Изобретение относится к контролю и измерению параметров криволинейных поверхностей изделий, имеющих продольную ось симметрии, например, для контроля параметров юбки и овала поршней ДВС.
Известны контрольно-измерительные машины (КИМ) для размерного контроля деталей сложной формы, выпускаемые фирмой DEA (Италия). Они представляют собой горизонтальный неподвижный стол для установки и позиционирования измеряемого изделия, подвижный относительно стола чувствительный элемент для съема информации, выполненный в виде щупа, который связан через электронный блок обработки с компьютером, обеспечивающим анализ и отображение информации [1]. Недостатком этих устройств является контактный способ съема информации, что резко снижает функциональные возможности и точность.
Наиболее близкой к заявляемому устройству является координатно-измерительная машина [2]. Она представляет собой горизонтальный стол, выполненный с возможностью перемещения по двум координатным осям горизонтальной плоскости. На столе устанавливается измеряемое изделие. Средством для съема информации служит чувствительный элемент в виде щупа, связанного через датчик линейных перемещений, и блок обработки с ЭВМ. Щуп выполнен с возможностью перемещения относительно вертикальной координатной оси.
Прототип обладает рядом недостатков:
- очень низкая производительность измерений, связанная с необходимостью механического контакта щупа с объектом и перемещением узлов с большими массами и габаритами;
- при поточечном сканировании контролируемой поверхности шаг сканирования ограничен площадью контактной поверхности щупа;
- механический контакт щупа с поверхностью контролируемого изделия накладывает ограничения на шероховатость поверхности и ее жесткость и механическую прочность;
- необходимость точного тарирования усилия контакта щупа с контролируемой поверхностью;
- большие массогабаритные характеристики, обусловленные наличием механически и кинематически связанных элементов, обеспечивающих перемещение щупа вдоль вертикальной оси.
Следствием этих недостатков является низкая точность и надежность, а также ограниченные функциональные возможности и большая трудоемкость процесса измерения.
Целью изобретения является устранение указанных недостатков, а именно создание высокоточного, высокопроизводительного и надежного устройства с широкими функциональными возможностями.
Поставленная цель достигается тем, что устройство для контроля размеров изделий с продольной осью симметрии, содержащее горизонтальный стол для установки контролируемого изделия, снаьбженный двумя приводами и двумя датчиками линейных перемещений, средство для съема информации, связанное с блоком управления и компьютером, в отличие от прототипа дополнительно снабжено оснасткой для установки контролируемого изделия и оснасткой для углового позиционирования контролируемого изделия, горизонтальный стол для установки контролируемого изделия выполнен из неподвижной части и подвижной части, установленной с возможностью перемещения по двум взаимно перпендикулярным осям горизонтальной плоскости, средство для съема информации выполнено в виде неподвижного закрепленного над рабочим пространством горизонтального стола для установки контролируемого изделия источника лазерного излучения, оптически сопряженного с неподвижно установленным под рабочим пространством подвижной части горизонтального стола для установки контролируемого изделия приемником лазерного излучения, выход которого связан с блоком управления, второй и третий входы которого связаны с датчиками линейных перемещений, а выход соединен с компьютером.
Кроме того, поставленная цель достигается тем, что рабочее пространство горизонтального стола для установки контролируемого изделия выполнено прозрачным.
Поставленная цель достигается также тем, что блок управления содержит два блока первичной обработки, первые входы которых связаны с датчиками линейных перемещений, вторые входы - с приемником лазерного излучения, а выходы соединены с процессорным блоком, соединенным с блоком памяти и блоком интерфейса, выход которого соединен с компьютером.
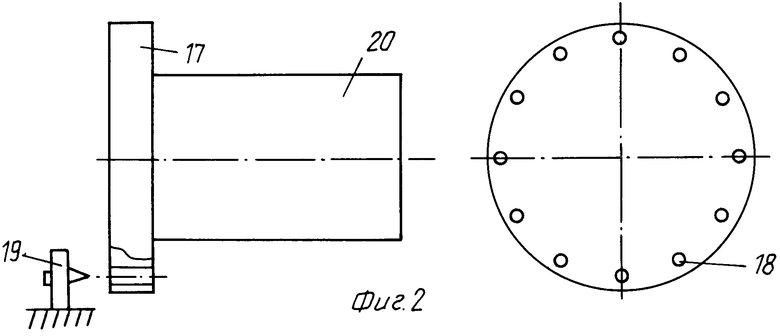
Поставленная цель достигается также тем, что оснастка для установки контролируемого изделия представляет собой расположенные на рабочем пространстве горизонтального стола для установки контролируемого изделия два полоза треугольного сечения, продольные оси которых параллельны оси Y, а оснастка для углового позиционирования контролируемого изделия представляет собой торцевую делительную головку, выполненную в виде диска с отверстиями, расположенными по окружности, и центрирующей части, диаметр которой равен внутреннему диаметру контролируемого изделия, причем с отверстиями диска с возможностью зацепления связан подпружиненный фиксатор, жестко связанный с полозьями.
На фиг. 1 представлена схема заявляемого устройства; на фиг. 2 - пример конкретной реализации оснастки для позиционирования контролируемого изделия.
Устройство для контроля размеров изделий с продольной осью симметрии содержит горизонтальный стол 1 для установки контролируемого изделия, имеющий два независимых привода для перемещения его по двум взаимно перпендикулярным осям горизонтальной плоскости 2 (по оси X) и 3 (по оси Y), для измерения которых стол снабжен датчиками линейных перемещений 4 и 5 (по оси X и Y соответственно). На поверхности подвижной части стола расположена оснастка 6 для установки и позиционирования контролируемого изделия 7. Над рабочим пространством стола неподвижно закреплен источник лазерного излучения 8, оптически сопряженный с приемником излучения 9, в качестве которого может быть использован фотодиод. Приемник излучения 9 устанавливается на неподвижной части стола 1 под его подвижной частью. Выход приемника излучения соединен с входами блоков первичной обработки 10 и 11 блока управления 12. Вторые входы блоков первичной обработки 10 и 11 соединены с датчиками линейных перемещений 4 и 5, а выходы соединены с процессорным блоком 13, соединенным с блоком памяти 14 и блоком интерфейса 15, выход которого является выходом блока управления 12 и соединен с компьютером 16.
Оснастка 6 для установки контролируемого изделия 7 представляет собой два параллельных полоза треугольного, например, сечения, продольная ось которых расположена параллельно оси Y. Для обеспечения оптического сопряжения источника излучения 8 и приемника излучения 9, рабочее пространство подвижной части стола 1 выполнено прозрачным. Оснастка для позиционирования контролируемого изделия представляет собой торцевую делительную головку 17 (фиг. 2), выполненную в виде диска с отверстиями 18, расположенными по окружности. Подпружиненный фиксатор 19, жестко укрепленный на поверхности стола, функционально связан делительной головкой 17 посредством отверстий 18. Центрирующая часть 20 делительного диска имеет диаметр, равный внутреннему диаметру контролируемого изделия 7.
Заявляемое устройство работает следующим образом.
Контролируемое изделие (например поршень ДВС) 7 монтируется на центрирующей части 20 делительной головки 17. Затем оно устанавливается на полозья 6. С помощью подпружиненного фиксатора 19, входящего в одно из отверстий 18 торцевой делительной головки 17, изделие фиксируется в нужном угловом положении. Поскольку продольная ось полозьев 6 совпадает с осью Y, продольная ось контролируемого изделия 7 также совпадает с осью Y. Включаются приводы стола 1 и начинается его движение с контролируемым изделием таким образом, чтобы неподвижный лазерный луч от источника излучения 8 просканировал всю боковую поверхность контролируемого изделия на зафиксированном угловом положении. При пересечении боковой кромки поверхности (граница света и тени) происходит перекрывание луча от источника 8. Сигнал с приемника 9 фиксирует информацию о координатах кромки с датчиков линейных перемещений 4 и 5 в блоках первичной обработки 10 и 11 блока управления 12. Процессорный блок 13 осуществляет съем информации с блоков 10 и 11 и управляет блоком интерфейса 15, который формирует последовательный код для передачи его на внешний компьютер 16. Работа процессорного блока 13 осуществляется под управлением программ, хранящихся в блоке памяти 14. Произведя контроль профиля поверхности на одном угловом положении, выводят фиксатор 19 из зацепления с отверстием 18 делительной головки 17, поворачивают изделие и процесс контроля повторяется вновь.
Шаг сканирования и алгоритм обхода поверхности поршня задается программно в соответствии с чертежом. В наиболее ответственных местах шаг сканирования может быть небольшим.
Заявляемое устройство обеспечивает высокоточный скоростной контроль, что расширяет его функциональные возможности по сравнению с прототипом. Кроме того, оно имеет более простое конструктивное исполнение и малые массо-габаритные параметры, что положительно сказывается на надежности устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ СНАРЯДОВ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 1997 |
|
RU2120104C1 |
| СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2263879C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК ЛОПАТОЧНОЙ РЕШЕТКИ МАШИНЫ | 1999 |
|
RU2176071C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2311614C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152000C1 |
| УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ И ИЗМЕРЕНИЯ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ ТИПА ОБОЛОЧКА ВРАЩЕНИЯ | 2010 |
|
RU2420712C1 |
| СПОСОБ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ ЛИСТОВЫХ ИЗДЕЛИЙ И СРЕДСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2254556C2 |
Устройство для контроля размеров изделий с продольной осью симметрии относится к контролю и измерению параметров криволинейных поверхностей тел, имеющих продольную ось симметрии, например, для контроля параметров юбки и овала поршней ДВС. Технической задачей изобретения является создание высокоточного и надежного устройства с широкими функциональными возможностями и хорошим быстродействием. Устройство для контроля размеров изделий с продольной осью симметрии содержит горизонтальный стол, имеющий два независимых привода для перемещения его по двум взаимно перпендикулярным осям горизонтальной плоскости (по оси X) и (по оси Y), для измерения которых стол снабжен датчиками линейных перемещений (по оси X и Y соответственно). На поверхности подвижной части стола расположена оснастка для установки и позиционирования контролируемого изделия. Над рабочим пространством стола неподвижно закреплен источник лазерного излучения, оптически сопряженный с приемником излучения, в качестве которого может быть использован фотодиод. Приемник излучения устанавливается на неподвижной части стола 1 под его подвижной частью. Выход приемника излучения соединен с входами блоков первичной обработки и блока управления. Вторые входы блоков первичной обработки соединены с датчиками линейных перемещений, а выходы соединены с процессорным блоком, соединенным с блоком памяти и блоком интерфейса, выход которого является выходом блока управления и соединен с компьютером. Оснастка для установки контролируемого изделия представляет собой два параллельных полоза треугольного, например, сечения, продольная ось которых параллельна оси Y. Для обеспечения оптического сопряжения источника излучения и приемника излучения рабочее пространство подвижной части стола выполнено прозрачным. Оснастка для позиционирования контролируемого изделия представляет собой торцевую делительную головку, выполненную в виде диска с отверстиями, расположенными по окружности. Подпружиненный фиксатор, жестко укрепленный на поверхности стола, функционально связан делительной головкой посредством отверстий. 3 з.п. ф-лы, 2 ил.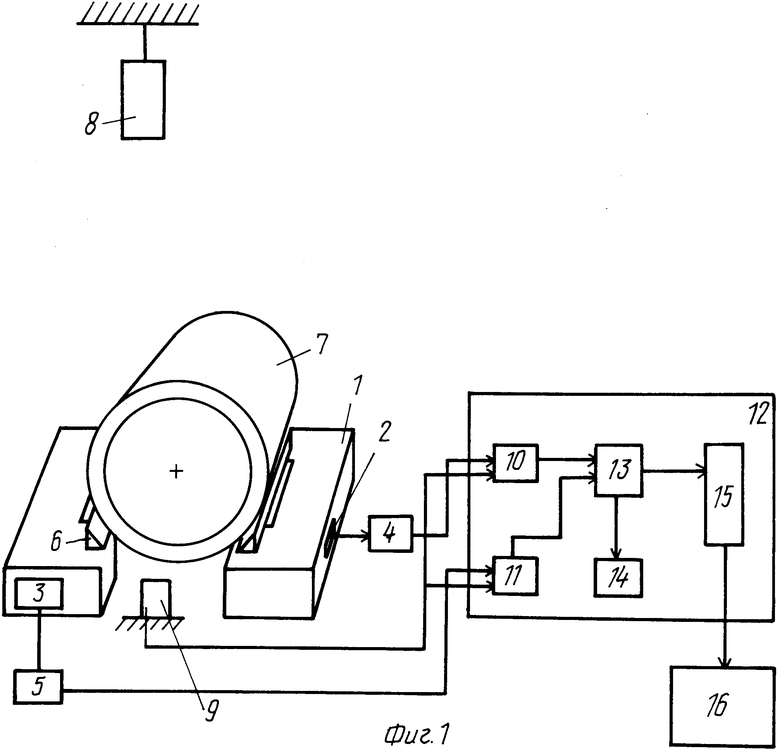
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рекламный проспект фирмы DEA (Италия), 1995 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фроман Б., Лезаж Ж.-Ж | |||
| ГПС в механической обработке | |||
| - М.: Машиностроение, 1988, с.60-63. | |||
