Изобретение относится к измерительной технике и может быть использовано при производстве и эксплуатации разнообразных деталей, имеющих внутреннюю резьбу, например муфт, используемых для сборки колонн труб (насосно-компрессорных, бурильных, обсадных), гаек, инструментов и т.д.
Известен способ контроля параметров внутренней резьбы, согласно которому в резьбовой участок помещают диаметрально противоположно две вставки, размер которых настроен на размер контролируемых параметров резьбы [1]. Вставки вращают и по числу оборотов судят о качестве резьбового участка.
Недостатком известного способа и реализующего его устройства является то, что оно пригодно только для контроля новых резьбовых участков и не годится для регламентных работ, поскольку износ внутренней резьбы нагруженных деталей, например муфт, используемых для сборки колонн труб, неравномерный и необходимо определить место и степень износа конкретного витка, чтобы выяснить, можно ли данную резьбу эксплуатировать дальше, нужен ли ремонт и какой. Кроме того, данное оборудование не дает достоверной информации, поскольку о качестве резьбы судят по косвенному параметру - количеству оборотов. Способ измерения на этом оборудовании трудоемок и неудобен.
Наиболее близким по технической сущности является способ измерения микрообъектов [2], заключающийся в том, что освещают микрообъект лазерным излучением, получают его теневое изображение, совмещают это изображение с масштабной сеткой в виде системы интерференционных полос и определяют рельеф микрообъекта, причем, по изгибу полос определяют рельеф, а по количеству полос - его поперечные размеры. Оборудование для осуществления этого способа включает в себя узел базирования контролируемого объекта, устройство для снятия информации, включающее источник и приемник лазерного излучения, расположенные по разные стороны от контролируемого объекта, средство для предварительной обработки полученной информации в виде масштабной сетки, накладываемой на полученное изображение и блок анализа и отображения информации, в котором осуществляют подсчет и конфигурацию интерференционных полос. В качестве последнего может быть использован компьютер. Данный способ и реализующее его устройство выбрано за прототип.
Прототип обладает рядом существенных недостатков. Основным недостатком прототипа является то, что он не пригоден для контроля параметров внутренней резьбы. На таких деталях, как муфта с внутренней резьбой невозможно реализовать теневой способ контроля, на котором основан способ - прототип. Действительно, направив лучи света от источника вдоль осевой линии муфты, можно получить тень от наиболее выступающего витка резьбы, который перекроет собой остальные витки и не даст возможность зафиксировать их размеры, в том числе и изношенного витка (витков). Направить лучи света поперек осевой линии муфты вообще технически невозможно.
Между тем, на практике очень важно иметь объективную картину состояния резьбы в процессе эксплуатации. Так например резьбовое соединение нефтяных (бурильных, обсадных и др.) труб (муфта и взаимодействующие с ней участки труб) испытывает очень большую нагрузку (как статическую - растягивающее усилие от веса бурильной колонны, так и динамическую, вызванную движением бурового инструмента и раствора, различными вибрациями), а также разрушающее воздействие агрессивных сред.
Задача, на решение которой направлено заявляемое изобретение - создание способа объективного, быстрого и точного контроля состояния внутренней резьбы, позволяющего иметь максимально полную картину резьбового участка, с тем, чтобы оперативно решать вопрос о возможности дальнейшей эксплуатации данной муфты или необходимости и объеме ее ремонта, а также устройства для реализации этого способа.
Поставленная задача решается способом контроля параметров внутренней резьбы, заключающейся в том, что устанавливают контролируемое изделие, освещают его лазерным излучением, принимают полученное изображение, производят его обработку, анализ и представление полученной информации, в котором, в отличие от прототипа, средство для снятия информации в виде оптоэлектронной головки, включающей установленные на разных угловых положениях источник и приемник лазерного излучения, вводят внутрь контролируемой детали и осуществляют продольное перемещение вдоль контролируемого резьбового участка, принимают отраженный от контролируемой поверхности световой сигнал, который преобразуют в электрический, а затем в цифровой и подают в ПЭВМ, причем, по завершении движения по одному сечению резьбового участка осуществляют поворот контролируемой детали и/или средства для снятия информации в другое угловое положение и вновь осуществляют движение вдоль резьбового участка до тех пор, пока не будет просканирована вся резьбовая поверхность контролируемой детали.
Поставленная задача решается устройством для реализации способа контроля параметров внутренней резьбы, содержащем узел базирования контролируемой детали, средство для снятия информации, включающее источник и приемник лазерного излучения, блок первичной обработки информации и блок анализа и отображения информации, в котором, в отличие от прототипа, средство для снятия информации представляет собой выполненную с возможностью продольного перемещения и установленную на координатном столе оптоэлектронную головку, в которой приемник лазерного излучения выполнен в виде фотоприемной матрицы, связанной с источником лазерного излучения через оптическую систему, контролируемая деталь и/или оптоэлектронная головка выполнены с возможностью поворота вокруг своей оси, для чего снабжены шаговым электродвигателем, вход блока первичной обработки информации связан с выходом фотоприемной матрицы, а выход - со входом с блоком анализа и отображения информации, в качестве которого использована ПЭВМ.
Кроме того, поставленная задача решается тем, что блок первичной обработки информации содержит блок выделения и усиления видеосигнала, вход которого соединен с выходом фотоприемной матрицы, а выход - со входом блока формирования информационного сигнала, второй вход которого соединен с первым выходом блока развертки, вход которого соединен с выходом фотоприемной матрицы, выход блока формирования информационного сигнала соединен с первым входом блока сопряжения, выход которого соединен с ПЭВМ.
На чертеже представлен общий вид заявляемого устройства.
Устройство для контроля параметров внутренней резьбы содержит узел базирования 1, на который устанавливается контролируемая деталь (например, муфта) 2, оптоэлектронную головку 3, установленную соосно контролируемой детали 2 на координатном столе 4, который снабжен первым электродвигателем 5 для обеспечения осевого перемещения оптоэлектронной головки 3, линейное положение которой фиксируется датчиком перемещения (не показан), связанным с блоком первичной обработки информации 6, выход которого связан с ПЭВМ 7. Оптоэлектронная головка 3 представляет собой цилиндрический корпус с прорезью в боковой части для выхода и приема лазерного излучения, содержащий источник лазерного излучения 8 с оптической системой 9 и приемник излучения, выполненный в виде фотоприемной матрицы 10 с оптической системой 11. Оптоэлектронная головка 3 и/или контролируемая деталь 2 выполнены с возможностью углового поворота, для чего они снабжены вторыми электродвигателями 12. Угловое положение фиксируется датчиком угла (не показан), связанным с блоком первичной обработки информации 6. Электронный блок первичной обработки информации 6 содержит блок выделения и усиления видеосигнала 13, вход которого соединен с выходом фотоприемной матрицы 10, а выход - со входом блока формирования информационного сигнала 14, второй вход которого соединен с первым выходом блока развертки 15, вход которого соединен с выходом фотоприемной матрицы 10. Выход блока формирования информационного сигнала 14 соединен с первым входом блока сопряжения 16, выход которого соединен с ПЭВМ 7. Все элементы, входящие в блок первичной обработки информации 6, являются общеизвестными и описаны в [2].
Заявляемый способ реализуется следующим образом.
Контролируемая деталь 2 устанавливается в узел базирования 1 и закрепляется в определенном угловом положении. На контролируемую поверхность направляется узкий луч от источника лазерного излучения 8 через оптическую систему 9. Изображение светового пятна, формируемого по диффузной составляющей отраженного лазерного луча, проецируется через оптическую систему 11 на фотоматрицу (фотолинейку) 10. Блок первичной обработки информации 6 обеспечивает развертку интегральной фотолинейки 10 и соответствующую обработку видеосигнала, для выделения информации о положении центра проекции изображения пятна в требуемом динамическом диапазоне изменений интенсивности. Код центра положения пятна, соответствующий высоте профиля резьбы, вводится в ПЭВМ 7. При изменении расстояния до поверхности контролируемой детали 2 пропорционально меняется положение пятна на фотоприемной матрице 10 от световой марки на объекте 2. По положению проекции пятна определяют дальность до объекта контроля. Перемещая оптоэлектронную головку 3 с помощью координатного стола 4 с одновременным автоматическим фиксированием координат стола и дальности от фотолинейки 10 до контролируемой поверхности, в памяти компьютера получают полную информацию для восстановления параметров резьбового участка контролируемой детали 2. Осуществив контроль параметров внутренней резьбы в одном угловом положении, производят поворот контролируемой детали или оптоэлектронной головки (на практике изготовлены оба варианта устройства). При этом программно задаются количество контролируемых сечений (от одного до десятков) и число контролируемых точек в сечении (от единиц до тысяч). Полученные данные анализируются и регистрируются в памяти ПЭВМ. Проведя замеры по всей внутренней резьбовой поверхности контролируемой муфты 2, получают полную картину параметров резьбы, точное расположение дефектных витков. Имея в памяти компьютера эталонное значение параметров резьбы или значения допустимых отклонений, можно быстро и достоверно производить сортировку деталей на ремонтопригодные и нет.
Высокая точность и производительность заявляемого способа и реализующего его устройства позволяют автоматизировать трудоемкий процесс измерений ответственных объектов и обеспечить их 100% контроль. Для эксплуатации заявляемого устройства разработано программное обеспечение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 2007 |
|
RU2357204C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С РЕЗЬБОВОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2386925C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ ОСЬЮ СИММЕТРИИ | 1996 |
|
RU2117240C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ СНАРЯДОВ ОГНЕСТРЕЛЬНОГО ОРУЖИЯ | 1997 |
|
RU2120104C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
Изобретение относится к оптическому приборостроению, а именно к измерительной технике с помощью оптоэлектронных приборов, и может быть использовано при производстве и эксплуатации деталей и устройств, имеющих внутреннюю резьбу. Заявленное устройство содержит источник и приемник лазерного излучения, которые вводят внутрь контролируемой детали, и электромеханическую систему, с помощью которой осуществляют перемещение вдоль контролируемого резьбового соединения и поворот контролируемой детали и/или средства для снятия информации в другое угловое положение, ПЭВМ для обработки данных и подачи сигнала для перемещения в электромеханическую систему. Технический результат - контроль неравномерного износа внутренней резьбы нагруженных деталей и определение места и степени износа конкретного витка, осуществляемые в процессе ремонта трубопроводов и т.п., достигается благодаря использованию для измерений оптоэлектронной головки, снабженной датчиком линейных и угловых перемещений, выходы которого связаны с блоком первичной обработки информации, размещенной внутри контролируемого изделия. 2 с. и 1 з.п.ф-лы, 1 ил.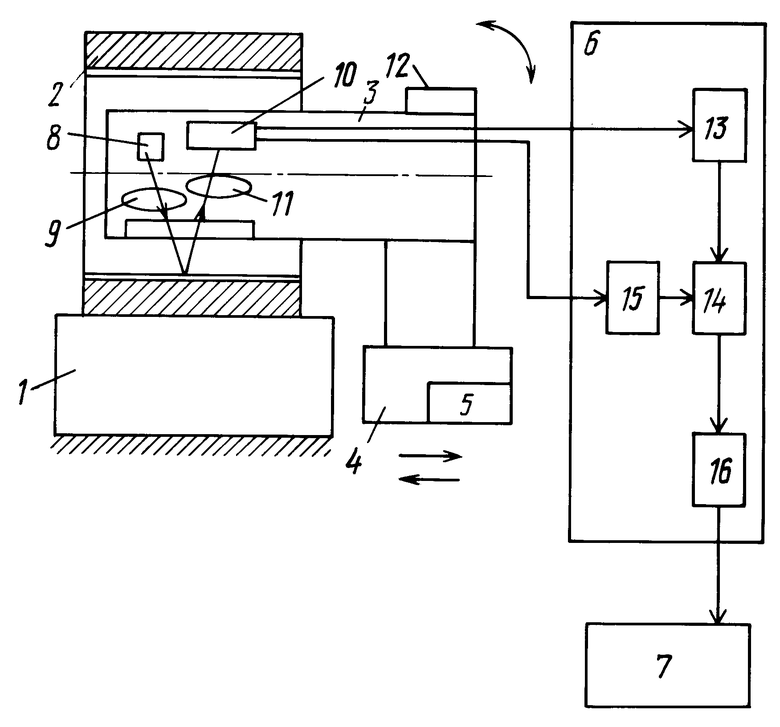
| US 5568265, 22.10.1996 | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| US 4544268, 01.10.1985 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ контроля параметров внутренней резьбы | 1988 |
|
SU1615542A1 |
| US 3922093 A1, 25.11.1975. | |||

