Изобретение относится к области очистки поверхности лент или проволоки в вакууме с последующим нанесением на нее защитных покрытий и можетт быть использовано в металлообрабатывающих отраслях промышленности.
Известны способы и устройства для обработки металлических лент в вакууме (авт. свид. СССР N 476.041, B 08 B 1/00, 1971; N 937.059, B 08 B 7/04, 1980; N 1.272.725, C 22 B 9/20, 1985; N 1.695.704, C 23 C 14/22, 1987; N 1.806.870, B 08 B 3/10, 1989; патенты США N 5.036.689, B 21 B 45/64, 1991; N 5.143.561, B 21 B 45/06, 1992; патент Франции N 2.664.510, B 21 B 37/08, 1992; Булат В. Е., Эстерлис М.Х. Очистка металлических изделий от окалины, окисной пленки и загрязнений электродуговым разрядом в вакууме. Физика и химия обработки материалов, 1987, N 3, Максимов Л.Ю., Кривонос Г.А. Экологически безопасная очистка металла в потоке. Тяжелое машиностроение, 1997, N 5, с. 36, рис. 3 и др.).
Из известных способов и устройств наиболее близкими к предлагаемым является "Способ очистки лент или проволоки в вакууме и устройство для его реализации" (Максимов Л.Ю., Кривонос Г.А. Экологически безопасная очистка металла в потоке. Тяжелое машиностроение, 1997, N 5, с. 35 - 36, рис. 3), которые и выбраны в качестве прототипов.
Для очистки поверхности лент или проволоки по данному способу необходимо обеспечить транспортировку лент или проволоки через вакуумную камеру, ввод и вывод в которую представляет собой сложную техническую задачу. Это объясняется тем, что уплотнение ввода и вывода должно обеспечивать хорошее качество герметизации при длительном сроке эксплуатации и тем самым высокое качество очистки поверхности металлических лент или проволоки. Различные виды механических шлюзовых систем в виде волок (малого обжатия), различных резиновых уплотнений и т.п. быстро изнашиваются, портят поверхность металлических лент или проволоки, деформируются и не обеспечивают хорошей и надежной герметизации вакуумных камер при длительной эксплуатации. Поэтому герметичный ввод и вывод лент или проволоки в вакуумную камеру во многом определяют производительность и качественную очистку их поверхности от загрязнений.
Однако очистка поверхности металлических лент или проволоки от оксидов и различных загрязнений еще не обеспечивает хорошего качества указанных металлических изделий. Очистка поверхности металлических лент или проволоки от оксидов и любых других загрязнений - операция, необходимая для подготовки ее к нанесению защитных покрытий, обеспечивающих длительную защиту от коррозии. Коррозия наносит большой ущерб экономике всех стран. Согласно данным фирмы Паркер, в настоящее время потери стали от коррозии во всем мире составляют порядка 100 млн. тонн или 20% от всего мирового производства стали. Поэтому совмещение процессов очистки и нанесения защитных покрытий на поверхность металлических лент или проволоки является важной технической операцией, обеспечивающей высокую коррозионную стойкость металлических лент или проволоки в условиях внешней среды и контактных нагрузок.
Целью изобретения является повышение производительности и качества очистки и коррозионной защиты поверхности металлических лент или проволоки.
Поставленная цель достигается тем, что согласно способу обработки металлических лент или проволоки в вакууме, включающему возбуждение электродуговых разрядов и очистку поверхности металлических лент или проволоки катодными пятнами дуг, ленту или проволоку вводят в вакуумную камеру и выводят из нее через соответствующие ванны с жидким металлом или сплавом, а после очистки поверхности металлической ленты или проволоки наносят на их поверхность одно- или двухслойные защитные покрытия.
С целью повышения адгезии и коррозионной стойкости нанесение первого слоя производят в вакууме сразу после очистки металлической ленты или проволоки, при этом используют ионно-плазменную, плазменно-диффузионную, паровую т.п. технологии нанесения металлов, предпочтительно цинка или алюминия.
С целью повышения качества защитного покрытия нанесение второго слоя покрытия осуществляют путем совмещения с выводом металлической ленты или проволоки из вакуумной камеры через ванну с жидким металлом или сплавом, предпочтительно с цинком, алюминием или их сплавами.
Предлагаемый способ может быть реализован устройством, содержащим вакуумную камеру с шлюзовой системой и системой вакуумирования, электродуговые электроды с источником питания, средство транспортировки металлической ленты или проволоки и снабженным блоком электромагнитных катушек и блоком нанесения покрытий, причем блок электромагнитных катушек размещен в зоне электродуговых электродов, а блок нанесения покрытия расположен за электродуговыми электродами по ходу технологического процесса.
В устройстве в качестве шлюзовой системы использован вакуумный затвор, корпус которого снабжен нагревателем, выполнен в виде двух сообщающихся сосудов и заполнен жидким металлом или сплавом, причем разность уровней жидкого металла или сплава в сообщающихся сосудах с запасом противостоит внешнему атмосферному давлению. По мере расходования жидких металлов или сплавов из сообщающихся сосудов (вводного и выводного шлюзов) их добавляют.
Сущность предлагаемого способа заключается в следующем.
Весь технологический процесс по предлагаемому способу состоит из трех операций: очистка поверхности металлической ленты или проволоки в вакууме электродуговыми разрядами, нанесение первого слоя покрытия в вакууме и нанесение второго слоя покрытия путем погружения в жидкий металл или сплав на выходе из вакуумной камеры.
При горении дуговых разрядов в вакууме на поверхности очищаемой металлической ленты или проволоки (катода) формируются множество хаотически перемещающихся катодных пятен (с ростом тока разряда количество катодных пятен растет), в которых сосредоточена основная часть энергии, которая выделяется в электрических разрядах. Благодаря высокой плотности тока в катодных пятнах в них реализуется высокая плотность тепловой энергии, в результате чего в зоне катодных пятен происходит мгновенный разогрев поверхности (катода). В результате окалина, ржавчина и другие загрязнения испаряются и распыляются (катодное распыление) в вакууме. После прохождения катодных пятен по поверхности металлической ленты или проволоки она очищается на атомарном уровне, вплоть до испарения атомарного слоя основного металла. Более качественной очистки на сегодня еще не реализовано.
Нанесение первого слоя в вакууме на взаимодействии ионов распыляемых металлов в электростатическом поле, где в качестве катода использована металлическая лента или проволока, на взаимодействии нейтронных атомов металлов или капель в паровой фазе с поверхностью металлической ленты или проволоки. Извлеченные из плазмы ионы металлов под воздействием электростатического поля бомбардируют поверхность ленты или проволоки, а нейтральные атомы или частицы металлического пара под воздействием разности концентраций диффундируют от источника (электродугового, резистивного испарителя и т.п.) к поверхности металлической ленты или проволоки, где адсорбируются или конденсируются на поверхности. Последовательно накладываясь друг на друга, частицы (ионы, атомы, капельки металлического пара) образуют слой металла любой толщины в зависимости от плотности потока частиц на поверхность и времени нанесения, который обладает достаточной прочностью сцепления с поверхностью ленты или проволоки (ионы металлов в зависимости от их энергии можно даже имплантировать в приповерхностные слои ленты или проволоки).
Второй слой защитного металла или сплава наносят путем пропуска металлической ленты или проволоки через ванну с расплавленным металлом или сплавом, предпочтительно с цинком, алюминием или их сплавами. С увеличением содержания алюминия в ванне и использованием алюминия в первом слое покрытия слоя FeZn7, который образуется при цинковании между поверхностью стальной ленты или проволоки и цинковым покрытием, уменьшается. Так как этот промежуточный слой очень хрупок и снижает способность цинкового покрытия к изгибу, то уменьшение толщины слоя FeZn7 оказывает благоприятное влияние на качество покрытия ленты или проволоки. При комбинированном двухслойном покрытии промежуточный слой FeZn7 значительно уменьшается или полностью исчезает.
Устройство для реализации предлагаемого способа представлено на чертеже, где введены следующие обозначения: 1 - вакуумная камера, 2 - блок анодов электродуговой очистки, 3 - блок электромагнитных катушек, 4 - токоподводы, 5 - блок нанесения покрытий на ленту или проволоку, 6 - металлическая лента или проволока, 7 - система вакуумирования, 8 - гермовводы, 9 - источники питания электрических дуг, 10 - источник питания вакуумного катализатора, 11 - устройство для снятия жидкого металла или сплава с ленты или проволоки, 12 - устройство для снятия лишнего жидкого металла или сплава с металлической ленты или проволоки, 13 - расплавленный металл или сплав, 14 - корпус жидкометаллического вакуумного затвора (сифона), 15 - нагреватель.
Предлагаемый способ обработки металлических лент или проволоки реализуется следующим образом.
Очищаемая металлическая лента или проволока 6 с помощью системы транспортировки (не показана на чертеже) подается в вакуумную камеру 1 через шлюзовую систему, выполненную в виде ванн, заполненных жидким металлом или сплавом 13. Причем ванны представляют собой сообщающиеся сосуды, в которых разность уровней h с запасом противостоит внешнему атмосферному давлению. Поскольку отсутствуют трущиеся части, металлическая лента или проволока легко и без особого усилия проходит через жидкометаллические ванны в вакуумную камеру. При этом сохраняется высокая степень герметизации вакуумной камеры при любых длительных сроках эксплуатации. Оседаемый на входе вакуумной камеры на ленте или проволоке жидкий металл или сплав удаляется с поверхности ленты или проволоки с помощью устройства 11 механически или посредством воздействия охватывающего бегущего магнитного поля, в котором электропроводный жидкий металл или сплав удаляется с поверхности ленты или проволоки центробежными силами.
Затем металлическая лента или проволока очищается электродуговыми разрядами с помощью блока 2 электродов (анодов), блока 3 электромагнитных катушек, токоподводов 4 и источников 9 питания электрических дуг. Блок 5 нанесения покрытий на металлическую ленту или проволоку 6 осуществляет нанесение первого слоя металла или сплава ионноплазменным, диффузионно-вакуумным, паровым и т.п. способами.
Например, нанесение тонкого слоя алюминия очень благоприятно для последующего нанесения жидкого цинка, в этом случае улучшаются антикоррозионна стойкость и пластические свойства защитных покрытий. Если сначала наносится тонкий слой цинка, а потом слой алюминия, то исключается образование интерметаллидов алюминия на сталях или меднение очень благоприятно перед нанесением олова или других металлов и сплавов.
По мере расхода жидких металлов или сплавов в ваннах 13 их постоянно восполняют.
Таким образом, предлагаемый способ по сравнению с прототипом и другими аналогичными способами обеспечивает повышение качества очистки и коррозионной стойкости поверхности металлических лент или проволоки. Это достигается совмещением вакуумной очистки поверхности металлических лент или проволоки и нанесением комбинированного двухслойного (а если поставить несколько ванн с жидким металлом или сплавом, то сколь угодно слойного покрытия) на очищенную поверхность до выхода металлической ленты или проволоки из вакуумной камеры, т. е. в идеальных условиях, когда нет окислительной среды и не образуются оксиды на поверхности защищаемого металла, отсутствует даже адсорбированный воздух на поверхности покрываемого металла.
Кроме технологической целесообразности оптимально решается технико-экономическая сторона совмещения таких технологических процессов, как очистка и покрытие поверхности металлических лент или проволоки, так как в связи с этим исключаются промежуточные склады, отпадает необходимость в дорогостоящих очистных сооружениях, отпадает необходимость в производстве, использовании и утилизации кислот, обезжиривающих веществ, флюсов и промывочной воды, сушильных камерах и т.п. Процесс хорошо поддается автоматизации, сокращается обслуживающий персонал.
Высокое качество стальных лент или проволоки с защитными покрытиями и высокая эффективность применения таких лент или проволоки в различных отраслях хозяйства позволяет поднять вопрос о необходимости выпуска почти всей прокатной и волочильной продукции в защищенном виде.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2180365C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ | 1999 |
|
RU2152271C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2374046C2 |
Изобретение может быть использовано для обработки поверхности металлических лент или проволоки в вакууме на различных этапах технологического процесса. Способ включает возбуждение электродуговых разрядов и очистку поверхности лент или проволоки катодными пятнами дуг, причем ленту или проволоку вводят в вакуумную камеру и выводят из нее через соответствующие ванны с жидким металлом или сплавом, а после очистки на поверхность наносят двухслойные защитные покрытия. Устройство содержит вакуумную камеру с шлюзовой системой и системой вакуумирования, электродуговые электроды с источниками питания, средство транспортировки металлических лент, блок электромагнитных катушек, размещенных в зоне электродов, и блок нанесения покрытий, расположенный по ходу технологического процесса за электродуговыми электродами. Изобретение позволяет повысить производительность, качество обработки изделий и снизить загрязнение окружающей среды. 2 c. и 2 з.п. ф-лы, 1 ил.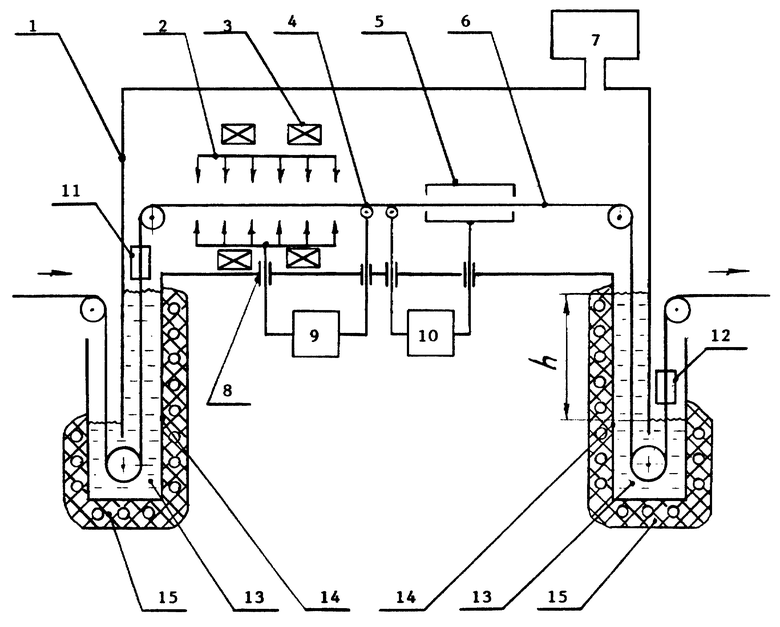
| Максимов Л.Ю | |||
| и др | |||
| Экологически безопасная очистка металла в потоке | |||
| Тяжелое машиностроение, 1997, N 5, с.35-36 | |||
| СПОСОБ ИОННОПЛАЗМЕННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2074905C1 |
| Устройство для тушения пожара на подвижном транспортном средстве | 1976 |
|
SU627496A1 |
| EP 0780485 A1, 17.12.1996 | |||
| US 5522955 A, 04.06.1996 | |||
| US 5755881 A, 26.05.1998 | |||
| US 5178743 A, 12.01.1993. | |||

