Изобретение относится к информационно-измерительной технике и может найти применение для бесконтактного измерения геометрических параметров компрессорных, турбинных лопаток, пресс-форм, стержней и оснастки при производстве газотурбинных двигателей (ГТД), шаблонов, мембран, обрабатывающего инструмента и т.д.
Известен применяемый в настоящее время способ измерения геометрических параметров лопаток ГТД с помощью оптико-механического прибора для контроля лопаток [1]. Прибор состоит из стола с неподвижным основанием и подвижной по одной координате горизонтальной плоскости (X) верхней части. На столе неподвижно устанавливается эталонная лопатка, вдоль пера которой перемещается контактный блок, снабженный контактными цилиндриками, прижимаемыми к поверхности эталонной лопатки. С помощью оптической системы профиль концов цилиндриков с увеличением проецируется на матовый экран. Длину контактных цилиндриков подбирают по эталонной лопатке так, чтобы концы цилиндриков составляли прямую линию. При измерении контролируемой лопатки контролер визуально путем сравнения определяет, лежит ли профиль измеряемой лопатки в очерченном поле допуска на экране.
Данный способ обладает следующими недостатками. Процесс измерения долог и трудоемок. Он неточен ввиду больших аппаратных погрешностей и субъективности съема информации. Способ не обеспечивает объективной картины из - за малого количества сечений (менее 6-8) и точек измерения в каждом сечении (менее 10 - 12), а минимальный шаг между точками составляет 5 мм. Он требует специального образования, обучения и большого опыта работы обслуживающего персонала. Использование данного способа экономически нерентабельно ввиду необходимости изготовления для каждого типоразмера эталонной лопатки и набора контактных цилиндриков. Также известный способ имеет ограниченную область применения ввиду того, что съем информации осуществляется контактным методом.
Некоторые из этих недостатков устранены в Способе измерения с помощью координатно-измерительных машин (КИМ) для размерного контроля деталей сложной формы, например, выпускаемые фирмой DEA IT [2]. Данные машины представляют собой горизонтальный неподвижный стол для установки и позиционирования измеряемого изделия, подвижный относительно стола чувствительный элемент для съема информации, выполненный в виде щупа, который связан через электронный блок обработки с компьютером, обеспечивающим анализ и отображение информации.
Недостатком данного способа является контактный способ съема информации, что резко снижает его производительность, функциональные возможности и точность. Действительно, контактный метод предполагает достаточно сложное, с кинематической точки зрения, исполнение щупа, взаимодействующего с измеряемой поверхностью. Кроме того, при поточечном сканировании контролируемой поверхности шаг сканирования ограничен размерами и площадью контакта поверхности щупа. Механический контакт щупа с поверхностью контролируемого изделия накладывает ограничения на абразивность и шероховатость поверхности и ее прочностные характеристики, в частности жесткость, и ограничивает срок службы щупа.
Наиболее близким по технической сущности и достигаемому результату является Способ измерения пера лопаток, описанный в [3]. Данный способ выбран за прототип.
Способ - прототип заключается в направлении на контролируемую поверхность узкого лазерного луча, прием с другого углового направления диффузно отраженного (рассеянного) лазерного луча на интегральную многоэлементную фотоматрицу, обработку видеосигнала для выделения информации о положении центра пятна, по которому определяют дальность до каждой точки контролируемой поверхности по оси Z, перемещение контролируемого объекта по оси Х и (или) У, одновременную автоматическую фиксацию координат каждой точки контролируемой поверхности в памяти компьютера для определения ее фактического профиля.
Система-прототип содержит место для установки измеряемой лопатки, выполненное в виде стола, состоящего из неподвижной и подвижной по двум координатам (X, У) горизонтальной плоскости и снабженной датчиками линейных перемещений, средство для съема информации, выполненное в виде оптоэлектронной головки, укрепленной на вертикальном кронштейне, жестко связанном с неподвижным основанием стола, включающей в себя источник узкого светового луча, например лазер, оптически связанные между собой объектив и интегральную многоэлементную фотоматрицу, выход которой соединен с первым входом электронного блока первичной обработки сигналов, второй и третий входы которого соединены с датчиками линейных перемещений, а выход - со средством для обработки, регистрации и отображения информации, в качестве которого использован компьютер.
Способ и устройство-прототип позволяют измерять с высокой степенью точности профиль поверхности, однако при приближении к ее кромкам имеет место неоднозначность распознавания принятого изображения, обусловленная особенностями триангуляционного метода контроля. Кроме того, способ-прототип пригоден для случаев наличия кромок только по геометрическому периметру контролируемого объекта. Однако на практике встречаются сложнопрофилированные объекты, снабженные по всей поверхности макро- или микроперфорацией и оребрением. Подобным объектом является, например, выплавляемый стержень охлаждаемых (пустотелых) лопаток газотурбинных двигателей. Каждое отверстие на поверхности такого объекта имеет свои кромки, которые также требуют измерений.
Задачей, на решение которой направлено заявляемое изобретение, является устранение указанных недостатков, а именно создание способа контроля геометрических параметров сложнопрофилированных объектов, снабженных перфорацией и/ или оребрением, и устройства для его реализации.
Поставленная задача решается тем, что в способе измерения геометрических параметров поверхностей сложнопрофилированных объектов, включающем направление на контролируемую поверхность узкого светового луча, прием с другого углового направления диффузноотраженного светового луча на интегральную многоэлементную фотоматрицу, обработку видеосигнала для выделения информации о положении центра светового пятна, по которому определяют дальность до каждой точки контролируемой поверхности по оси Z, перемещение контролируемого объекта по оси Х и/или У, одновременную автоматическую фиксацию координат каждой точки контролируемой поверхности в памяти ПЭВМ для определения фактического профиля контролируемой поверхности, в отличие от прототипа дополнительно осуществляют прием луча, прошедшего через контролируемую поверхность, фиксируют координаты точек начала и конца сквозного прохода луча, соответствующие кромке контролируемой поверхности или кромке отверстия на ней в памяти ПЭВМ для определения координат и конфигурации отверстий на контролируемой поверхности.
Кроме того, поставленная задача решается тем, что с целью повышения точности измерений за счет устранения “мертвых зон” вблизи кромок и на оребренных участках контролируемый объект устанавливают в различное угловое положение относительно горизонтальной оси.
Поставленная задача решается устройством для измерения геометрических параметров поверхностей сложнопрофилированных объектов содержащим стол, состоящий из подвижной в горизонтальной плоскости по осям Х и Y каретки, привод которой снабжен датчиками линейных перемещений и неподвижного основания, с которым жестко связан вертикальный кронштейн, на котором закреплена оптоэлектронная головка, включающая в себя источник узкого светового луча, например лазерный, оптически сопряженные между собой объектив и интегральную фотоматрицу, выход которой соединен с первым входом электронного блока первичной обработки сигналов, второй и третий входы которого соединены с датчиками линейных перемещений подвижной каретки, а выход - со входом средства обработки, регистрации и отображения информации, в качестве которого использована ПЭВМ, причем на подвижной столешнице жестко установлено средство для закрепления измеряемого изделия, в котором, в отличие от прототипа, в центре подвижной столешницы выполнен паз, соответствующий рабочему пространству, на дне которого установлен фотоприемник, выход которого соединен с четвертым входом электронного блока первичной обработки сигналов, а средство для закрепления измеряемого изделия выполнено в виде поворотного стола, снабжено электроприводом и датчиком угла поворота, соединенным с ПЭВМ.
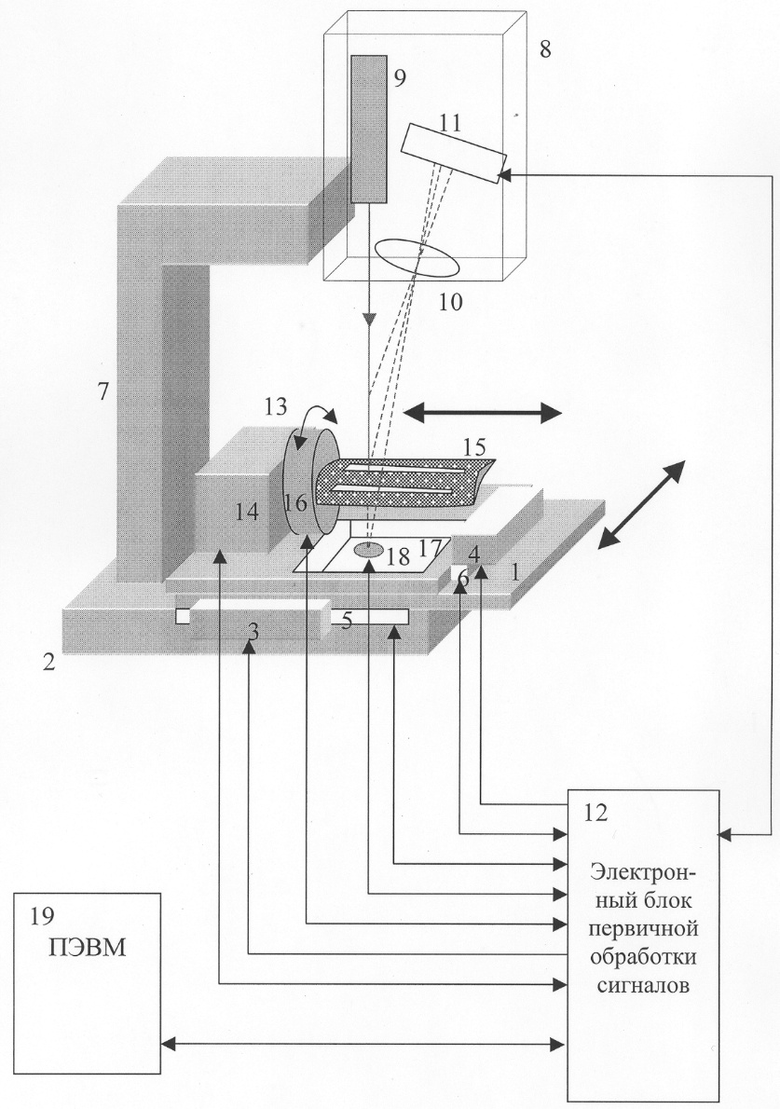
На чертеже изображена функциональная схема заявляемого устройства.
Заявляемое устройство для измерения поверхностей сложнопрофилированных объектов содержит стол, состоящий из подвижной каретки 1 и неподвижного основания 2. Подвижная каретка 1 выполнена с возможностью перемещения по осям Х и У горизонтальной плоскости, для чего снабжена двумя электроприводами 3 и 4 и двумя датчиками линейных перемещений 5 и 6. С неподвижным основанием стола 2 жестко связан кронштейн 7, на котором закреплена оптоэлектронная головка 8, включающая источник лазерного излучения 9, объектив 10 и интегральную фотоматрицу 11, выход которой соединен с первым входом электронного блока первичной обработки сигнала 12. На подвижной каретке жестко установлено средство для закрепления измеряемого объекта, выполненное в виде поворотного стола 13, снабженного электродвигателем 14. Угол поворота поворотного стола 13 с закрепленным измеряемым объектом 15 фиксируется датчиком угла поворота 16, выход которого соединен с ПЭВМ. В средней части подвижной каретки 1 выполнен паз 17, соответствующий ее рабочему пространству, на дне которого установлен фотоприемник 18, выход которого соединен с четвертым входом электронного блока первичной обработки сигнала 12. Поворотный стол 13 может быть дополнительно снабжен оснасткой, в которую перед закреплением устанавливается измеряемое изделие с учетом его геометрии и прочностных характеристик (не показана). Электронный блок первичной обработки сигналов 12 реализован аналогично прототипу, а выход его соединен с ПЭВМ 19.
Заявляемый способ осуществляется следующим образом. Контролируемый объект, например лопатка, устанавливается в поворотный стол 13 непосредственно или с помощью дополнительного узла крепления. На перо лопатки направляется узкий луч от источника лазерного излучения 9. Изображение лазерного пятна, формируемого по диффузной составляющей отраженного лазерного луча, проецируется через объектив 10 на интегральную фотоматрицу 11. Электронный блок первичной обработки сигналов 12 обеспечивает развертку фотоматрицы 11 и соответствующую обработку видеосигнала для выделения информации о положении центра проекции пятна в требуемом динамическом диапазоне изменений интенсивности. Код центра положения пятна соответствует высоте профиля по координате Z. При изменении расстояния до объекта контроля, что соответствует изменению его профиля, пропорционально меняется положение проекции пятна на интегральной фотоматрице 11. Перемещая объект контроля 15 с помощью подвижной каретки 1 с одновременной автоматической фиксацией координат стола и дальности от фотоматрицы 11 до контролируемой поверхности, в памяти ПЭВМ 19 получают информацию для восстановления профиля контролируемой поверхности.
В процессе перемещения подвижной каретки 1 возникает ситуация, когда луч от источника лазерного излучения 9 не отражается, а проходит насквозь и принимается фотоприемником 18. Это происходит в двух случаях. Во-первых, когда луч пересекает кромку измеряемого объекта 15, во-вторых, когда на поверхности измеряемого объекта имеются отверстия (перфорация или микроперфорация) и луч пересекает кромку начала отверстия. При пересечении кромки окончания отверстия луч снова начинает отражаться от поверхности, а сигнал на фотоприемнике 18 отсутствует. Таким образом, происходит фиксация отверстий и их размеров на контролируемой поверхности измеряемого объекта. В случае, когда объект снабжен не только отверстиями, но и оребрением, при измерении в одном угловом положении объекта 15 имеются так называемые “мертвые зоны”, т.е. зоны “не видимые” для лазерного луча. Для устранения этих зон после измерения в одном угловом положении измеряемый объект 15 поворачивают в другое угловое положение и измерения проводят вновь. Таких положений может быть сколь угодно много, в зависимости от конфигурации измеряемого объекта.
Таким образом, в заявляемом способе контроля реализуются одновременно теневой и триангуляционный способы получения информации о геометрии объекта. Это в свою очередь позволяет производить полный контроль как параметров поверхности контролируемого объекта, так и параметров перфорационных отверстий и оребрения на нем. Возможность поворота контролируемого объекта на любой угол (от 0 до 360°) позволяет не только устранить “мертвые зоны” при контроле, но произвести обмер контролируемого объекта вкруговую, например как “спинку”, так и “ корыто” лопатки. Для такого полного контроля не требуется какая-либо механическая переустановка контролируемого объекта в оснастке, что значительно снижает аппаратные погрешности измерения, т.е. повышает его точность.
Совмещение двух методов контроля позволяет также значительно сократить время контроля. Отпадает необходимость в каких-либо контактных шаблонах, эталонных объектах и т.д., что снижает трудоемкость и себестоимость контрольных операций в общем технологическом процессе. Данный способ и устройство для его реализации позволяют максимально идентично производить контроль двух и более сопрягаемых в процессе сборки деталей, что позволяет реализовать метод селективной сборки и сократить потери на брак.
Источники информации
1. Паспорт и техническое описание прибора оптико-механического для контроля лопаток ПОЛМКЛ - 4, завод - изготовитель - ВПО “Техника”, г. Владимир, 1986 г.
2. Рекламный проспект фирмы DEA, Италия, 1995 г.
3. Свидетельство на полезную модель № 4601, опубл. 16.07.97 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2263879C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК ЛОПАТОЧНОЙ РЕШЕТКИ МАШИНЫ | 1999 |
|
RU2176071C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2299400C2 |
| УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ СНАРЯДОВ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 1997 |
|
RU2120104C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2152000C1 |
| СПОСОБ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ ЛИСТОВЫХ ИЗДЕЛИЙ И СРЕДСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2254556C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПРОФИЛЯ ПЕРА ЛОПАТКИ | 2005 |
|
RU2311614C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ ОСЬЮ СИММЕТРИИ | 1996 |
|
RU2117240C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
Способ измерения геометрических параметров поверхностей сложнопрофилированных объектов и устройство для его осуществления. Способ включает направление на контролируемую поверхность узкого лазерного луча, прием с другого углового направления отраженного лазерного луча на интегральную многоэлементную фотолинейку, обработку видеосигнала, по которому определяют дальность до каждой точки контролируемой поверхности по оси Z, перемещение контролируемого объекта по оси Х и/или Y, одновременную автоматическую фиксацию координат каждой точки контролируемой поверхности в памяти ПЭВМ для определения фактического профиля контролируемой поверхности. Также дополнительно осуществляют прием луча, прошедшего через контролируемую поверхность, фиксируют координаты точек начала и конца сквозного прохода луча, соответствующие кромке контролируемой поверхности или кромке отверстия на ней в памяти компьютера для определения координат и конфигурации отверстий на контролируемой поверхности. Технический результат - контроль геометрических параметров сложнопрофилированных объектов, снабженных перфорацией и/или оребрением. 2 н. и 3 з.п. ф-лы, 1 ил.
| RU 4601 U1, 16.07.1997 | |||
| Устройство для измерения линейных размеров | 1991 |
|
SU1827522A1 |
| Устройство измерения геометрических параметров поверхности полупроводниковых пластин | 1986 |
|
SU1409863A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕМЕНТОВ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2158414C1 |

