Изобретение относится к области штамповки, а именно к обработке давлением с использованием непосредственного воздействия давления среды на обрабатываемое изделие.
Известен способ и устройство для штамповки деталей из листового проката жестким пуансоном в жесткую матрицу [1].
Известен способ и устройство для штамповки деталей из листового проката эластичной средой в жесткую матрицу или наоборот [1].
Прототипом заявляемого способа является способ штамповки деталей, который включает установку заготовки на матрицу, прижатие ее к матрице с помощью прижима, засыпку заготовки стальной дробью и воздействие на заготовку давлением, которое передается пуансоном через стальную дробь [2].
Прототипом заявляемого устройства является устройство для осуществления штамповки деталей из листового проката, которое содержит контейнер, жесткую матрицу, прижим, пуансон, формующую стальную дробь [2].
Недостатком данного способа и устройства является высокая трудоемкость и невозможность получения деталей со сложной формой, а именно с подвнутрениями.
Задачей изобретения является снижение себестоимости и повышение качества деталей сложной формы при штамповке.
Предлагается штамповка деталей стальной дробью (стальными шариками) в жесткую матрицу, заключенную в контейнер, где расположен прижим, усилие прижима меняется от угла наклона и контактирующей площади прижима со стальными шариками, а также расположена тонколистовая резина - эластичная прокладка между формующей стальной дробью, прижимом и матрицей, которая закрывает и защищает заготовку от мелких вмятин при конечной формовке.
Преимущество предлагаемого способа и устройства заключается в следующем. Происходит штамповка сложных по геометрии деталей, даже с подвнутрениями, без изготовления пуансона, имеющего сложную геометрию, который требует значительные затраты при изготовлении и небольшие усилия вытяжки по сравнению с известными аналогами и прототипом.
Устройство для реализации способа штамповки деталей из листового проката стальной дробью (фиг. 1) состоит из контейнера 1, матрицы с отверстием для выхода воздуха, прижима 3, стальной дроби ⊘ 1,0 - 1,5 мм 4, плоского пуансона по торцу 5, заготовки 6 и эластичной прокладки - 7 для предохранения поверхности заготовки от вмятин дробью.
Способ штамповки заключается в выполнении следующих операций. Закладывают заготовку на зеркало матрицы 2, опускают прижим 3, закладывают эластичную прокладку 7, насыпают шарики 4, количество которых подбирают оприорным путем, затем давят плоским пуансоном 5, далее поднимают пуансон и стержнем перетряхивают шарики 4, чтобы убрать застойные места, и снова давят пуансоном 5, усилие пресса при вытяжке той или иной детали также подбирают оприорно, начиная с малой величины усилия с переходом на большие величины усилия пресса. Усилие прижима составляет 40% от силы выдавливания и выбирается через угол наклона прижима 3 по зависимости tgα
Pприжима = Pвытяжки • tg α,
где
tgα - угол наклона прижима.
Затем пуансон 5 поднимают, убирают шарики 4 электромагнитом, достают прижим 3, извлекают заготовку 6 с эластичной прокладкой 7. На этом вытяжка детали считается законченной.
Экономический эффект от использования предлагаемого способа и устройства заключается в снижении себестоимости штамповки и повышении качества отштампованных деталей, что выражается в снижении усилия вытяжки и, как следствие, не требуется пресс с усилием в тысячу тонн и более (штамповка полиуретана), достаточно применение штампа с усилием до 150 тонн, также не требуется изготовления нового пуансона, что значительно сокращает трудозатраты при изготовлении штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2134872C1 |
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476286C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476287C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2009 |
|
RU2458755C2 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛИ | 1992 |
|
RU2049579C1 |
Изобретение относится к области штамповки, а именно к обработке давлением с использованием непосредственного воздействия давления среды на обрабатываемое изделие. Способ штамповки деталей из листового проката включает установку заготовки на матрицу, прижатие ее к матрице с помощью прижима, засыпку заготовки стальной дробью и воздействие на заготовку давлением. Давление передается пуансоном через стальную дробь диаметром 1,0 - 1,5 мм. Между стальной дробью, прижимом и заготовкой прокладывается эластичная прокладка. Устройство для осуществления штамповки деталей из листового проката содержит контейнер, жесткую матрицу, прижим, пуансон, формующую стальную дробь, эластичную прокладку между формующей стальной дробью, прижимом и матрицей. Усилие прижима рассчитывается по формуле Pприж= Pвытяжки×tgα, где Pвытяжки - усилие вытяжки; α - угол наклона прижима. Технической задачей данного изобретения является снижение себестоимости штамповки и повышение качества отштампованных изделий. 2 с.п. ф-лы, 1 ил.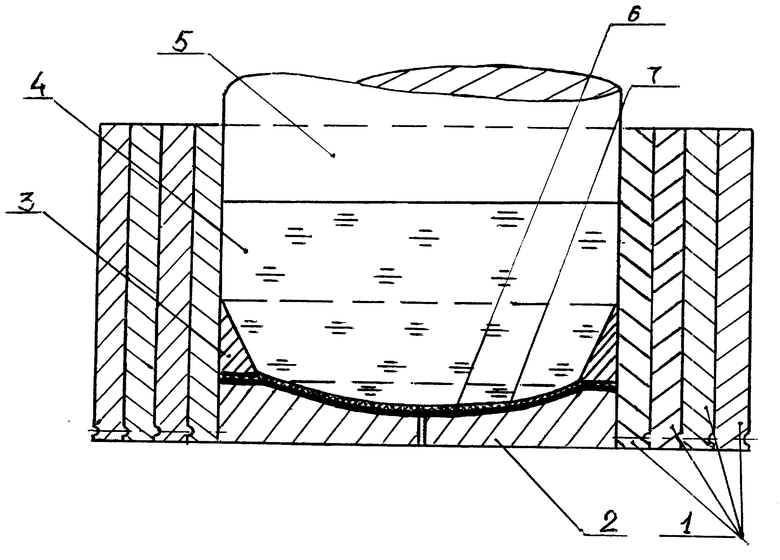
\ \\1 1. Способ штамповки деталей из листового проката, включающий установку заготовки на матрицу, прижатие ее к матрице с помощью прижима, засыпку заготовки стальной дробью и воздействие на заготовку давлением, которое передается пуансоном через стальную дробь, отличающийся тем, что между стальной дробью, прижимом и заготовкой прокладывается эластичная прокладка, а стальная дробь имеет диаметр 1,0 - 1,5 мм. \\\2 2. Устройство для осуществления штамповки из листового проката, содержащее контейнер, жесткую матрицу, прижим, пуансон, формующую стальную дробь, отличающееся тем, что устройство содержит эластичную прокладку между формующей стальной дробью, прижимом и матрицей, а усилие прижима рассчитывается по формуле \\\6 $$$ \\\ 1 где Р<Mv>вытяжки<D> - усилие вытяжки; \\\4 $$$ угол наклона прижима.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1979, с.86,88 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство 1625550, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

