конвейерного типа. Длина этой зоны, как уже упоминалось, такова, что полимер транспортируют через нее в течение длительного времени, достаточного для того, чтобы дать аликвоте полимера, находящейся в виде порошка, по крайней мере, частично расплавиться и одновременно гомогенизироваться с гранулами полимера; такое время достигается увеличением длины первой секции экструдера (фиг.1, зона II) до значений, включающих область от 35 до 60% от общей длины экструдера: такое значение предпочтительно находится в области от 40 до 50%. В конце такой зоны реакционная масса появляется в виде мелассы, в которой однородно диспергированы гранулы полимера.
Тотчас же нисходящий поток из первой секции экструдера, снабженного червячными элементами конвейерного типа, вследствие вышеупомянутых причин, подается на расстояние от места подачи полимера, соответствующее 35-60% от общей длины экструдера, где имеется зона (фиг.1, зона III), в которой экструдер снабжен червячными элемента смешивающего типа, а температура находится в области от 200 до 250oC, предпочтительно от 220 до 230oC, внутри которой полимер полностью расплавляется и гомогенизируется. В случае, когда в качестве свободно радикального инициатора используют пероксид дикумола, при этих температурах период его полураспада составляет несколько секунд.
В конце зоны III имеется червячный элемент с обратным шагом резьбы винта, который используют для обеспечения так называемого "эффекта гидравлического прыжка".
В конце зоны размягчения или зоны смешивания (фиг.1, зоны III) находится другая зона конвейерного типа с червячными элементами с прямым шагом резьбы винта (фиг.1, зона IV) (червячные элементы меняют еще раз), в которую в экструдер (фиг.1, точка "C") тотчас же нисходящим потоком из червячных элементов с обратным шагом резьбы винта инжектируется гексановый раствор антиоксиданта для стабилизации полимера. После достаточного смешивания антиоксиданта (фиг.1, зона V) растворитель и любые другие летучие компоненты удаляют через выходное отверстие (рис. 1, точка "D"), с которым связан вакуумный насос. Привитой полимер выводят из головки (H), помещают в конце экструдера, в то время, как из полимерной лапши впоследствии изготовляют таблетки посредством сдвигающего элемента. Значения температуры в конце зон экструдера (фиг. 1, зоны IV, V и VI соответственно) поддерживают в области от 210 до 180oC.
Из вышесказанного можно понять, что для того, чтобы осуществлять настоящий способ прививки, первая размягчающая зона экструдера (фиг. 1, зона III, которая снабжена первыми смешивающими элементами) не должна находиться плотно к главной питающей зоне.
Если такую первую смешивающую зону (также называемую "размягчающей зоной") установить очень плотно к зоне подачи полимера и одновременно весь модифицируемый полимер подавать в виде таблеток, то будет наблюдаться более высокое разложение модифицированного полимера; это приведет к увеличению числа дефектов ("рыбий глаз") (при сохранении других условий теми же самыми), присутствующих в многослойных пленках, полученных исходя из такого модифицированного полимера.
Такой значительный и интересный эффект можно объяснить, учитывая, что поскольку порошок полимера имеет более высокую удельную площадь поверхности, чем таблетки, он может абсорбировать большее количество тепла с металлических поверхностей экструдера, следовательно, в первой размягчающей зоне (фиг. 1, зоне III) очень решающей, когда дело касается сдвигающего усилия, реагенты будут находиться при более высокой температуре, и, следовательно, при более высоких условиях текучести.
Как следствие, полимер может быть расплавлен и хорошо перемешан в течение короткого периода времени посредством механохимических и термических реакций без подвержения его высокому сдвигающему усилию, которое является одним из важных факторов нежелательных эффектов, которые потом наблюдаются на полимерных пленках.
Посредством способа в соответствии с настоящей заявкой на патент, как выше упоминалось, модифицируемый полимер может также не содержать радикальных ингибиторов, которые, действуя в качестве дезактиваторов в большом количестве радикальных реакций, имеющих место в реакционной системе, могут вызвать замедление кинетики прививки полимера, и при сохранении времени реакции тем же самым, последующее уменьшение выхода прививки, так же как в некоторых случаях значительное и нежелательное явление обесцвечивания.
Более того, исходя из полимеров, не содержащих радикальных ингибиторов, могут быть использованы крайне незначительные количества радикальных инициаторов при сохранении других условий теми же самыми; следовательно, привитой полимер будет содержать меньшее количество побочных продуктов, которые часто являются ядовитыми и плохо пахнущими.
В соответствии с этим новым способом, стабилизацию можно провести наоборот после радикальной реакции прививки мономера на полимеры, т.е. вдоль экструдера, близко к выходу из него, где может быть получена желаемая степень превращения (фиг. 1, точка ("C").
Среди полимеров этилена, которые могут быть подвергнуты реакции модификации прививкой малеинового ангидрида и/или других ненасыщенных мономеров, в соответствии с критериями настоящего изобретения можно упомянуть здесь гомополимеры такие, как полиэтилен высокой плотности (HDPE) и/или их сополимеры такие, как линейный полиэтилен низкой плотности (LLDPE), и, как правило, в большей степени сополимеры этилена с альфа-олефинами и сополимеры этилена с винилацетатом (EVA).
Количество малеинового ангидрида (АМ), используемого в реакции модификации полимеров этилена, является таким, что в конце реакции модификации, т. е. на выходе экструдера, получают привитой полимер этилена, который содержит от 0,05 до 0,20% по весу АМ; такие уровни, которые достаточны для того, чтобы обеспечить хорошие совмещающие и адгезионные свойства, получают при подаче от 0,07 до 0,30% по весу малеинового ангидрида, если основываться на общем весе полимера.
Что касается количеств радикальных инициаторов, подаваемых вместе с порошком полимера и ненасыщенным мономером, то они находятся в области от 0,003 до 0,008% по весу, если принять за основу общий вес полимера этилена (т.е. порошок полимера плюс таблетки полимера), подаваемого в экструдер.
Полимер в форме таблетки и полимер в форме порошка, содержащие два других реагента (т.е. малеиновый ангидрид и свободнорадикальный инициатор, соответственно) подаются в экструдер из их соответствующих бункеров A и B фиг. 1 при предварительно выбранных соотношениях частей полимера в форме таблетки к частям полимера в форме порошка, составляющих от 50:50 до 95:5; предпочтительно такое значение составляет от 95:5 до 85:15.
В качестве радикальных инициаторов реакции прививки очень подходящими являются инициаторы перокси типа (органические пероксиды) и среди них, пероксид дикумола (DCP).
Порошок малеинового ангидрида и порошок инициатора смешивают с порошком полимера внутри обычной импеллерной мешалки, а последующая процедура известна из предшествующей области.
Таблетки полимера обычно представляют маленькие цилиндрические тела, полученные сдвиговым усилием посредством сдвигающего элемента, полимерную лапшу, в свою очередь, получают экструзией из головки; диаметр упомянутых цилиндрических тел составляет от 2 до 3 мм, и предпочтительно, около 2 мм. Порошок полимера состоит наоборот из частиц, имеющих средний размер, соответствующий 90% от действительного размера полимера, который составляет от 150 до 500 мкм.
Общие аспекты настоящего изобретения раскрыты таким образом, что следующие конкретные примеры приведены только с целью иллюстрации некоторых деталей и не истолковываются как ограничивающие цели изобретения.
Полимеры, используемые в этих примерах, производились компанией Enichem Polimeri без добавки антиоксидантов в соответствии с целями настоящего изобретения.
Используемые малеиновый ангидрид, ацетон и гексан являются продуктами FLUKA; пероксид дикумола (DCP) производится AKZO и используется в том виде, как поставляется, используемым антиоксидантом является ANOX PP 18 [октадецил-3-(3', 5'-ди-трет-бутил- 4'-гидроксифенил-пропионат)] , продукт, производимый компанией Enichem Synthesis.
Пример 1. (Сравнительный пример).
Далее раскрыт опыт по модификации полиэтилена высокой плотности, все количество которого подают в экструдер в виде таблеток (см. ниже).
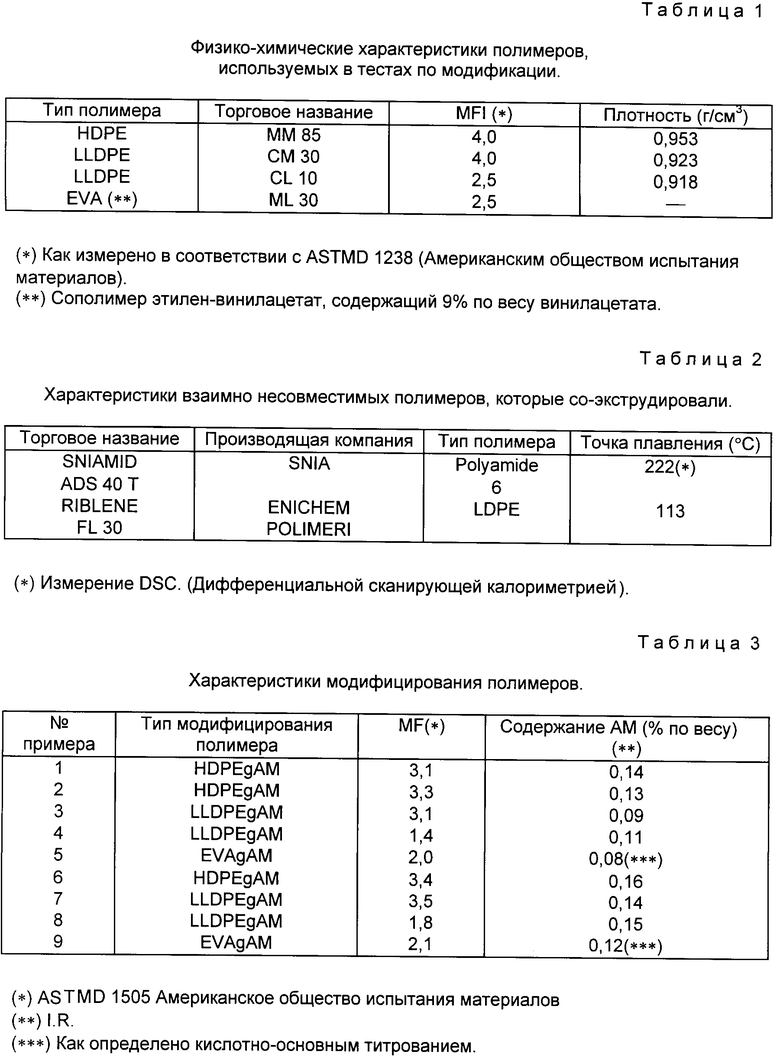
Упомянутый полиэтилен является полиэтиленом высокой плотности (HDPE), который производится компанией Enichem Polimeri под торговым названием Eraclene MM 95, который, однако, как указывалось выше, не содержит антиоксиданта; его химико-физические характеристики представлены в табл. 1 вместе с характеристиками других полимеров, используемых в опытах последующих примеров.
Модифицирующий реагент, состоящий из малеинового ангидрида и радикального инициатора пероксида дикумола однородно распыляли на полиэтилен путем покрытия таблеток последнего посредством следующей методики:
(а) покрытие таблеток модифицируемого полимера слоем модифицирующего мономера:
В сосуд емкостью 15 л загрузили 0,5 л ацетона, 14 г малеинового ангидрида (АМ) и 0,35 г пероксида дикумола (DCP), образующуюся смесь перемешивали в барабанном смесителе до тех пор, пока реагенты полностью растворились, затем перемешивание прекращали и добавляли 7 кг таблеток полимера (HDPE). Перемешивание опять возобновили до тех пор, пока реакционная смесь полностью гомогенизировалась. Перемешивание прекратили и провели выпаривание ацетона с помощью потока азота. Покрытый полимер высушили посредством низкого вакуума (300 мм Hg) и нагрели при 40oC в течение приблизительно 30 мин.
Таким путем получили таблетки полимера, покрытые тонкой пленкой малеинового ангидрида, также содержащие пероксид. Весовые соотношения вышеупомянутых трех компонентов друг к другу были следующие:
полимер: малеиновый ангидрид: свободнорадикальный инициатор = 100:0,2: 0,005.
Эту операцию повторили 10 раз и в конце получили полимер в количестве приблизительно 70 кг, покрытый тонким слоем малеинового ангидрида и пероксида. Такое количество полимера является достаточно большим для подачи по крайней мере в течение 1 ч, в двухчервячный экструдер, типа Werner ZSK 53L, описанный далее.
(b) испытание полиэтилена (HDPE ERAKLENE MM 95)
Прививка малеинового ангидрида при подаче всего полиэтилена в виде таблеток вместе с малеиновым ангидридом и радикальным инициатором.
В атмосфере инертного газа (азота), используемого для удаления большей части воздуха, из загрузочного бункера (фиг. 1, бункер А) подавали таблетки полиэтилена высокой плотности, которые были предварительно покрыты тонким слоем малеинового ангидрида и пероксида, в соответствии с тем, как раскрыто выше, со скоростью подачи 66 кг/ч в начальную точку сопутно вращающегося двухчервячного экструдера (с тремя принципами устройства червяков) типа Werner ZSK 53L, длина червяка/диаметр цилиндра экструдера = 32.
Экструдер схематически изображен на фиг. 1. Используемый профиль червяка подобен тому, что показан на фиг. 2, с той лишь разницей, что зона II, снабженная червячными элементами конвейерного типа, намного короче, а именно имеет длину 6,8 диаметра (36 см).
Рабочие температуры поддерживали в области от 140 до 240oC и измеряли в четырех различных точках экструдера посредством термопары (фиг. 1, точки T1, T2, T3 и T4). В этом случае указанными температурами были соответственно:
T1 = 140oC; T2 = 240oC; T3 = 210oC; T4 = 180oC.
В точку экструдера, находящуюся на расстоянии, составляющем 3/4 от длины экструдера, инжектировали гексановый раствор, содержащий 8% по весу антиоксиданта (ANOX PP 18), а таком количестве, чтобы иметь на выходе экструдера полимер, содержащий в целом от 150 до 200 част. на миллион (ppm) антиоксиданта. Растворитель (гексан) вместе с другими летучими компонентами удаляли через выходное отверстие (фиг. 1, точка "D") слегка нисходящим потоком из второй, т.е. последней смешивающей зоны (фиг. 1, зоны V), внутри которой посредством вакуумного насоса сохраняли остаточное давление около 10 мм ртутного столба.
Модифицированный полимер, полученный в виде лапши диаметром 2 мм на выходе головки, расположенной на конце экструдера (фиг.1, точка "H"), охлаждали водным погружением, затем сушили и изготавливали таблетки посредством сдвигающего элемента. Физико-химические характеристики такого модифицированного полимера представлены в табл. 3, вместе с характеристиками модифицированных полимеров из последующих примеров.
(c) приготовление многослойной пленки с использованием в качестве связующего предварительно приготовленного модифицированного малеиновым ангидридом полимера:
Полимер, модифицированный малеиновым ангидридом, предварительно приготовленный (ссылка сделана на предшествующие абзацы (a) и (b)), использовали в качестве связующего при приготовлении многослойной пленки, состоящей из двух пленок взаимно несовместимых полимеров, т.е. соответственно полиэтилена и нейлона, свойства которых представлены в табл. 2. Со-экструзию проводили посредством аппаратуры, имеющей трехслойную плоскую со-экструзионную головку, состоящей из:
(I) GHIDLDI экструдера (используемого для нейлона) с диаметром червяка 30 мм, длина червяка/диаметр цилиндра экструдера = 25, снабженного червяком Mylefer типа.
(II) GOTTFERT экструдера (используемого для полиэтилена), с двухзаходным червяком Mylefer типа диаметром 30 мм, длина червяка/диаметр цилиндра экструдера = 26 и степенью сжатия (C.R.) = 2.6.
(III) REFENHAUSER экструдера (используемого для привитого полимера) с однозаходным червяком диаметром 30 мм, длина червяка/диаметр цилиндра экструдера = 28 и степенью сжатия (C.R.) = 4.
Трехслойная головка, поставляемая SIMPLAST, имеет ширину 330 мм.
Температура со-экструзии (температура головки) составила 250oC.
После выхода из головки экструдера многослойную пленку направляли на охлаждающие вальцы (термостатированные при температуре 17oC) и свертывали спиралью подходящей GHIOLDT намоточной машиной.
Толщины трехслойных пленок были следующими: 70 мкм для первого слоя полиэтилена (Riblene 30); 10 мкм для модифицированного полимера из примера 1; 30 мкм для нейлона 6 (тип ADS 40 Tex SNIA BPD).
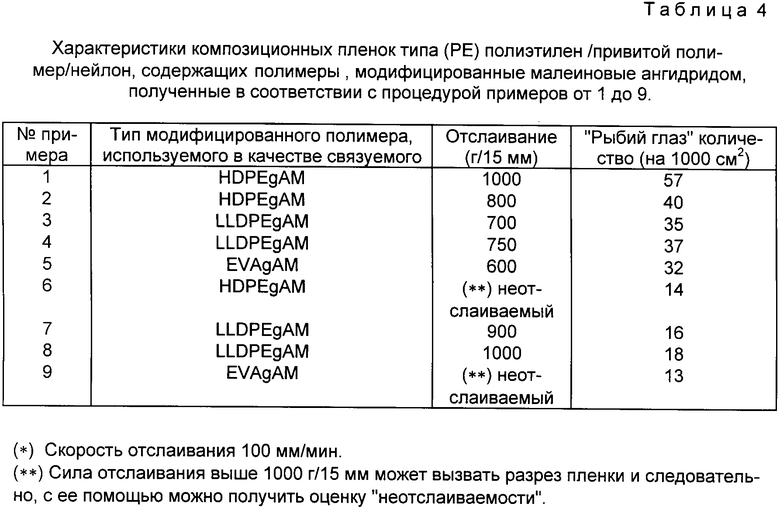
На образующихся пленках измеряли силу отслаивания и число дефектов "рыбий глаз" композиционной пленки.
Тесты на отслаивание пленки проводили посредством INSTRON динамометра при скорости отслаивания 100 мм/мин и угле отверстия 90o.
Визуально подсчитали на 10 образцах (площадью 1000 см2 каждый) число дефектов ("рыбий глаз", т.е. нерасплавленных частиц на каждой пробе.
Полученные характеристики многослойных пленок представлены в табл.4.
Пример 2. (Сравнительный пример)
Эксперимент примера I повторили, однако использовали червяк, профиль которого схематически показан на фиг. 2, у которого первая смешивающая зона (зона III) составила половину длины экструдера (около 16 диаметров; 84 см).
На фиг. 2 червячные элементы конвейерного типа присутствуют в зонах I, II, IV и VI и характеризуются двумя цифровыми величинами (например, 180/90), где первая цифра - длина элемента в мм, а вторая - шаг резьбы, также выраженный в мм; смешивающие элементы, установленные в зонах III и V, характеризуются 4 цифровыми величинами (например, 60/12 • 5/30o), где первая цифра - общая длина в мм смешивающего червячного элемента, третья - число зубов, толщина которых (в мм) выражена второй цифровой величиной, и, наконец, четвертая - наклон таких зубов.
Код "S", который может быть обнаружен на конце второй или четвертой цифровой величины, указывает, что элемент имеет обратный ход резьбы (т.е. левосторонний червяк).
Физико-химические характеристики модифицированного полимера представлены в табл. 3, а свойства многослойной пленки, полученной при использовании привитого полимера в качестве промежуточного связующего слоя (с использованием методик примера 1 (c)), представлены в табл.4.
Данные табл. 4, относящиеся к модифицированному полимеру из примера 2, при сравнении с теми же данными, относящимися к полимеру из примера 1, демонстрируют, что увеличение длины первой секции экструдера, снабженной червячными элементами конвейерного типа (зона II), усовершенствует оптические свойства образованных пленок.
Пример 3. (Сравнительный пример)
Повторяли эксперимент примера 2 при использовании в этом случае LLDPE (линейного полиэтилена низкой плотности) типа FLEXIRENE CM 30, физико-химические характеристики которого представлены в табл.1.
Свойства модифицированного полимера представлены в табл. 3, а свойства трехслойной пленки, полученной с использованием упомянутого привитого полимера в качестве связующего (с использованием методики по примеру 1(c)), представлены в табл. 4.
Пример 4. (Сравнительный пример)
Повторяли эксперимент примера 2 при использовании в этом случае LLDPE полиэтилена типа FLEXIRENE CL 10, физико-химические характеристики которого представлены в табл.1.
Свойства модифицированного полимера представлены в последующей табл. 3, а свойства трехслойной пленки, полученные с использованием упомянутого привитого полимера в качестве связующего (с использованием методики по примеру 1(c)), представлены в табл. 4.
Пример 5. (Сравнительный пример)
Повторяли эксперимент примера 2 при использовании сополимера EVA (этилен-винилацетат) типа GREENFLEX ML 30, физико-химические характеристики которого представлены в табл.1.
Свойства модифицированного полимера представлены в табл. 3, а свойства трехслойной пленки, полученной с использованием привитого полимера в качестве связующего (с использованием методики по примеру 1(c)) представлены в табл. 4.
Результаты опытов из примеров 1 - 5, представленные выше для целей сравнения, будут сравниваться с результатами опытов из соответствующих примеров 6 - 10, проведенных в соответствии с методикой настоящего изобретения.
Пример 6. (Этот пример сравнивают с примером 2)
В присутствии защитной атмосферы инертного газа (азота), используемой для удаления большей части воздуха, из загрузочного бункера (фиг. 1, бункер A) подавали таблетки полиэтилена высокой плотности (HDPE ERACLENE MM 95, производимые Enichem Polimeri без антиоксиданта) со скоростью подачи 60 кг/ч в начальную точку сопутно вращающегося двухчервячного экструдера (с тремя принципами работы червяков), типа Werner ZSK 53 L, длина червяка/диаметр цилиндра экструдера = 32.
Из второго загрузочного бункера (бункер B, фиг.1) подали со скоростью 6 кг/ч полиэтилен (HDPE ERACLENE MM 95) (около 10% по весу, при пересчете на общий вес полиэтилена), который предварительно измельчили (образованный порошок имел такое распределение частиц, что 90% частиц имели диаметр в области от 150 до 500 мкм) и однородно перемешали с таким количеством малеинового ангидрида, чтобы иметь конечное содержание малеинового ангидрида 0,2% по весу, при пересчете на общий вес подаваемого полимера (таблетки полимера плюс порошок полимера), и с таким количеством пероксида дикумола (DCP), чтобы иметь конечное содержание пероксида дикумола 0,005% по весу, при пересчете на общий вес подаваемого полимера (таблетки полимера плюс порошок полимера).
На практике, из второго бункера подали со скоростью 6 кг/ч порошок полиэтилена, со скоростью 13,2 г/ч малеиновый ангидрид и со скоростью 0,33 г/ч пероксид дикумола, которые однородно перемешали друг с другом.
Экструдер схематически изображен на фиг. 1. Профиль используемого червяка схематически показан на фиг. 2; первая зона смешивания (фиг. 1, зона III) составляет приблизительно половину длины экструдера (16 диаметров; 84 см).
Рабочие температуры поддерживали в области от 120 до 250oC и измеряли в четырех различных точках экструдера посредством термопары (фиг. 1, точки T1, T2, T3 и T4). Температуры были приблизительно теми же самыми, как и в случае предшествующего примера 1 (b); в этом определенном случае упомянутыми температурами были соответственно
T1 = 140oC; T2 = 240oC; T3 = 215oC; T4 = 190oC.
В точку экструдера, находящуюся на расстоянии, составляющем 3/4 длины экструдера, инжектировали гексановый раствор, содержащий 8% по весу антиоксиданта (ANOX PP 18) в таком количестве, чтобы иметь на выходе экструдера полимер, содержащий общее количество антиоксиданта 160 ppm (част. на миллион).
Растворитель (гексан) вместе с другими летучими компонентами удаляли через выходное отверстие (фиг. 1, точка "D") слегка нисходящим потоком из второй, т. е. последней смешивающей зоны (фиг. 1, зона V), внутри которой посредством вакуумного насоса поддерживали остаточное давление 10 мм ртутного столба.
Модифицированный полимер, полученный в виде лапши диаметром 2 мм на выходе из головки, установленной в конце экструдера (фиг. 1, точка "H") охлаждали водным погружением, затем сушили и изготавливали таблетки посредством сдвигающего элемента.
Физико-химические характеристики упомянутого модифицированного полимера представлены в табл.3, а характеристики многослойной пленки, полученной при использовании привитого полимера в качестве промежуточного связующего слоя (с использованием методики по примеру 1 (c)), представлены в табл.4.
Когда данные, показанные в табл. 4, относящиеся к модифицированному полимеру их примера 6, сравнивают с теми же самыми данными, относящимися к модифицированному полимеру из примера 2, они демонстрируют, что посредством способа, соответствующего настоящему изобретению, оптические характеристики пленок могут быть значительно усовершенствованы (путем заметного снижения количества дефектов) без подвержения какой-либо опасности свойств совместимости и адгезии к нейлону, как это следует из соответственных значений сил отслаивания.
Пример 7 (Этот пример сравнивают с примером 3)
Эксперимент примера 6 повторяли при использовании в этом случае LLDPE полиэтилена типа FLEXIRENE, физико-химические характеристики, которые представлены в табл.1.
Свойства модифицированного полимера представлены в табл. 3, а характеристики трехслойной пленки, полученной с использованием привитого полимера в качестве связующего (с использованием методики по примеру 1(c)) представлены в табл. 4.
Пример 8. (Этот пример сравнивают с примером 4)
Эксперимент примера 6 повторяли с использованием в этом случае LLDPE полиэтилена типа FLEXIRENE CL 10, физико-химические характеристики которого представлены в табл.1.
Свойства модифицированного полимера представлены в табл. 3, а характеристики трехслойной пленки, полученной с использованием привитого полимера в качестве связующего (с использованием методики примера 1(c)) представлены в табл. 4.
Пример 9. (Этот пример сравнивают с примером 5)
Эксперимент примера 6 повторяли при использовании EVA сополимера (этилен-винилацетат) типа GREENFLEX ML 30, физико-химические характеристики которого представлены в табл.1.
Свойства модифицированного полимера представлены в табл. 3, а характеристики трехслойной пленки, полученной с использованием привитого полимера в качестве связующего (с использованием методики примера 1(c)) представлены в табл. 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИКАЦИИ ПОЛИМЕРОВ И БЛОК-СОПОЛИМЕРОВ | 2015 |
|
RU2598605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВОЙ АДГЕЗИВНОЙ КОМПОЗИЦИИ ДЛЯ АНТИКОРРОЗИОННЫХ ДЕКОРАТИВНЫХ ПОКРЫТИЙ И ПОЛИЭТИЛЕНОВАЯ АДГЕЗИВНАЯ КОМПОЗИЦИЯ ДЛЯ АНТИКОРРОЗИОННЫХ ДЕКОРАТИВНЫХ ПОКРЫТИЙ, ПОЛУЧЕННАЯ ДАННЫМ СПОСОБОМ | 2022 |
|
RU2810787C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТИЧНОЙ ТЕРМОПЛАСТИЧНОЙ КОМПОЗИЦИОННОЙ ФИЛАМЕНТНОЙ НИТИ | 1995 |
|
RU2149932C1 |
| АРМИРОВАННАЯ ПОЛИОЛЕФИНОВАЯ ТЕРМОПЛАСТИЧЕСКАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2132345C1 |
| КОМПОЗИЦИИ ЭТИЛЕНА, ПРОПИЛЕНА И ИХ СОПОЛИМЕРОВ, ФУНКЦИОНАЛИЗИРОВАННЫЕ/МОДИФИЦИРОВАННЫЕ МАЛЕИНОВЫМ АНГИДРИДОМ | 2023 |
|
RU2827327C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФУНКЦИОНАЛИЗИРОВАННЫХ ПОЛИМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2735367C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ПОЛИОЛЕФИНОВ | 1992 |
|
RU2068421C1 |
| ПОЛИМЕРЫ, МОДИФИЦИРОВАННЫЕ СИЛАНАМИ | 2009 |
|
RU2478655C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ПОЛИОЛЕФИНОВ | 2008 |
|
RU2359978C1 |
| КОМПОЗИЦИИ НА ОСНОВЕ ПОЛИОЛЕФИНОВ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2000 |
|
RU2235742C2 |

Модификацию (со)полимеров этилена прививкой к ним малеинового ангидрида в присутствии радикального инициатора типа пероксид проводят постадийно в экструдере. Способ включает: (а) непрерывную подачу в атмосфере азота полимера, подвергаемого прививке, малеинового ангидрида и радикального инициатора в начальную секцию двухчервячного экструдера, в котором температуру начальной секции поддерживают на 5-20oС, выше температуры плавления полимера, (б) непрерывную подачу в определенную точку экструдера гексанового раствора, содержащего антиоксидант, (в) удаление гексана восходящим потоком из экструдера, (г) протекание расплава привитого полимера через головку, установленную на конце экструдера. Многослойные пленки, полученные при использовании таких модифицированных (со)полимеров в качестве связующих для взаимно несовместимых полимеров, таких, как полиэтилен-полиамид (РЕ-РА), сохраняют хорошие характеристики прозрачности и гладкости (низкое количество дефектов "рыбий глаз"). 7 з.п. ф-лы, 4 табл. 2 ил.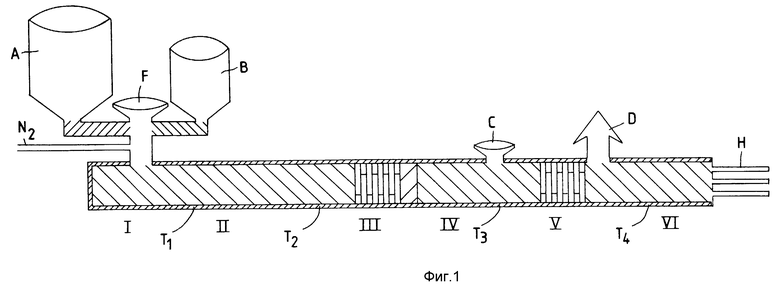
a) непрерывную подачу в атмосфере азота полимера, подвергаемого прививке, малеинового ангидрида и радикального инициатора в начальную секцию двухчервячного экструдера, в котором температуру начальной секции упомянутого экструдера поддерживают при значении на 5 - 20oC выше температуры плавления полимера;
b) непрерывную подачу в точку, которая находится на расстоянии, составляющем 3/4 от общей длины экструдера, гексанового раствора, содержащего 5 - 10% по массе антиоксиданта, в таком количестве, чтобы получить конечный полимер, содержащий 150 - 200 ч антиоксиданта на 1 млн (ppm) ч.;
c) удаление гексана восходящим потоком из экструдера в другое место;
d) протекание расплава привитого полимера через головку, установленную на конце экструдера, причем
i) полимер, подвергаемый прививке, не содержит стабилизаторов;
ii) аликвота полимера, подвергаемого прививке, не выше 95% по массе от общего веса полимера, подают в виде таблеток, при этом оставшуюся часть полимера подают в виде порошка, содержащего однородно смешанное с ним все количество малеинового ангидрида и радикального инициатора;
iii) вся реакционная масса протекает через первую секцию экструдера, снабженную червячными элементами конвейерного типа, в течение длительности времени, достаточного для того, чтобы дать возможность аликвоте порошка полимера по крайней мере частично расплавиться и одновременно гомогенизироваться с таблетками полимера.
| Цереза Р | |||
| Блок- и привитые сополимеры | |||
| - М.: Мир, 1964, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| US, патент 4612155, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US, патент 4762890, кл | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
