Изобретение относится к машиностроению и может быть использовано при обработке металлов давлением.
Известен способ [1] обработки металлов давлением, по которому при осадке каждой заготовки осуществляют ее выдавливание через деформирующий инструмент последующей заготовкой, при этом одновременно осаживают задний конец предыдущей и передний конец последующей заготовок.
Известен способ пластического структурообразования [2], по которому осуществляется многократное продавливание заготовки через два пересекающихся канала, при этом пластическая деформация происходит путем сдвига поперечных слоев заготовки относительно друг друга в области пересечения каналов. В каждом последующем цикле обработки заготовка помещается в первый канал и ей сообщается дополнительная степень деформации.
К недостаткам способов можно отнести высокие напряжения на инструменте, не позволяющие деформировать высокопрочные стали и сплавы.
Наиболее близким к предлагаемому является способ структурообразования [3], по которому заготовка многократно деформируется выдавливанием с одновременной осадкой выдавленной части заготовки, с сохранением ее первоначальной формы и размеров после каждого цикла деформирования. В каждом последующем цикле деформирования осуществляется смена направления выдавливания на противоположное относительно предыдущего цикла.
Недостатком известного технического решения является невозможность деформировать легированные и конструкционные стали и сплавы. Осадка выдавленной части заготовки, проводимая одновременно с выдавливанием, действует как подпор и значительно повышает напряжение на инструменте при выдавливании. Именно этот фактор в совокупности с высокими механическими свойствами и низкой пластичностью при комнатной температуре легированных и конструкционных сталей и сплавов делает невозможным процесс деформирования этих материалов.
Задачей изобретения является расширение возможностей способа пластического структурообразования для деформирования заготовок высокопрочных легированных сталей и сплавов.
Поставленная задача достигается способом пластического структурообразования, включающим многократное деформирование заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформирования. Направление выдавливания в каждом последующем цикле меняют на противоположное относительно направления выдавливания в предыдущем цикле. В каждом цикле деформации сначала производят выдавливание небольшой части заготовки через рабочий поясок матрицы, выдавливание прекращают, осаживают выдавленную часть заготовки вторым пуансоном во второй части матрицы, затем повторяют поочередно выдавливание части заготовки и ее осадку до тех пор, пока вся заготовка не будет продеформирована. Длина выдавленной через рабочий поясок части заготовки при этом не должна превышать 2,5 диаметров рабочего пояска матрицы.
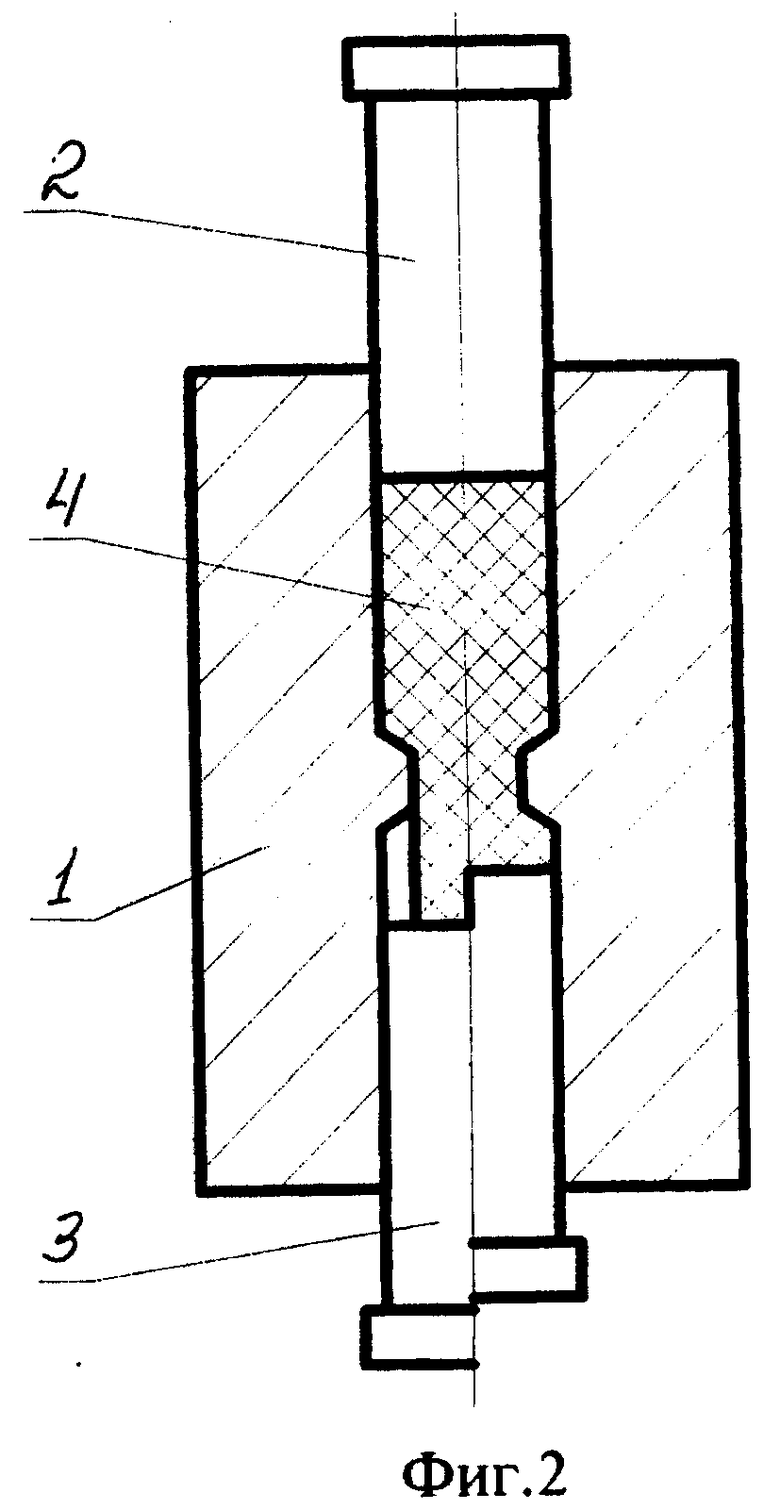
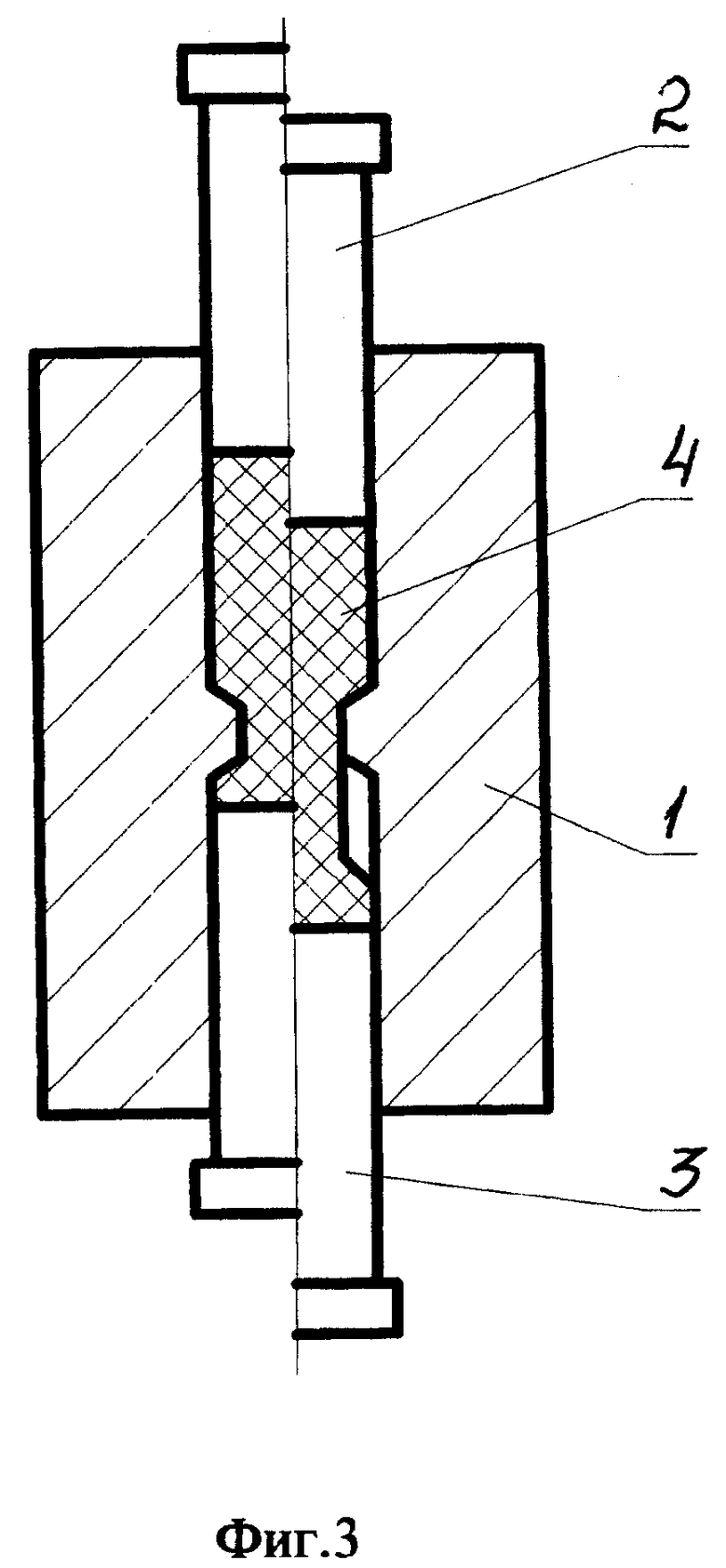
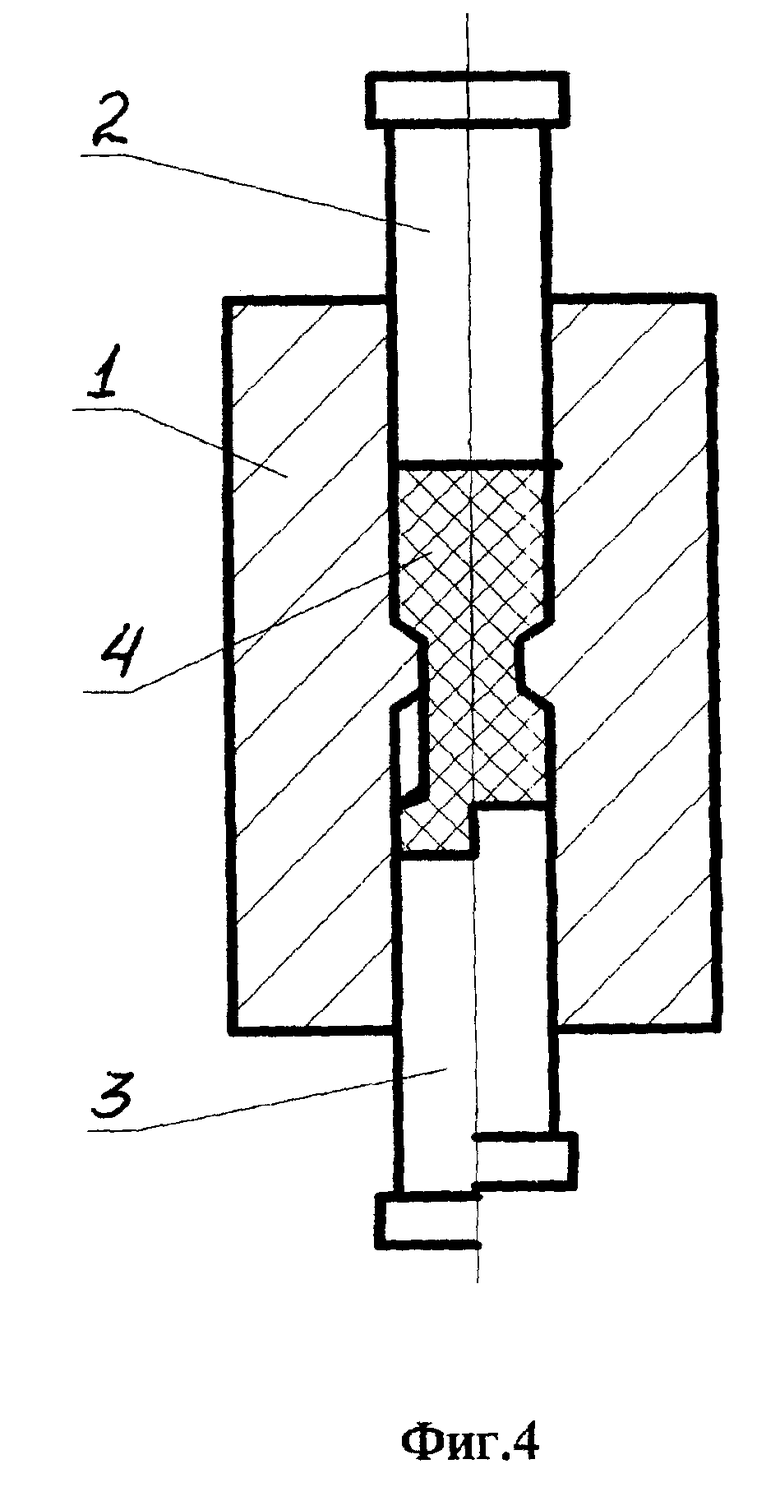
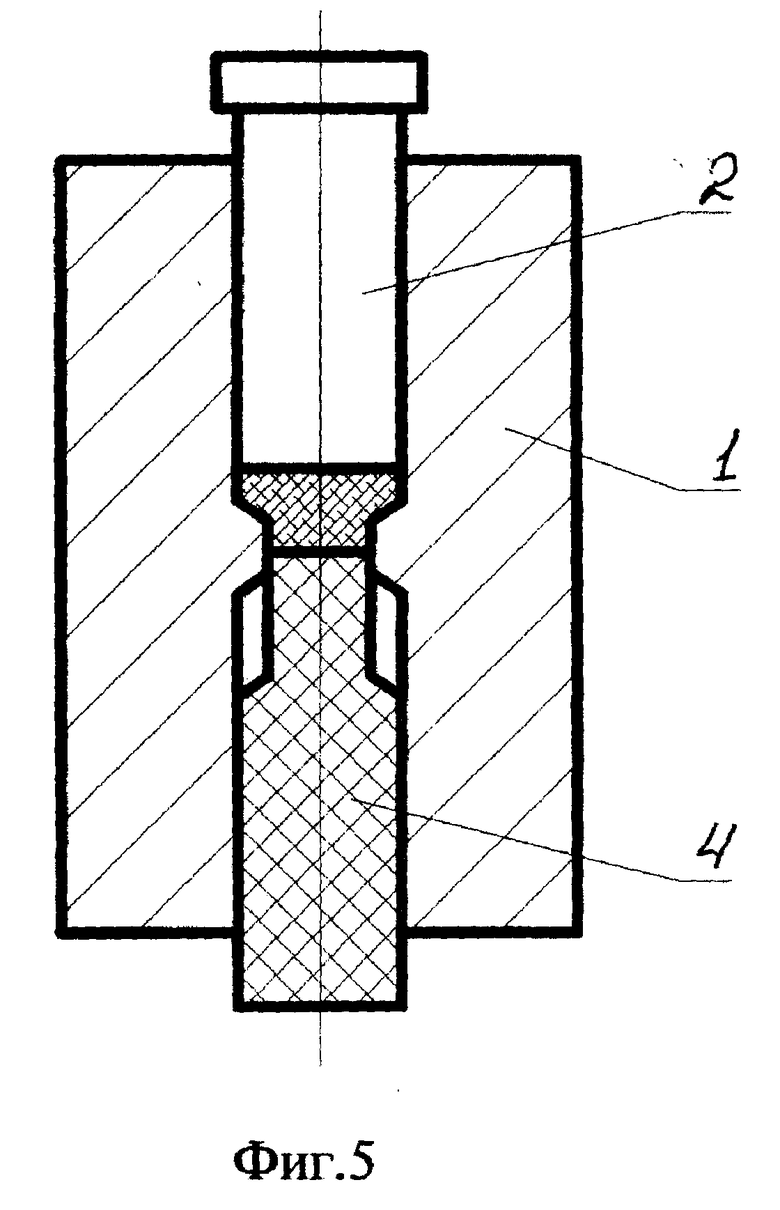
Способ пластического структурообразования поясняется фигурами, где левая часть фигуры - положение перед деформацией, правая - положение после деформации.
На фиг. 1 показана начальная стадия выдавливания исходной заготовки; на фиг. 2 - осадка выдавленной части заготовки; на фиг. 3 - последующее выдавливание части заготовки; на фиг. 4 - осадка выдавленной части заготовки; на фиг. 5 -удаление заготовки из матрицы.
Устройство для реализации способа содержит матрицу 1, имеющую два канала одинакового поперечного сечения, в один из каналов устанавливают пуансон 2, во второй пуансон 3, а между ними укладывают обрабатываемую заготовку 4.
Пример конкретной реализации.
Способ осуществляется следующим образом. Исходная заготовка 4 помещается в матрицу 1, пуансон 2 выдавливает небольшую часть заготовки через рабочий поясок в нижнюю часть матрицы (фиг. 1). Затем второй пуансон 3 осуществляет осадку выдавленной части заготовки (фиг. 2). Дальнейшая деформация осуществляется путем поочередного выполнения операций выдавливания части заготовки пуансоном 2 через рабочий поясок матрицы (фиг. 3) и осадки выдавленной части вторым пуансоном 3 (фиг. 4). Извлечение деформированной заготовки из матрицы осуществляется с помощью графитошамотной шайбы (фиг. 5).
После извлечения заготовки ее можно вновь поместить в матрицу для последующего деформирования. Циклы деформации - выдавливание и осадку можно повторять неоднократно до получения требуемой степени накопленной деформации. Для повышения качества структурообразования при повторении циклов деформации заготовку укладывают в матрицу с кантовкой на 180o для смены направления деформирования. Повторение циклов деформации обеспечивает возможность формирования заданной структуры металла, а значит, и требуемого уровня его механических свойств. Форма и размеры заготовки при этом не изменяются. Для предотвращения потери устойчивости выдавленной через рабочий поясок части заготовки ее длина не должна превышать 2,5 диаметров рабочего пояска матрицы.
В качестве исходного материала был взят пруток стали Р6М5 диаметром 40 мм в состоянии поставки. Балл карбидной неоднородности составлял 36 балла (по ГОСТ 19265-73). Из прутка были выточены заготовки диаметром 34 мм и длиной 60 мм. Деформация осуществлялась в изотермических условиях при температуре α-γ -фазового перехода в точке Ac1. Заготовки нагревались до температуры 830oC и помещались в оснастку, нагретую до той же температуры. Контроль температуры матрицы осуществлялся с помощью контрольной термопары, с точностью ±5oC. Деформация осуществлялась на гидропрессе с небольшой скоростью за два цикла, с суммарным интегральным показателем деформации e=3. Интегральная степень деформации за один цикл определялась по формуле:
где
F0 - площадь поперечного сечения канала матрицы при D=35 мм;
F1 - площадь поперечного сечения рабочего пояска матрицы при d=28 мм.
В результате деформации была разрушена карбидная строчечность металла. Карбиды более равномерно распределились по сечению заготовки. Уменьшился размер карбидов, балл карбидной неоднородности (по ГОСТ 19265-73) составил 1 балл. Изготовленный из этих заготовок инструмент для холодной высадки болтов и гаек показал более высокую усталостную стойкость на 15-20% по сравнению с исходным материалом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пластического структурообразования цилиндрических мерных заготовок | 2017 |
|
RU2657274C1 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ СПЕЦИАЛИЗИРОВАННЫЙ ПРЕСС | 1996 |
|
RU2110406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424076C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Штамп для получения цилиндрических металлических деталей с однородной мелкозернистой структурой из прутковых заготовок | 2015 |
|
RU2629576C2 |
Изобретение относится к машиностроению и может быть использовано при обработке металлов давлением. Задача: изобретение позволяет расширить возможности способа пластического структурообразования для деформирования заготовок высокопрочных легированных сталей и сплавов. Согласно способу производят многократное выдавливание и осадку заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформации. В каждом цикле деформации сначала производят выдавливание части заготовки через рабочий поясок матрицы, выдавливание прекращают, осаживают выдавленную часть заготовки, затем повторяют поочередно выдавливание части заготовки и ее осадку до тех пор, пока вся заготовка не будет продеформирована, при этом длина выдавленной части заготовки составляет не более 2,5 диаметра рабочего пояска матрицы. 5 ил.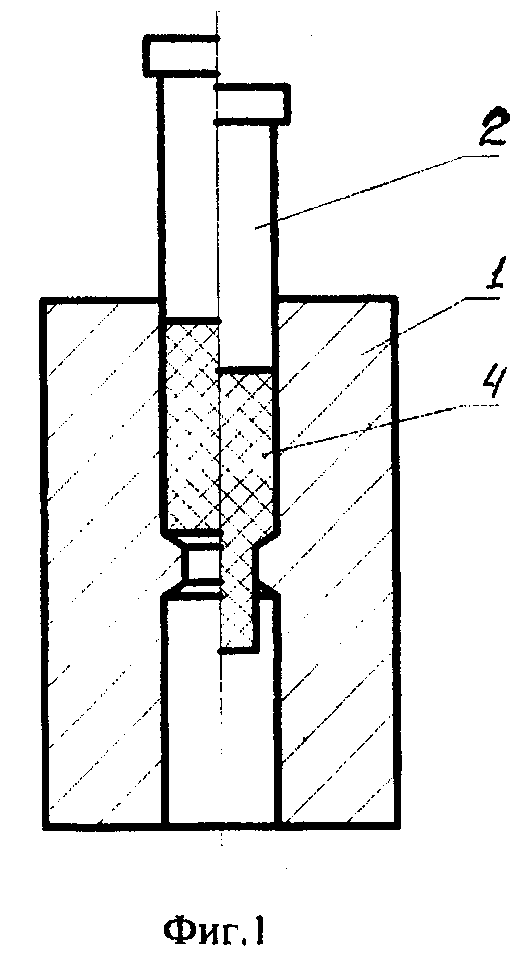
Способ пластического структурообразования высокопрочных материалов, включающий многократное выдавливание и осадку заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформации, в каждом последующем цикле направление выдавливания меняют на противоположное относительно направления выдавливания в предыдущем цикле, отличающийся тем, что в каждом цикле деформации сначала производят выдавливание части заготовки через рабочий поясок матрицы, выдавливание прекращают, осаживают выдавленную часть заготовки, затем повторяют поочередно выдавливание части заготовки и ее осадку до тех пор, пока вся заготовка не будет продеформирована, при этом длина выдавленной части заготовки составляет не более 2,5 диаметра рабочего пояска матрицы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство N 595046, B 21 J 5/00, 1978 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сегал В.М | |||
| и др | |||
| Пластическая обработка металлов простым сдвигом | |||
| - Известия АН СССР | |||
| Металлы, N 1, 1981, с.115-123 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство N 1741960 А1, B 21 J 5/00, 1992. | |||
