Изобретение относится к технологии сварки взрывом и может быть использовано при плакировании металлических поверхностей и изготовлении слоистых композиций.
Известен способ плакирования металлических поверхностей сваркой взрывом, при котором между плакируемым и плакирующим листами устанавливают металлические дистанционные элементы в виде полых цилиндров, открытых с торцов /1/.
Недостатком известного способа является снижение прочности сварного соединения из-за возможности образования полостей при смятии дистанционных элементов, нарушения режимов образования соединения в местах их расположения, а также трудоемкости изготовления, установки и обезжиривания дистанционных элементов.
Известен также способ плакирования металлических поверхностей сваркой взрывом, при котором между плакируемым и плакирующим листами устанавливают дистанционные спиральные элементы /2/.
Недостатком известного способа является снижение прочности сварного соединения из-за наличия между свариваемыми поверхностями спиральных дистанционных элементов и трудоемкости подготовки к плакированию.
Наиболее близким к предлагаемому способу является способ плакирования металлических поверхностей сваркой взрывом, при котором плакирующая и плакируемая пластины посредством пары временных дистанционных элементов и клейкой ленты образуют пакет. Пакет за нависающие края плакирующей пластины подвешивают на опору, убирают дистанционные элементы, помещают взрывчатое вещество и инициируют заряд /3/.
Недостатками этого способа являются сложность при сборке пакета, возможность растяжения (под весом плакируемой пластины) липкой ленты, которая изготавливается из синтетической пленки. При растяжении ленты изменяется зазор между свариваемыми пластинами, что отрицательно сказывается на качестве сварки.
Задачей предлагаемого изобретения является снижение трудоемкости и повышение качества сварного соединения.
Поставленная задача реализуется следующим образом. Плакирующий и плакируемый листы собирают в пакет, в котором их располагают с зазором друг над другом с помощью нескольких колец из металлической ленты, подвешивают за нависающие края плакирующего листа на опоры, на нем располагают заряд взрывчатого вещества и инициируют его, причем необходимую величину зазора между листами задают размерами колец, диаметр которых определяют по формуле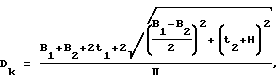
где Dk - диаметр кольца;
В1 - ширина плакирующей пластины;
В2 - ширина плакируемой пластины;
t1 - толщина плакирующей пластины;
t2 - толщина плакируемой пластины;
Н - величина зазора между пластинами.
Отличительными признаками предлагаемого способа от указанного выше, наиболее близкого к нему, является то, что пакет фиксируют с помощью нескольких колец из металлической ленты, причем необходимую величину зазора между листами задают размерами колец, диаметр которых определяют по вышеприведенной формуле.
Указанные признаки не выявлены в других технических решениях при изучении уровня данной области техники и, следовательно, решение является новым и имеет изобретательский уровень.
Предлагаемый способ поясняется чертежами, на которых изображены:
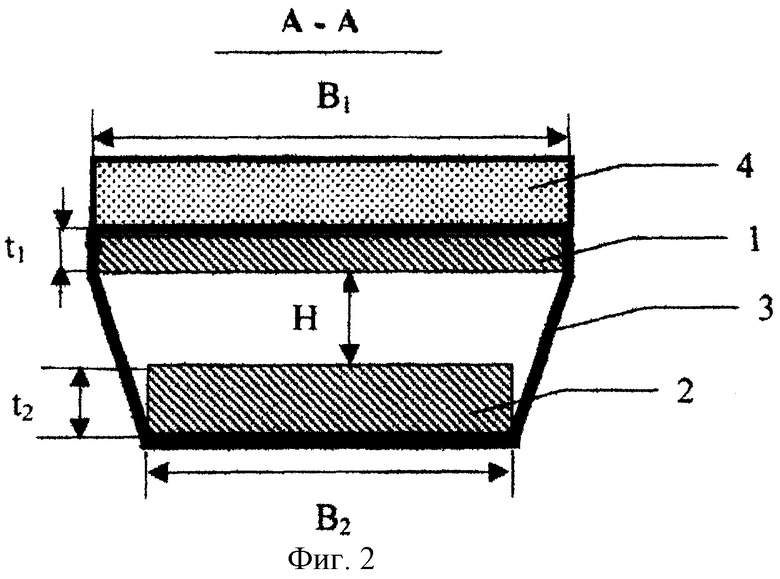
на фиг. 1 - схема плакирования металлических поверхностей сваркой взрывом, реализующая предлагаемый способ, на фиг.2 - разрез А-А на фиг.1.
Для пояснения осуществления способа на схеме показаны соединенные в пакет плакирующий лист 1, плакируемый лист 2, кольца из металлической ленты 3, взрывчатое вещество 4, опора (не показано).
Способ осуществляется следующим образом.
Плакирующий лист 1 устанавливают над плакируемым листом 2 с нависанием по периметру и собирают в пакет, который фиксируют с помощью нескольких колец из металлической ленты 3, надеваемых с торцов сборки. Пакет из плакирующего листа 1 и подвешенного к ней плакируемого листа 2 за нависающие края плакирующего 1 листа подвешивают на опоры. В таком положении между листами образуется необходимый зазор, величину которого задают размерами колец, диаметр которых определяют по формуле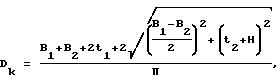
где Dk - диаметр кольца; В1 - ширина плакирующей пластины; В2 - ширина плакируемой пластины; t1 - ширина плакирующей пластины; t2 - ширина плакируемой пластины; Н - величина зазора между пластинами.
После чего на плакирующем листе 1 размещают взрывчатое вещество 4 и инициируют его. На опоре может быть размещено одновременно вплотную друг к другу несколько пакетов для плакирования, на которых помещают общий заряд. Для предотвращения просыпания взрывчатого вещества щели между пакетами заклеивают клейкой лентой.
Наибольший эффект данный способ дает при массовом производстве деталей с постоянными размерами. В этом случае из тонкого металлического листа склеивают рукав необходимого диаметра и из него нарезают кольца.
Отсутствие дистанционных элементов между свариваемыми поверхностями обеспечивает получение прочного соединения по всей площади сварки.
Пример.
Плакируемую пластину из стали 08 кп с размерами 7,4х118х387 мм и плакирующую пластину из сплава АО20-1 с размерами 2,2х150х480 мм соединяемыми поверхностями располагают таким образом, чтобы нависание плакирующей пластины было равномерным по всему периметру, после чего торцы пластин фиксируют кольцами из металлической ленты толщиной 0,1 мм и шириной 5 мм. Диаметр колец подобран таким образом, чтобы в подвешенном состоянии расстояние между свариваемыми пластинами составляло 5 мм. Пакет из свариваемых пластин за нависающие края плакирующей пластины подвешивают на опоры. После этого на плакирующую пластину устанавливают рамку и на ней размещают заряд взрывчатого вещества из смеси аммонита 6ЖВ и аммиачной селитры в соотношении 1:2 по весу и высотой 12 мм и инициируют заряд взрывчатого вещества.
В настоящее время изготовлена опытно-промышленная партия биметаллических заготовок для вкладышей подшипников скольжения тепловозных дизелей в количестве 100 шт.
Использование предлагаемого способа сварки взрывом позволило снизить трудоемкость работ и повысить качество сварного соединения.
Источники информации
1. Патент 3900147 США, МКИ В 32 В 15/00.
2. Патент 3730415 США, МКИ В 23 В 21/00.
3. Патент 2116178 РФ, МПК В 23 К 20/08 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116178C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| СПОСОБ ПЛАКИРОВАНИЯ СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2237558C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2235627C1 |
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 1997 |
|
RU2113955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПЛАКИРОВАНИЯ ЭНЕРГИЕЙ ВЗРЫВА | 1995 |
|
RU2098250C1 |
Изобретение может быть использовано при плакировании металлических поверхностей и изготовлении слоистых композиций. Плакирующий и плакируемый листы закрепляют с зазором друг над другом с помощью нескольких колец из металлической ленты. Пакет подвешивают на опоры за нависающие края плакирующего листа. На нем располагают заряд взрывчатого вещества и инициируют его. Необходимую величину зазора между листами устанавливают размерами колец, диаметр которых определяют по формуле с учетом размеров пластин. Способ позволяет снизить трудоемкость и повысить качество сварного соединения. 2 ил.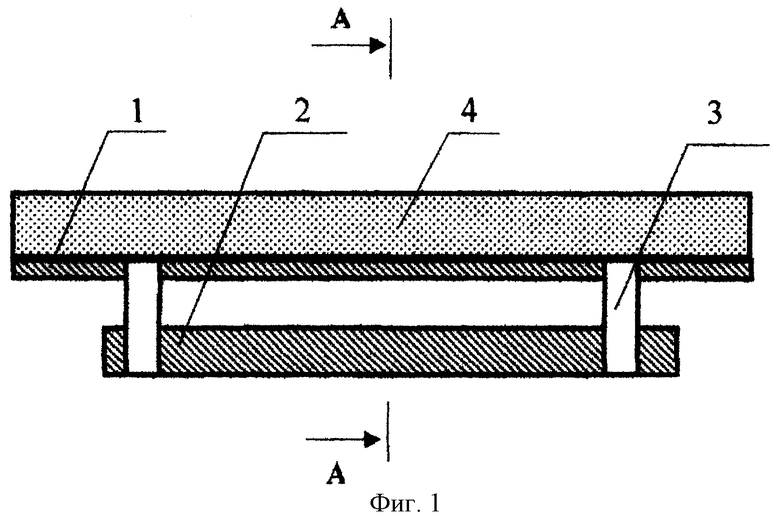
Способ плакирования металлических поверхностей сваркой взрывом, при котором плакирующий и плакируемый листы располагают с зазором друг над другом, собирают в пакет и закрепляют лентой, подвешивают на опоры за нависающие края плакирующего листа, на котором располагают заряд взрывчатого вещества и инициируют его, отличающийся тем, что пакет фиксируют с помощью нескольких колец из металлической ленты, причем необходимую величину зазора между листами задают размерами колец, диаметр которых определяют по формуле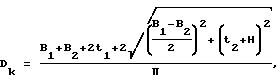
где Dк - диаметр кольца;
В1 - ширина плакирующей пластины;
В2 - ширина плакируемой пластины;
t1 - толщина плакирующей пластины;
t2 - толщина плакируемой пластины;
Н - величина зазора между пластинами.
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116178C1 |
| SU 1503185 A1, 27.05.1999 | |||
| US 3730415, 01.05.1973 | |||
| US 3900147, 19.08.1975. | |||

