Предлагаемые способ и устройство для его реализации относятся к области обработки и очистки поверхности нефтяных насосных штанг и насосно-компрессорных труб на различных этапах технологического процесса и могут найти широкое применение в нефтедобывающей промышленности.
Из применяемых в настоящее время методов очистки поверхности изделий нефтяного оборудования наиболее распространенными являются механические, химические и электрохимические методы.
Среди механических следует отметить следующие:
1. Способы, основанные на использовании воды под давлением при температуре 900-1000oC (авт. свид. N 141843; 208651; B 21 B 45/08, 1962; патент РФ N 1674689, B 21 B 45/02, 1988; патент США N 2442485, B 21 B 45/02, 1948 и др. ).
2. Способы, основанные на использовании сжатого воздуха (авт. свид. N 105495, B 24 C 3/16, 1956; N 1609627, B 24 C 3/16, 1989 г. и др.).
3. Способы, основанные на охлаждении изделий до температуры охрупчивания нефтяных покрытий и дальнейшее удаление их механическим путем (авт. свид. N 648293, B 08 B 3/10, 1975; N 1712006, B 08 B 9/02, 1992; патент РФ N 2060063, B 08 B 9/02, 1992 и др.).
Недостатки указанных способов, да и всех других способов, основанных на использовании иглофрез, щеток, резцов и т.п. являются низкие качество и эффективность очистки при больших затратах.
Среди химических и электрохимических методов следует отметить следующее:
1. Способ, включающий обработку поверхности изделий органическим растворителем, например, бензином, с последующим протиранием обработанной поверхности мягкой ветошью (авт. свид. N 870505, С 23 G 5/02, 1981; патент ЕПВ N 0294245, C 23 F 3/00, 1988 г.). К недостаткам способа относятся токсичность бензина, его взрыво- и пожароопасность, которые исключают широкое применение в технологических процессах.
2. Способ, основанный на использовании хлоргидрата (авт. свид. N 1790629, C 23 G 5/00, 1991; Бартл Д., Мудрох Х. Технология химической и электрохимической обработки поверхности металлов. М., 1961). Процесс ведут в герметизированной камере, а после его окончания изделие сушат при температуре 100-120oC до полного испарения хлоральгидрата. Недостатками способа являются его сложность и необходимость специального оборудования, а также малая доступность и высокая цена используемого реактива.
3. Способ, включающий последовательную обработку в хлорорганическом растворителе и водном растворе (авт. свид. N 440450, 1518412, 1792454 и др.).
4. Способы, включающие растворы кислот, щелочей или солей (авт. свид. NN 1388461, C 23 G 3/00, 1986; N 17691819, C 23 G 3/00, 1990; Пожаробезопасные технические моющие средства. М., 1983 и др.).
5. Способ, включающий обработку поверхности изделий в среде паров, содержащих хлористый водород, получаемых из реакционной смеси (авт. свид. NN 1781323, C 23 G 5/00, 1989; 461167, C 23 G 5/02, 1972; N 382776, C 23 G 5/00, 1970).
Агрегаты и оборудование, реализующие указанные способы, требуют значительных производственных площадей. Выделяющиеся при травлении испарения не только вредны для обслуживающего персонала, но и разрушительно действуют на производственное оборудование и цеховые конструкции. Кроме того, необходимость утилизации отходов использованных кислот и щелочей требует принятия дополнительных дорогостоящих мер для предотвращения загрязнения окружающей среды.
Из других известны способы и устройства обработки и очистки поверхности металлических изделий (авт. свид. СССР NN 171056, B 23 K 9/00, 1963; 476041, B 08 B 1/00, 1973; 719710, B 08 B 3/10, 1977; 935141, B 08 B 3/10, 1980; 1272725, C 22 B 9/10, 1985; 1695704, C 23 C 14/02, 1987; 1770420, C 23 B 9/20, 1990; 1812239, C 23 C 14/02, 1990; патенты РФ NN 2030232, B 21 B 45/04, 1990; 2034094, C 23 C 8/36, 1993; патенты США N 5143561, B 21 B 45/06, 1992, патент Франции N 2664510, B 21 B 37/08, 1992, Стибленко В.Л., Ситников И. В. Использование высокочастотного дугового разряда атмосферного давления для очистки и активации металлических поверхностей. Плазмотехнология. Сборник научных трудов. Киев, 1990 и др.).
В качестве ближайшего аналога можно считать устройство по а.с. СССР N 1695704, кл. C 23 C 14/02, 1992 г.
Обработку и очистку поверхности металлических изделий от различных загрязнений согласно указанному способу осуществляют в электродуговой секции путем воздействия на нее дуговым разрядом в вакууме, включающем возбуждение разряда в режиме подающего участка вольт-амперной характеристики и обработку поверхности катодными пятнами дуги. Для повышения качества обработки проводят сжатие разряда и перемещение его вдоль участка обработки, при этом удельный расход энергии поддерживают в диапазоне значений (0,2 - 0,8) кВт • ч/м2. Обрабатываемое изделие и электрод помещают в вакуумную камеру. Электрод подключают к положительному полюсу источника питания, а изделие - к отрицательному. После достижения в вакуумной камере давления остаточных газов ниже 102 Па возбуждают дуговой разряд между обрабатываемым изделием и электродом.
Однако указанный способ обеспечивает удаление с поверхности металлических изделий только ржавчины, окалины, оксидных пленок и технологических смазок, но не позволяет удалять нефтяные загрязнения с поверхности металлических изделий нефтяного оборудования, в частности насосных штанг и насосно-компрессорных труб. Данные изделия являются очень важными элементами при добычи нефти из глубинных слоев Земли с помощью соответствующих скважин и проблема их обработки и очистки является весьма актуальной.
Целью изобретения является расширение функциональных возможностей путем обработки и очистки поверхности нефтяных насосных штанг и насосно-компрессорных труб.
Поставленная цель достигается тем, что согласно способа обработки поверхности изделий, включающем возбуждение дугового разряда в вакууме и обработку поверхности катодными пятнами, предварительно осуществляют грубую механическую обработку изделия, загружают его в шлюзовую секцию вакуумной камеры, имеющую наклонное днище со сборником для жидких и вязких загрязнений (нефть, парафины, асфальт и т.п.), герметизируют, вакуумируют до 102 Па и нагревают до 200oC (при необходимости больше), осуществляя тем самым термическую обработку изделия, содержащего на поверхности остатки нефти, парафинов, минеральных отложений и т.п., затем перемещают обработанное изделие в электродуговую секцию (содержащую электродуговые модули), а после вакуумно-дуговой обработки в накопительную секцию, где охлаждают его, одновременно развакуумируют шлюзовую секцию, загружают ее очередным изделием и аналогичным образом осуществляют его обработку, после наполнения накопительной секции ее герметизируют от электродуговой секции (перекрывают вакуумный затвор между электродуговой секцией и накопителем) и развакуумируют, выгружают очищенные изделия, диагностируют их и исправные изделия используют в работе. Шлюзовая секция установки имеет вакуумные затворы на входе и выходе. После перемещения изделия из шлюзовой камеры в электродуговую секцию для электродуговой очистки закрывают вакуумный затвор между шлюзовой секцией и электродуговой секцией.
Сущность предлагаемого способа заключается в использовании трех этапов обработки изделий нефтяного оборудования (насосных штанг, насосно-компресссорных труб и т.п.). На первом этапе осуществляют предварительную механическую обработку изделий (для удаления крупных фрагментов грязи), на втором этапе осуществляют промежуточную термовакуумную обработку (в процессе которой происходит интенсивное плавление, испарение и сублимация нефти, парафинов и любых других углеводородов с поверхности нефтяного оборудования, расплавленная часть загрязнений стекает или осыпается в наклонный поддон и далее попадает в накопитель отходов, а твердые частицы в виде минеральных отложений интенсивно теряют из своего состава воду и высыхают, что резко снижает их прочность и прочность сцепления с поверхностью изделия).
На третьем этапе окончательную вакуумно-дуговую обработку проводят в электродуговой секции с помощью электродуговых модулей (наборы положительных электродов) посредством перемещения катодных пятен по поверхности очищаемого изделия (изделие является катодом в электродуговом разряде).
Для реализации вакуум-термической и вакуумно-дуговой обработки используют две последовательно расположенные вакуумные камеры, которые разделены между собой вакуумным затвором, вакуумным затвором разделена электродуговая секция и накопитель, куда поступают изделия после очистки. Корпус накопителя имеет рубашку охлаждения. В магистралях вакуумирования шлюзовой секции и секции электродуговой размещены охлаждаемые фильтры для улавливания и утилизации летучих загрязнений. Это обеспечивает высокую экологическую чистоту предлагаемого способа очистки оборудования. Одновременно предварительная очистка нефтяного оборудования от летучих углеводородов вакуумно-техническим способом при давлении 102 Па и ниже (ниже атмосферного в 1000 раз) обеспечивает взрывобезопасность способа очистки, так как при таком низком давлении содержание остаточного кислорода воздуха ничтожно мало, концентрация частиц такова, что химические реакции горения и взрыва невозможны. Даже в случае взрыва горючей смеси внутри, то повышение давления в 1000 раз приведет только к выравниванию давления в вакуумных секциях до атмосферного. Для подстраховки шлюзовая секция, электродуговая секция, накопительная секция снабжены предохранительными клапанами 15 для мгновенного стравливания излишков давления.
Предварительно механически очищенное изделие через входной вакуумный затвор 4 загружают в шлюзовую секцию 1 вакуумной установки. Вакуумная установка состоит из трех секций: шлюзовой 1, электродуговой 2 и накопительной 3. Изделия в шлюзовой секции находятся в наклонном виде (трубы) для слива нефти и других жидких загрязнений. Процесс удаления жидких и слабосвязанных с поверхностью загрязнений ускоряется за счет применения вибратора 16. Вакуумирование шлюзовой, электродуговой и накопительной секций осуществляют с помощью систем вакуумирования 6, содержащих в откачных магистралях фильтры 13 для задерживания грязи в виде аэрозолей и пара. После достижения в шлюзовой секции 1 давления не выше 102 Па ее нагревают до температуры примерно 200oC с помощью нагревателя 7 и осуществляют термическую обработку очищаемого изделия. Загрязнения в виде нефти, парафина и другие плавятся и размягчаются и под воздействием вибратора 16 попадают в накопитель отходов 10, который периодически освобождают от отходов. Испарившиеся или сублимировавшие частицы грязи с изделий в магистралях систем вакуумирования улавливают в фильтрах 13.
После вакуум-термической обработки изделия 12 перемещают в электродуговую секцию 2. В электродуговой секции в боксах 14 размещены электродуговые модули 17, представляющие собой набор электродов-анодов. Электродуговая секция 2 сообщается с шлюзовой секцией 1 и накопительной 3 через вакуумные затворы 9. Вакуумный затвор 9 между шлюзовой 1 и электродуговой 2 открыт при поступлении изделий 12 из шлюзовой секции в электродуговую, его закрывают, когда изделие 12 полностью вводят в электродуговую секцию. Это позволяет открыть вакуумный затвор 4 для загрузки очередного изделия в шлюзовую секцию 1. Вакуумный затвор 9 между электродуговой и накопительной секциями открыт при перемещении изделий в накопительную секцию 3, он закрыт, когда выгружают очищенные изделия из накопительной секции 3. С помощью электродуговых модулей 17 осуществляют вакуумно-дуговую обработку изделий, которая обеспечивает очистку их поверхности от ржавчины, окалины, минеральных отложений и любых других загрязнений. В ходе очистки внешней поверхности насосно-компрессорных труб электродуговыми разрядами происходит их быстрый нагрев. В результате тепловой деформации стенок труб (тепловой удар) внутренние минеральные отложения отслаиваются (авторами настоящей заявки это проверено), отложения под воздействием высоких температур и вакуума быстро высыхают и крошатся. За счет наклона труб и применения вибратора 11 сухие минеральные отложения извлекают из труб во время их электродуговой очистки. После этого очищенное изделие перемещают в накопительную секцию 3, где осуществляют ее охлаждение с помощью охладителя 8. Одновременно с этим развакуумируют шлюзовую секцию (при этом вакуумный затвор между шлюзовой секцией 1 и электродуговой секцией 2 закрыт) и загружают в нее очередное изделие нефтяного оборудования. Далее процесс технологической обработки изделия осуществляют так, как это описано выше. После заполнения накопительной секции 3 очищенными изделиями 12 ее развакуумируют (при этом вакуумный затвор между электродуговой секцией и накопительной секцией закрыт). Очищенные изделия выгружают через выходной вакуумный затвор 5, визуально и с помощью приборов диагностируют их и исправные изделия применяют их по прямому назначению, а дефектные выбраковываются.
Таким образом, предлагаемый способ и устройство для его реализации экологически чисты (процесс протекает в замкнутом контролируемом пространстве без использования расходных материалов, сообщение замкнутого пространства, где происходит их очистка, осуществляется через фильтры с высокой разрешающей способностью). Очистка нефтяного оборудования производится от всех возможных загрязнений (нефтепродуктов, минеральных отложений, оксидов и радиоактивных загрязнений, которые имеют место практически на всех месторождениях) других загрязнений.
Высокая эффективность предлагаемого способа и устройства очистки нефтяного оборудования экспериментально реализована авторами, при необходимости все документальные подтверждения могут быть представлены.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ | 1999 |
|
RU2152271C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2170283C2 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135315C1 |
Изобретение относится к области обработки и очистки поверхности нефтяного оборудования, например насосных штанг и насосно-компрессорных труб, на различных этапах технологического процесса и может найти широкое применение в нефтедобывающей промышленности. Способ включает возбуждение дугового разряда в вакууме и обработку поверхности катодными пятнами дуги. При этом в способе предварительно осуществляют грубую обработку изделия нефтяного оборудования, которое загружают в шлюзовую секцию вакуумной камеры с наклонным днищем и сборником жидких отходов, вакуумируют до 102Па и нагревают ее до 200°С для термической обработки изделия, подвергают вибрации. Затем перемещают обработанное изделие в электродуговую модульную секцию, а после вакуумно-дуговой обработки и вибрации в накопительной секции, где его охлаждают, шлюзовую секцию развакуумируют и загружают ее очередным изделием, которое обрабатывают аналогичным образом, после заполнения накопительной секции развакуумируют ее и выгружают обработанные изделия. Устройство для осуществления способа содержит вакуумную камеру, выполненную в виде секций, разделенных вакуумными затворами, к электродуговой секции с электродуговыми модулями спереди по ходу технологического процесса пристыкована шлюзовая секция, снабженная нагревателями и отстойником, а сзади - накопительная секция, снабженная охладителем. Каждая секция снабжена предохранительным клапаном и системой вакуумирования с фильтром для улавливания аэрозолей и летучих углеводородов. Шлюзовая и электродуговая секции каждая имеет вибратор. Изобретение обеспечивает расширение функциональных возможностей. 2 с.п. ф-лы, 1 ил.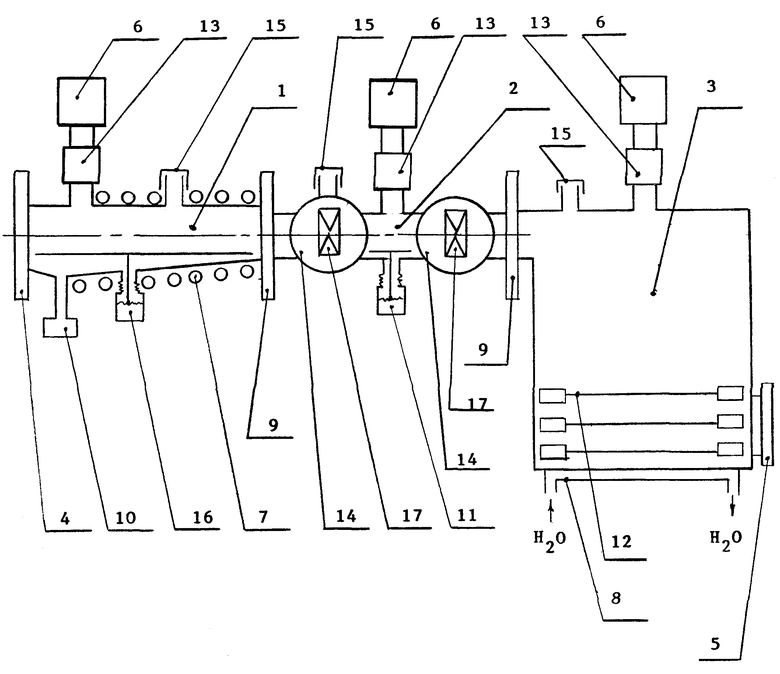
| Способ обработки поверхности изделий дуговым разрядом в вакууме | 1987 |
|
SU1695704A1 |
| SU 1806870 A1, 07.04.1993 | |||
| Способ очистки поверхности металлических изделий | 1980 |
|
SU935141A1 |

