Предлагаемые способ и устройство относятся к области очистки металлических поверхностей изделий в вакууме на различных этапах технологического процесса, в частности для удаления с поверхности изделий оксидных пленок (окалины, ржавчины), технологических смазок, покрытий и других загрязнений, и могут быть использованы в металлообрабатывающих отраслях промышленности.
Известные способы и устройства очистки металлических поверхностей изделий дуговыми разрядами основаны:
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий при атмосферном давлении (авт. свид. СССР N 476041, B 08 B 1/00, 1971; патент США N 5143561, B 21 B 45/06, 1992);
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий при атмосферном давлении с одновременным вводом в зону очистки моющих веществ, например, кальцинированной соды (авт. свид. СССР N 937099, B 21 B 45/04; патент США N 5036689, 1991; Стеблянко B.Л., Ситников И.В. Использование высокочастотного дугового разряда атмосферного давления для очистки и активации металлических поверхностей. Плазмотехнология. Сборник трудов. Киев, 1990 и др.);
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий в защитной газовой среде (авт. свид. СССР N 1272725, C 22 B 9/20, 1985; 1770420, C 22 B 9/20, 1990; N 1812239, G 23 C 14/32, 1990 и другие);
- на воздействии дуговым разрядом на обрабатываемую поверхность изделий в вакууме (авт.свид. СССР N 1695704, C 23 C 14/22, 1987; N 1806870, B 08 B 3/10, 1980; Бухат В.Е., Эстерлис М.Х. Очистка металлических изделий от окалины, окисной пленки и загрязнений электродуговым разрядом в вакууме. Физика и химия обработка материалов, 1987, N 3 и др.).
Наиболее близким аналогом к предлагаемому способу является известный из а. с. N 997889, кл. B 21 B 45/04, 1983 г. способ очистки металлических поверхностей от загрязнения путем воздействия на поступательно перемещаемое изделие дуговым разрядом в вакууме, перемещаемым вокруг изделия магнитным полем.
Наиболее близким аналогом к предлагаемому устройству является известное из а. с. N 937059, кл. B 08 B 7/04, 1982 г. устройство для очистки металлических поверхностей, содержащее соленоид, внутри которого размещена группа кольцевых пустотелых электродов, осциллятор и последовательно сварочному выпрямителю дроссели.
Недостатком данного способа является низкая производительность и качество очистки.
В изобретении обеспечивается технический результат - повышение производительности и качества очистки металлических поверхностей.
Указанный технический результат достигается за счет того, что в способе очистки металлических поверхностей от загрязнений путем воздействия на поступательно перемещаемое изделие дуговым разрядом в вакууме, перемещаемым вокруг изделия магнитным полем согласно изобретению, на изделие воздействуют дуговыми разрядами в вакууме в режиме возрастающего участка вольт-амперной характеристики, используют графит в качестве анодов, а очищаемое изделие - а качестве катода, при этом изделие возвратно-поступательно перемещают на расстояние, кратное расстоянию между кольцевыми электродами, которое выбирают кратным длине изделия.
С целью сокращения энергозатрат по прелагаемому способу уменьшают объем вакуумирования.
Способ реализуется устройством, содержащим соленоид, питаемый от выпрямителя, внутри которого размещена группа кольцевых пустотелых электродов, минимальное количество которых равно двум, и в цепь питания которых включены параллельно сварочному выпрямителю осциллятор и последовательно сварочному выпрямителю дроссели, кроме того, устройство согласно изобретению имеет вакуумную камеру с системой вакуумирования, блок возвратно- поступательного перемещения очищаемой трубы и блок уменьшения объема вакуумирования, причем блок возвратно-поступательного перемещения очищаемой трубы размещен в вакуумной камере с возможностью перемещения трубы на расстояние, равное расстоянию между кольцевыми электродами, а кольцевые электроды размещены в вакуумной камере на расстоянии друг от друга, кратном длине очищаемого изделия. При этом блок уменьшения объема вакуумирования может быть выполнен в виде одного или нескольких герметичных полых тел, размещенных внутри очищаемой трубы, имеющих диаметр, близкий внутреннему диаметру очищаемой трубы или в виде заглушек, установленных на концах внутренней поверхности очищаемой трубы.
Сущность предлагаемого способа заключается в следующем.
Очистку внешней поверхности металлической трубы осуществляют в вакууме электродуговыми разрядами в режиме возрастающего участка BAX с использованием в качестве анодов графита, а в качестве катода очищаемой трубы. Использование нескольких кольцевых электродов, выполненных пустотелыми с целью их охлаждения в процессе работы, обеспечивает стабильную температуру и высокое качество очистки внешней поверхности трубы.
Основная энергия электродуговых разрядов выделяется в области катодных пятен, перемещающихся по внешней поверхности трубы. При высокой плотности энергии, выделяющейся в катодных пятнах (до 107 Вт/см2), происходит испарение материала под катодными пятнами. В силу того, что вакуумные дуги автоматически создают среду для своего горения за счет испарения материала, катодные пятна, перемещаясь по внешней поверхности трубы, задерживаются преимущественно на окалине, ржавчине и т.п., так как на их поверхности работа выхода электронов существенно меньше, чем работа выхода электронов чистой поверхности трубы, и производят их испарение.
Графит при большой величине положительного анодного падения потенциала, что соответствует возрастающему участку BAX, интенсивно испаряется. В этом случае плазма электродуговых разрядов состоит в основном из электронов, ионов и возбужденных атомов углерода. При бомбардировке возбужденными атомами и ионами углерода катода (трубы) и при взаимодействии горячего углеродного газа и углеродной плазмы с поверхностью трубы дополнительно реализуются химические реакции восстановления металлов из оксидов. Следовательно, расходуемый графитовый анод в режиме возрастающего участка ВАХ является источником восстановительной углеродной плазмы и горячего углеродного газа, что обеспечивает высокую производительность и качество очистки поверхностей металлических труб.
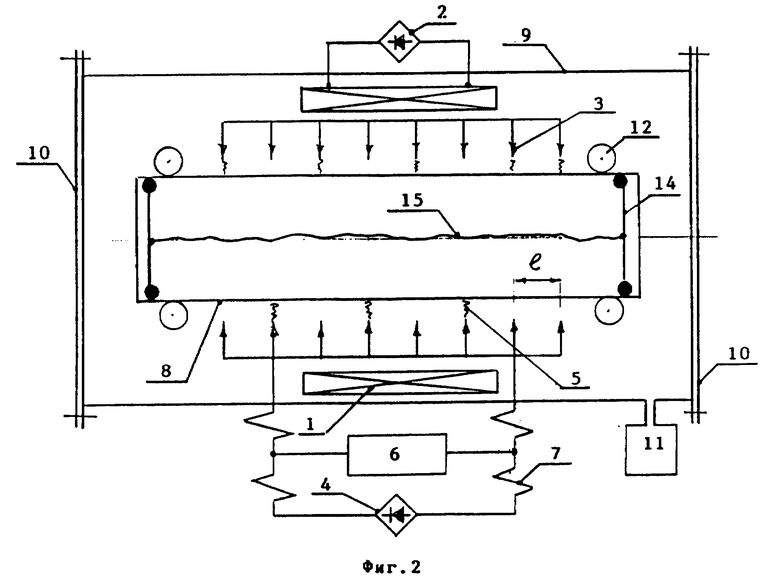
На фиг. 1 представлен общий вид устройства для реализации предлагаемого способа;
на фиг. 2 - устройство с блоком уменьшения объема вакуумирования, выполненным в виде заглушек, установленных в полости трубы.
Устройство содержит соленоиды 1, выпрямители 2, кольцевые пустотелые электроды 3, сварочные выпрямители 4, электрические дуги 5, осцилляторы 6, дроссели 7, очищаемую трубу 8, вакуумную камеру 9, крышки вакуумной камеры 10, систему вакуумирования 11, блок перемещения трубы 12, одно или несколько герметичных полых тел 13, загрушки 14, штангу 15 или фал, соединяющий заглушки.
Устройство состоит из соленоидов 1, питаемых токами от выпрямителя 2, внутри которых размещены кольцевые электроды 3, минимальное количество которых равно двум. На пустотелые электроды 3 подаются выпрямленные токи от сварочных выпрямителей 4. Электроды 3 выполнены пустотелыми с целью их охлаждения в процессе работы.
Раздельное питание соленоидов 1 и пустотелых электродов 3 расширяет пределы регулирования процесса очистки. Для возбуждения электрических дуг 5 используются осцилляторы 6, которые включены в цепи питания электрических дуг 5 параллельно выпрямителям 4. Дроссели 7 включены в цепи питания электрических дуг 5 последовательно с выпрямителями 4 и служат для его защиты от токов высокой частоты, создаваемых осцилляторами 6.
Способ осуществляется следующим образом.
Очищаемое изделие (трубу) 8 вводят в вакуумную камеру 9 концентрично пустотелым электродам 3 с определенным зазором и заполняют ее внутреннюю поверхность одним или несколькими герметичными полыми телами 12. Затем закрывают вакуумную камеру 9 крышками 10 и системой вакуумирования 11 создают необходимый для работы вакуум. После достижения в вакуумной камере 9 давления остаточных газов 10 мм рт.ст. возбуждают при помощи осцилляторов 6 электродуговые разряды 5 в режиме возрастающего участка BAX и перемещают очищаемую трубу 8 возвратно-поступательным образом на расстояние, равное расстоянию между электродами l, которое выбирают кратным длине L трубы, т.е. l = L/ к, где к = 1, 2,....
За счет воздействия продольного магнитного пола, создаваемого соленоидом 1, электродуговые разряды 5 начинают вращаться вокруг очищаемой поверхности трубы 8.
Катодные области электрических дуг находятся непосредственно у очищаемой поверхности трубы 8 и имеют вид ярко светящихся, быстро движущихся пятен.
Плотность тока в таких пятнах превышает 105 А/см2, поэтому происходит мгновенный локальный разогрев поверхности металлической трубы 8. В результате окалина и другие загрязнения испаряются и остается чистая поверхность.
При бомбардировке углерода катода (трубы) дополнительно реализуются химические реакции восстановления металла из оксидов, что обеспечивает высокую производительность и качество очистки поверхности металлической трубы.
Использование нескольких пустотелых электродов и системы охлаждения обеспечивает стабильную температуру поверхности трубы, что повышает качество ее очистки.
Использование одного или нескольких герметичных полых тел, диаметр которых практически равен или близок внутреннему диаметру очищаемой трубы, обеспечивает значительное уменьшение объема вакуумирования, что сокращает затраты энергии и времени на откачку воздуха из вакуумной камеры 9.
В качестве блока уменьшения объема вакуумирования можно использовать и заглушки 14, установленные на концах внутренней поверхности очищаемой трубы 8.
Таким образом, предлагаемый способ по сравнению с прототипом и другими аналогичными способами обеспечивает повышение производительности и качества очистки поверхностей металлических труб. Это достигается тем, что очистку поверхностей металлических труб проводят в вакууме электродуговыми разрядами в режиме возрастающего участка вольтамперной характеристики с использованием графита в качестве анодов.
Кроме того, предлагаемый способ не использует дорогостоящих моющих веществ, что предотвращает загрязнение окружающей среды.
Для сокращения затрат энергии и времени на откачку воздуха из вакуумной камеры 9 по предлагаемому способу предусматривается уменьшение объема вакуумирования путем использования одного или нескольких герметичных полых тел или заглушек.
Широкое внедрение данной плазменной технологии в практику металлургического производства будет способствовать повышению производительности труда, улучшению качества очистки металлических поверхностей, сокращению капитальных затрат, сохранению экологической чистоты окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2374046C2 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ТРУБ ОТ ПОЛИМЕРНОГО ПОКРЫТИЯ | 1998 |
|
RU2139152C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ | 1999 |
|
RU2152271C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2180365C2 |
Предлагаемый способ и устройство относятся к области очистки металлических поверхностей изделий в вакууме на различных этапах технологического процесса, в частности для удаления с поверхностей изделий оксидных пленок (окалины, ржавчины), технологических смазок, покрытий и других загрязнений, и могут быть использованы в металлообрабатывающих отраслях промышленности. В изобретении обеспечивается повышение качества очистки металлических поверхностей и предотвращение загрязнения окружающей среды. Способ очистки металлических поверхностей от загрязнений осуществляют путем воздействия на поступательно перемещаемое изделие дуговым разрядом в вакууме. Изделие перемещают на расстояние, кратное расстоянию между кольцевыми электродами, которое выбирают кратным длине изделия. Устройство для осуществления предлагаемого способа содержит соленоиды, выпрямители, кольцевые пустотелые электроды, сварочные выпрямители, электрические дуги, осцилляторы, дроссели, очищаемую трубу, вакуумную камеру, крышки вакуумной камеры, систему вакуумирования, блок перемещения трубы, полое герметичное тело и заглушки, штангу или соединяющие заглушки. 2 с. и 3 з.п.ф-лы, 2 ил.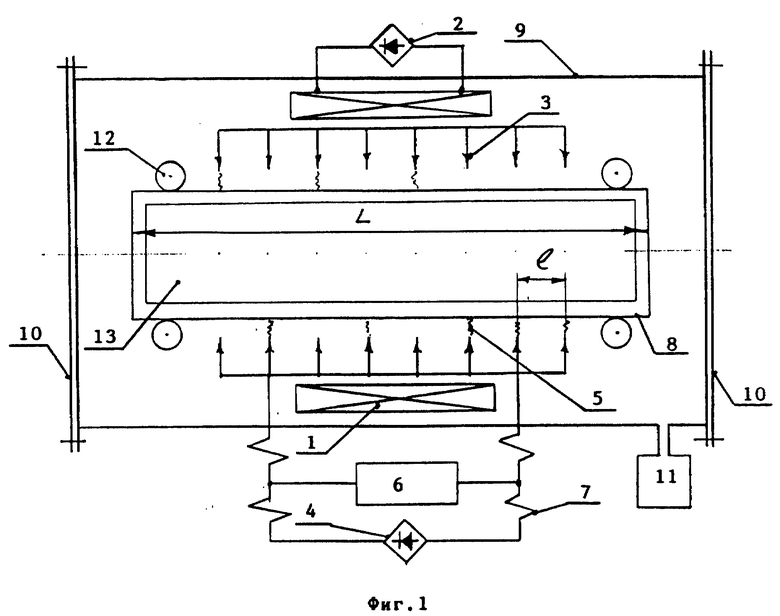
| Устройство для очистки катанки дуговым разрядом | 1981 |
|
SU997889A1 |
| Способ очистки металлических поверхностей | 1980 |
|
SU937059A1 |
| Установка для электродуговой очистки проката в вакууме | 1986 |
|
SU1700843A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 4977707 A, 18.12.90. | |||

