Предлагаемый способ и устройство относятся к оборудованию для удаления с поверхности проволоки окалины, ржавчины, смазки, окислов и различных загрязнений с помощью дугового разряда в вакууме и могут быть использованы на предприятиях черной и цветной металлургии.
Известные способы и устройства вакуумно-дуговой очистки проволоки основаны на использовании:
- дугового разряда в защитной газовой среде и магнитного поля (авт. свид. СССР N 171.056, B 08 B 7/00, 1963; патент США N 3.959.104, B 01 K 1/00, 1975; патент ФРГ N 2.214.590, B 08 B 7/00 и др.);
- дугового разряда в вакууме с наложением на электрическую дугу постоянного магнитного поля (авт. свид. СССР N 719.710, B 08 B 3/10, 1977; N 935.141, B 08 B 3/10, 1980; N 1.749.279, C 22 B 9/20, 1990; патент США N 3.182.176, C 21 D 1 /44, 1976; патент Великобритании N 948.554, C 21 D 1/44, 1972; Патон Б.Е. и др. Плазменно-дуговой переплав поверхностного слоя слитков и смазок. Сталь, 1987, N 1 и др.);
- дугового разряда в вакууме и водного охлаждения (авт. свид. СССР N 1.113.196, B 21 B 45/04, 1984; патент Франции N 2.496.523, B 01 K 1/00, 1982; Литвинов В.К., Морозов Л.П. Исследование электрических характеристик плазменно-дугового процесса зачистки металла круглого профиля. Известия ВУЗов "Черная металлургия", 1982, N 4 и др.);
- дугового разряда в вакууме с одновременным процессом сварки (авт. свид. СССР N 1.319.391, B 21 B 45/04, 1981; N 1.570.863, B 23 H 7/36, 1988; N 1.695.704, C 23 C 14/12, 1987; N 1.700.843; B 08 B 7/00, 1987; Терехов В. П. Очистка поверхности проволоки дуговым разрядом. Бюл. Черная металлургия. М. Черметинформация, 1976, N 7, C. 49-50; Булат В.Е., Эстерлис М.Х. Очистка металлических изделий от окалины, окисной пленки и загрязнений электродуговым разрядом в вакууме. Физика и химия обработки материалов, 1987, N 3, С. 49 - 53; Максимов Л.Ю., Кривонос Г.А. Экологически безопасная очистка металла в потоке. Тяжелое машиностроение, 1997, N 5, С. 35 - 36 и др.).
Из известных способов и устройств вакуумно-дуговой очистки проволоки наиболее близкими к предлагаемым являются "Способ вакуумно-дуговой очистки проволоки и устройство для его осуществления" (Максимов Л.Ю., Кривонос Г.А. Экологически безопасная очистка металла в потоке. Тяжелое машиностроение, 1997, N 5, С. 36, рис. 3), которые и выбраны в качестве прототипов.
Установка, в которой реализуется известный способ вакуумно-дуговой очистки проволоки, после изготовления прошла всесторонние стендовые испытания, была смонтирована и сдана в эксплуатацию в поточной линии на одном из заводов в г. Хайфа (Израиль). С пуском этой установки была прекращена эксплуатация линии электрохимической очистки проволочной заготовки, использовавшейся до этого на заводе. При этом освободилось свыше 100 кв. м. производственных площадей и значительно улучшилась экологическая обстановка в цехе.
Накопленный в процессе двухлетней эксплуатации опыт и статистические данные позволяют дать количественную оценку эффективности использования известного способа очистки:
- сокращение необходимых производственных площадей - в 3-4 раза;
- снижение расхода электроэнергии - с 4...8 до 0,7...0,8 кВт.ч/кв.м очищенной поверхности проволоки;
- повышение скорости очистки - от 30...50 до 100...20 кв.м очищенной поверхности в час;
- снижение стоимости очистки - в 6-9 раз.
Однако реализация известного способа сопровождается перегревом очищаемой проволоки за счет резисторного нагрева и нагрева за счет воздействия дугового разряда. Это может приводить к закалке поверхности проволоки и образованию окалины, что снижает качество очистки проволоки.
Одновременно из-за высокой температуры проволоки очень быстро разрушается выходной уплотнитель, что приводит к разгерметизации вакуумной камеры и к ухудшению качества очистки проволоки. При этом на замену вышедшего из строя выходного уплотнения требуются определенные временные и материальные затраты, что снижает производительность очистки проволоки.
Целью изобретения является повышение качества и производительности очистки проволоки.
Указанная цель достигается тем, что очистку проволоки от окалины, ржавчины, смазки, окисных пленок и различных загрязнений осуществляют путем размотки очищаемой проволоки с бунта, сварки концов последовательно подаваемых для очистки бунтов, пропуска проволоки через входной уплотнитель вакуумной камеры и кольцевой электрод, присоединенный вместе с проволокой к источнику тока, возбужденным между проволокой и электродом дугового разряда в вакууме и сматывания очищенной проволоки, при этом очищаемую проволоку после размотки пропускают через окалиноломатель, емкость с вязким маслом и последовательный ряд кольцевых электродов, присоединенных к источнику тока, и узлов охлаждения проволоки, причем емкость с вязким маслом размещают перед входным уплотнителем, а очищенную проволоку сматывают внутри вакуумной камеры.
Предлагаемый способ может быть реализован устройством, содержащим разматыватель, стыкосварочную машину, сматыватель, вакуумную камеру, снабженную входным уплотнителем, системой вакуумирования и кольцевым электродом, присоединенным вместе с проволокой через систему управления к системе питания дуги, причем оно снабжено окалиноломателем, емкостью с вязким маслом, узлами охлаждения проволоки и дополнительными кольцевыми электродами, при этом емкость с вязким маслом установлена перед входным уплотнителем вплотную к нему, узлы охлаждения проволоки установлены последовательно между кольцевыми электродами, а сматыватель размещен внутри вакуумной камеры.
На чертеже изображено устройство для очистки проволоки.
Устройство содержит разматыватель 1, стыковосварочную машину 2, вакуумную камеру 3, сматыватель 4, кольцевые электроды 5, систему питания дуги 6, систему управления 7, систему вакуумирования 8, бунт проволоки 9, направляющую 10, ролик 11, окалиноламатель 12, емкость с вязким маслом 13, входное уплотнение 14, вентиль 15, узел 16 подвода тока к проволоке, узлы 18 охлаждения проволоки, направляющие ролики 19, укладчик витков 20, бобина 21 с очищенной проволоки, крышка 22 вакуумной камеры и электромотор с редуктором 23.
Предлагаемый способ вакуумно-дуговой очистки проволоки реализуется в устройстве следующим образом.
Устройство включает в себя разматыватель 1, на который устанавливается бунт 9 исходной проволоки, вакуумную камеру 3 и сматыватель 4 для приема очищенной проволоки. В случае включения устройства очистки в поточную линию волочильного стана сматыватель не устанавливается, а очищенная проволока направляется непосредственно к волочильному стану. Между разматывателем 1 и вакуумной камерой 3 размещаются стыкосварочная машина 2 для сварки концов последовательно подаваемых для очистки бунтов, направляющая 10, ролик 11 и окалиноломатель 12. Последний обеспечивает удаление значительной части окалины. После окалиноломателя 12 очищаемая проволока подается через емкость с вязким маслом 13 и входной уплотнитель 14 в вакуумную камеру. Внутри вакуумной камеры 3 размещаются кольцевые электроды 5, к которым подводится напряжение от системы питания 6 через систему управления 7. Необходимый для работы вакуум создается системой вакуумирования 8.
Использование вязкого масла обеспечивает повышение герметичности вакуумной камеры 3 и коэффициента скольжения очищаемой проволоки. Кроме того, при высокой температуре, создаваемый плазмой, молекулы углеводорода (масла) расщепляются на водород и углерод, которые являются хорошими восстановителями оксидов железа. Это обстоятельство повышает качество и производительность очистки проволоки.
Применение нескольких электродов 5 и размещенных между ними узлов 18 охлаждения проволоки обеспечивают стабильную температуру проволоки при ее пропуске через вакуумную камеру 3, что исключает перегрев очищаемой проволоки. В вакуумном дуговом разряде основная энергия разряда выделяется в области катодных пятен, перемещающихся по поверхности проволоки. При высокой плотности энергии, выделяющейся в катодных пятнах (до 107 Вт/см2), происходит взрывообразное испарение материала под катодными пятнами. В силу того, что вакуумная дуга автоматически создает среду для своего горения за счет испарения материала, катодные пятна, перемещаясь, задерживаются преимущественно на окалине, так как на поверхности окалины работа выхода электродов существенно меньше, чем работа выхода электронов чистой поверхности стали, и производят ее испарение.
Очищенная проволока с помощью направляющих роликов 19, укладчика витков 20, электромотора с редуктором 23 и сматывателя 4 формируется в бобину 21, которая затем через крышку 22 извлекается из вакуумной камеры 3.
Таким образом, применение предлагаемого способа и устройства для его реализации позволит расширить область применения очистки проволоки, улучшить ее качество и повысить производительность. Обрабатываемая по предлагаемому способу проволока имеет хороший товарный вид, повышается ее коррозийная стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2152454C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2145912C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2158784C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2145913C1 |
Предлагаемые способ и устройство относятся к оборудованию для удаления с поверхности проволоки окалины, ржавчины, смазки, окислов и различных загрязнений с помощью дугового разряда в вакууме и могут быть использованы на предприятиях черной и цветной металлургии. Технический результат - повышение качества и производительности очистки проволоки за счет повышения герметичности вакуумной камеры и улучшения условий восстановления оксидов железа. Сущность предлагаемого способа заключается в том, что очищаемую проволоку после сварки концов, последовательно подаваемых для очистки бунтов, пропускают через окалиноломатель, емкость с вязким маслом, последовательный ряд электродов, присоединенных к источнику тока, и узлов охлаждения проволоки, причем емкость с вязким маслом размещают перед входным уплотнителем, а очищаемую проволоку сматывают внутри вакуумной камеры. Устройство, реализующее предлагаемый способ, содержит разматыватель, стыкосварочную машину, вакуумную камеру, сматыватель, электроды, систему питания дуги, систему управления, систему вакуумирования, бунт, направляющую, ролик, окалиноломатель, емкость с вязким маслом, входной уплотнитель, вентиль, узел подвода тока к проволоке, токоподводы подачи тока к проволоке, узлы охлаждения проволоки, направляющие ролики, укладчик витков, бобину, крышку вакуумной камеры и электромотор с редуктором. 1 ил.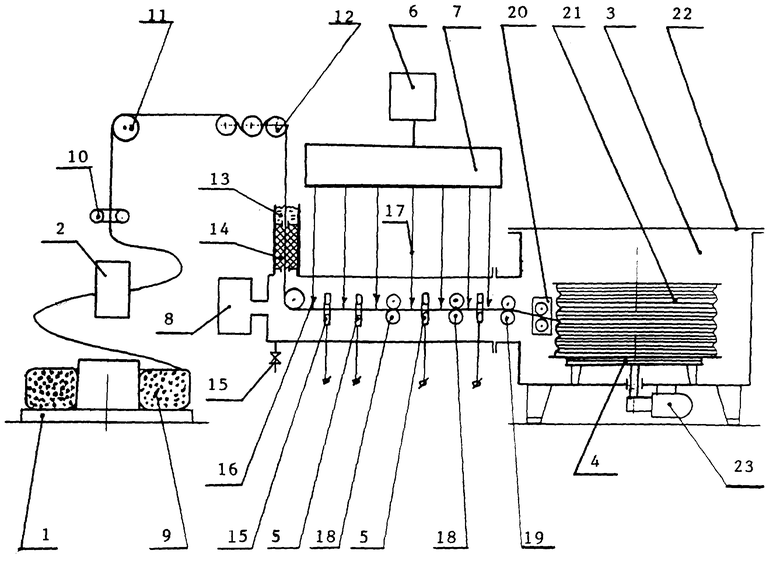
| Максимов Л.Ю | |||
| и др | |||
| Экологически безопасная очистка металла в потоке | |||
| - М.: Тяжелое машиностроение, 1977, N 5, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| Способ удаления окалины со стальной заготовки | 1979 |
|
SU912376A2 |
| Устройство для магнитно-абразивной обработки | 1982 |
|
SU1024241A1 |
| Способ очистки поверхности металлических изделий | 1984 |
|
SU1227280A1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЛЕНТОЧНОГО ПРОКАТА ЭЛЕКТРОДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1987 |
|
SU1781899A1 |
| Способ очистки проволоки от окалины и устройство для его осуществления | 1986 |
|
SU1362526A1 |
| Устройство для очистки длинномерных изделий | 1990 |
|
SU1729652A1 |
| Установка для электродуговой очистки проката в вакууме | 1986 |
|
SU1700843A1 |
| US 5201206, 18.03.93 | |||
| АППАРАТ ДЛЯ ГЕНЕРАЦИИ ТЕРАПЕВТИЧЕСКИХ УДАРНЫХ ВОЛН И ЕГО ПРИМЕНЕНИЕ | 2012 |
|
RU2702973C2 |

