Изобретение относится к металлургии, в частности, к способам термической обработки титановых сплавов и может быть использовано при производстве специальных устройств и датчиков. Кроме того, может быть использовано при термической обработке конструкционных сплавов во избежании значительных поводок и кораблении изделий.
Известен способ обработки сплавов Ti-Ni, заключающийся в закалке в воду с температуры 800oC, деформации и последующем нагреве от 20oC до 125oC [1].
Известен способ обработки сплавов на основе титана, заключающийся в закалке в воду с температуры tкр - Acз, деформации и последующем нагреве до температур 100 - 600oC со скоростью 10-200oC/c [2].
Однако, в результате такой обработки из-за высокой скорости нагрева и недостаточной температуры нагрева реализуется только прямой эффект восстановления формы в указанном интервале температур.
Задачей изобретения является разработка способа выявления многократного эффекта запоминания формы.
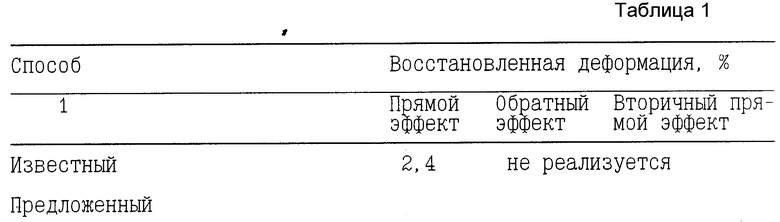
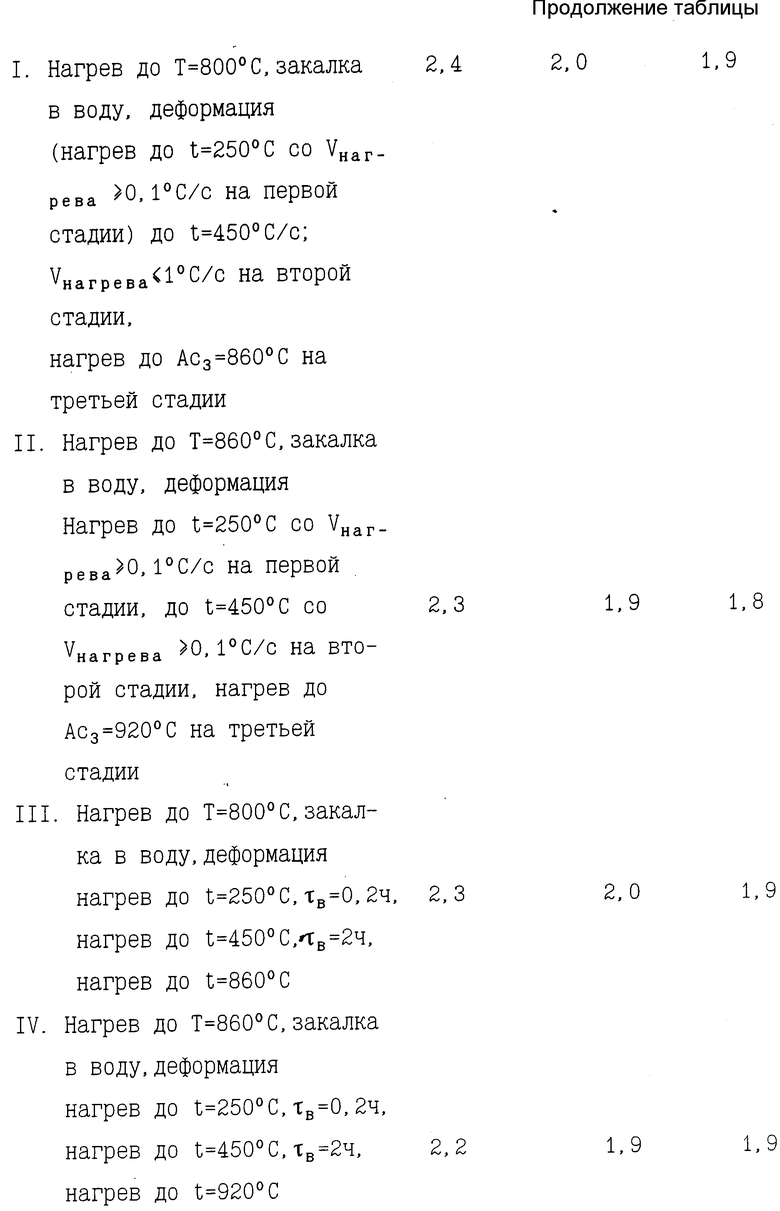
Поставленная задача достигается тем, что сплавы на основе титана мартенситного и переходного класса подвергают закалке в воду с температуры tк - Acз + (20-30oC) и деформации, после чего проводят нагрев в три стадии для выявления эффектов запоминания формы: нагрев на первой стадии проводят до температуры 200 - 300oC со скоростью нагрева не менее 0,1oC/c, что приводит к реализации прямого ЭЗФ, нагрев на второй стадии проводят до температуры 350-550oC со скоростью нагрева не более 1oC/c, в результате чего происходит обратный ЭЗФ (восстановление деформированной формы), на третьей стадии для реализации "вторичного" ЭЗФ (повторное восстановление исходной формы) нагрев ведут до температуры Acз.
Технический эффект способа обусловлен тем, что последующий нагрев в три стадии позволяет реализовать прямой ЭЗФ (восстановление исходной формы), обратный ЭЗФ (восстановление деформированной формы) и "вторичный" ЭЗФ (повторное восстановление исходной формы).
После закалки с температур от tк до Acз + (20-30oC) структура образцов представлена α и β -фазами, последняя не имеет ярко выраженной текстуры, а ее объемная доля составляет примерно 65%.
При деформации в структуре сплава образуется α″ - мартенсит, β - фаза практически полностью исчезает. Нагрев деформированных образцов до температуры 200-300oC со скоростью нагрева не менее 1oC/c вызывает повышение объемной доли β -фазы и уменьшение объемной доли мартенсита. После достижения температуры 300oC в структуре сплава отсутствует α″ -фаза, а ориентировка образовавшейся β -фазы восстанавливается в виде, который она имела до деформации, при этом восстанавливается исходная форма образца (прямой ЭЗФ). Нагрев до температуры 350-550oC со скоростью не более 1oC/c приводит вновь к образованию в структуре сплава α″ -фаза, максимальная объемная доля которой достигается при 450oC. Необходимо отметить, что кристаллографическая ориентировка α″ -фазы, выделившейся при температурах 350-550oC практически не отличается от кристаллографической ориентировки α″ -мартенсита, образовавшегося при деформации (восстановление деформированной формы).
При дальнейшем нагреве до температур Acз + 20o наблюдается уменьшение степени ромбического искажения α″ -фазы, которая постепенно превращается в α -фазу с гексагональной кристаллической решеткой, которая наследует преимущественную ориентировку α″ -фазы, т.е. происходит повторное восстановление исходной формы.
При температуре выше Acз α -фаза полностью исчезает и структура сплава представлена только β -фазой, кристаллографическая ориентировка которой мало отличается от ориентировки β -фазы после закалки с температуры от tк до Acз + (20-30o).
По второму варианту способ согласно изобретению предусматривает следующие операции: закалку с температуры от Acз + (20-30oC) до tк, деформацию, последующий нагрев для реализации ЭЗФ, регистрацию, отличающийся тем, что нагрев в три стадии: на первой - до температуры 200-300oC с выдержкой при этой температуре 0,1-0,2 ч, на второй до температуры 350-550oC с выдержкой при этой температуре 0,15-4 ч, а на третьей - до Acз - (Acз + 20-30oC).
Выдержка на первой и второй стадии нагрева, когда нагрев ведут без регламентированных скоростей, обеспечивает протекание превращений, необходимых для реализации эффектов восстановления формы как и в первом варианте изобретения.
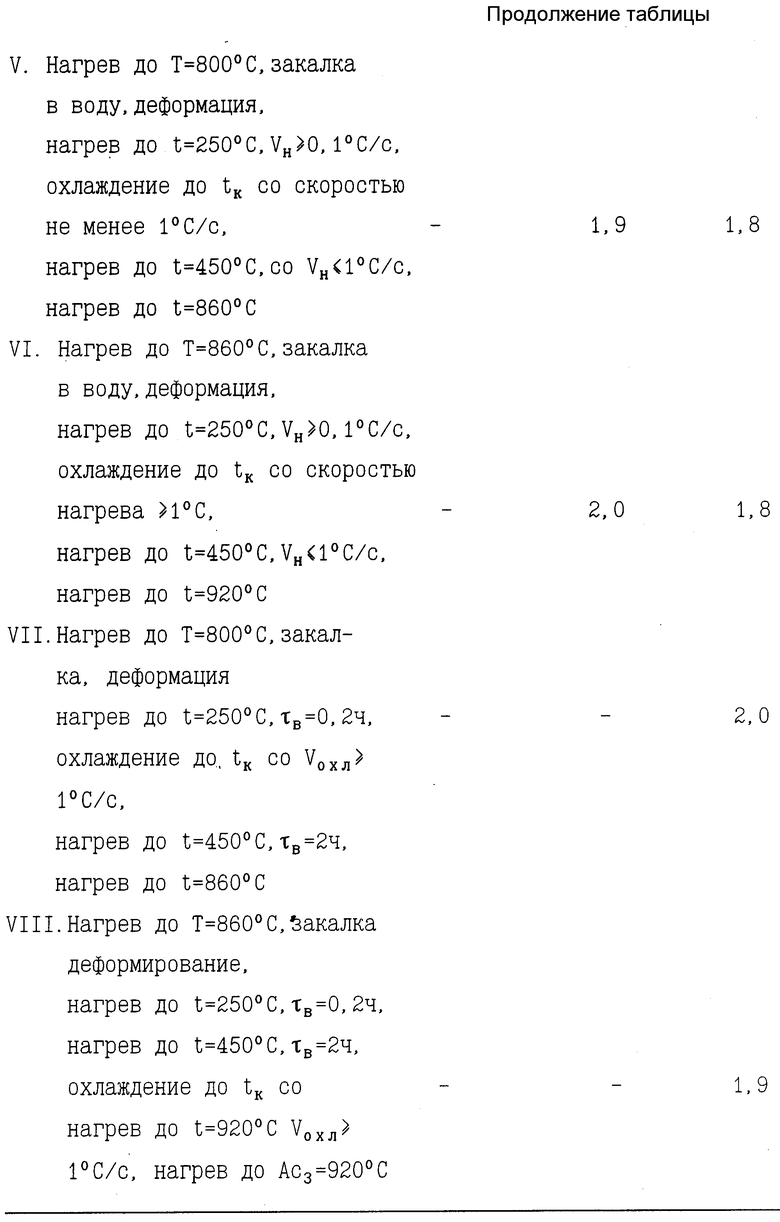
При осуществлении обоих способов возможно проведение дополнительного охлаждения после первой или второй стадий. Это приводит к тому, что при последующем нагреве реализуется второй и (или) третий ЭЗФ. Это можно использовать для изготовления элементов датчиков, работающих в заданном интервале температур.
По предложенным способам обрабатывали титановые сплавы ВТ16 и ВТ22и.
Пример 1. Заготовки сплава ВТ16 диаметром ⊘ 10 мм нагревали до температуры 770oC - Acз + (20-30oC), где Acз = 840oC, проводили закалку в воду, деформировали.
После чего проводили нагрев в три стадии. На 1-ой стадии нагревали до температуры 200-300oC со скоростью нагрева Vн не менее 0,1oC/c, на второй стадии проводили нагрев до температуры 350-550oC со скоростью нагрева Vн не более 1oC/c, на третьей стадии нагревали до температуры Acз - Acз + (20-30oC).
Пример 2. Заготовки сплава ВТ22и диаметром ⊘ 10 мм нагревали до температуры Acз + (20-30oC), где Acз = 860oC, проводили закалку в воду, деформировали.
После чего проводили нагрев в три стадии. На 1-ой стадии нагревали до температуры 200-300oC со скоростью нагрева Vн не менее 0,1oC/с, на второй стадии проводили нагрев до температуры 350-550oC/с со скоростью нагрева Vн более 1oC/с, на третьей стадии нагревали до температуры Acз - Acз = (20-30oC).
Пример 3. Заготовки сплава ВТ16 диаметром ⊘ 10 мм нагревали до температуры 770oC - Acз + (20-30oC), проводили закалку в воду, затем деформировали. После чего проводили нагрев в три стадии: нагрев до температуры 200-300oC, выдержка при этой температуре 0,1-0,2 ч - на первой стадии, нагрев до температуры 350-550oC, выдержка при этой температуре 0,15-4,0 ч - на второй стадии, нагрев до температуры Acз - Acз + (20-30oC).
Пример 4. Заготовки сплава ВТ22и размером ⊘ 10 мм нагревали до температуры Acз + (20-30oC), проводили закалку в воду, деформировали. После чего проводили нагрев в три стадии: нагрев до температуры 200-300oC, выдержка при этой температуре 0,1-0,2 ч - на первой стадии, нагрев до температуры 350-550oC, выдержка при этой температуре 0,15-4 ч - на второй стадии, нагрев до температуры Acз - Acз + (20-30oC).
Пример 5. Заготовки сплава ВТ16 диаметром ⊘ 10 мм нагревали до температуры 770oC - Acз + (20-30oC), проводили закалку в воду, затем деформировали. После чего проводили нагрев. Нагрев до температуры 200-300oC, со скоростью не менее 0,1 oC/c, охлаждение до tк со скоростью не менее 1oC/c, нагрев до температуры 350-550oC со скоростью не более 1oC/c, нагрев до температуры Acз - (Acз + 20-30oC).
Пример 6. Заготовки сплава ВТ22и диаметром ⊘ 10 мм нагревали до температуры Acз + (20-30oC), проводили закалку в воду, деформировали. После чего проводили нагрев до температуры 200-300oC со скоростью не менее 0,1oC/c, нагрев до температуры 350-550oC со скоростью не более 1oC/c, охлаждение до tк со скоростью не менее 1oC/c, нагрев до температуры Aсз - (Aсз + 20-30oC).
Пример 7. Заготовки сплава ВТ16 диаметром ⊘ 10 мм нагревали до температуры 770oC - Acз + Acз + (20-30oC), проводили закалку в воду, затем деформировали. После чего проводили нагрев до температуры 200-300oC, выдерживали 0,1-0,2 ч, охлаждали до tк со скоростью не менее 1oC/c, нагрев до температуры 350-550oC, выдержка 0,15-4 ч при этой температуре, нагрев до температуры Acз-(Acз + 20-30oC).
Пример 8. Заготовки сплава ВТ22и диаметром ⊘ 10 мм нагревали до температуры Acз + (20-30oC), проводили закалку в воду, затем деформировали. После чего проводили нагрев до температуры 200-300oC, выдержка при этой температуре 0,1-0,2 ч, нагрев до температуры 350-550oC, выдержка при этой температуре 0,1-0,2 ч, охлаждение до tк со скоростью не менее 1oC/c, нагрев до температуры Aсз-(Acз + 20-30oC).
Параллельно проводили обработку заготовок сплава по способу прототипа.
Технико-экономическая эффективность способа состоит в том, что применение этого способа выявления ЭЗФ в авиационной технике обеспечит высокую возможность и ресурс работы изделия.
Литература
1. Miya[aki, S., Jhmi. Y., otsuka<K. fnl Suzuki, Y. J.de Phys., Vol. 43, No, 12-Suppl, p.4-255, 1982.
2. Ильин А.А., Коллеров М.Ю., Скворцова С.В., Макаренков Д.Ю. Принципы легирования и технология обработки сплавов на основе титана с эффектом запоминания формы. 1 Международная научно-техническая конференция по титану стран СНГ. т. 2, М. 1994., с. 631-638.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ МАРТЕНСИТНОГО КЛАССА | 1983 |
|
SU1154967A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ГРАНУЛ | 1997 |
|
RU2117556C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ | 1993 |
|
RU2082551C1 |
| СПОСОБ ОБРАБОТКИ ТИТАНА И ЕГО АЛЬФА- И ПСЕВДОАЛЬФА-СПЛАВОВ (ВАРИАНТЫ) | 1995 |
|
RU2082818C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОРШНЕВЫХ ПАЛЬЦЕВ АВТОТРАКТОРНЫХ ДИЗЕЛЕЙ ИЗ ЦЕМЕНТУЕМЫХ МАРОК СТАЛИ | 1996 |
|
RU2122588C1 |
| СПОСОБ ОБРАБОТКИ ПСЕВДО α И (α+β) -СПЛАВОВ НА ОСНОВЕ ТИТАНА | 1989 |
|
SU1637361A1 |
| СПОСОБ ДИСПЕРГИРОВАНИЯ МАТЕРИАЛА ЭКСТРАКЦИЕЙ РАСПЛАВА | 1994 |
|
RU2061582C1 |
| СПОСОБ НАВОДОРОЖИВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 1990 |
|
RU1780337C |
| Способ приготовления образцов для оптического и электронно-микроскопического анализов сплавов | 1985 |
|
SU1334058A1 |
| СПОСОБ ДИСПЕРГИРОВАНИЯ МАТЕРИАЛА ЭКСТРАКЦИЕЙ РАСПЛАВА | 1994 |
|
RU2061583C1 |
Способы могут быть использованы при производстве специальных устройств и датчиков. Сплавы на основе титана, мартенситного и переходного класса подвергают способу обработки, включающему закалку с температур от tk до Ас3 + (20 -30°С), деформацию и последующий нагрев в три стадии: на первой стадии нагрев ведут до температуры 200 - 300oС со скоростью нагрева не менее 0,1°С/с, на второй стадии нагрев ведут до температуры Ас3 + (20 - 30°С). Нагрев на 1-ой и 2-ой стадии можно осуществлять не с регламентированной скоростью, а производить выдержку соответственно 0,1-0,2 ч на первой стадии и 0,15-4,0 ч на 2-ой стадии. При осуществлении обоих способов возможно проведение дополнительного охлаждения после первой или второй ступени со скоростью не менее 1°С/с, что приводит к тому, что при последующем нагреве реализуется второй и(или) третий ЭЗФ. Применение способов выявления ЭЗФ в авиационной технике обеспечит высокую надежность и ресурс работы изделия. 2 с. и 2 з.п. ф-лы, 1 табл.
| Miyaxaki, S.Ohmi, Y.Otsuka, K | |||
| and Suzuki, Y.J | |||
| de Phys | |||
| Vol | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Ильин А.А., Коллеров М.Ю., Скворцова С.В., Макаренков Д.Ю | |||
| Принципы легирования и технология обработки сплавов на основе титана с эффектом запоминания формы | |||
| - М.: I Международная научно-техническая конференция по титану стран СНГ | |||
| Т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

