Изобретение относится к машинам для обработки металлов давлением, а именно к правке арматурной, обвязочной проволоки и их отходов.
Известно устройство для правки [1], где правка производится роликами с осями, имеющими на шарнирах рычаги одинаковой длины, причем первая ось неподвижна, последняя имеет рукоятку управления и пружину, соединяющую с корпусом. Однако устройство предназначено для правки проволоки, имеющей только технологические искривления оси.
Известна линия для правки стержней [2], в которой производится роликовая правка с устройством предварительной правки, но требуется ручная подготовительная правка конца стержня до начала захвата тянущими роликами.
Наиболее близкой по конструкции роликовых устройств является многороликовое правильное устройство СМЖ-288-2Б [3].
Устройство выполняется из двух блоков роликов с направляющими втулками на входе, каждый состоит из 5 или 7 роликов, соответственно с 2 или 3 прижимными роликами, устанавливаются между собой с перпендикулярным расположением правильных роликов. Но устройство предназначено для правки проволоки из бухт и получения на выходе коротких стержней, а не для правки коротких стержней с произвольно искривленной осью и деформированной поверхностью.
Технический результат - расширение технологических возможностей устройства для правки проволоки.
Сущность изобретения заключается в том, что устройство для правки проволоки, содержащее блок роликов с прижимными роликами, захваты прямого и обратного действия и привод возвратно-поступательного перемещения, снабжено устройством предварительной правки и устройством подготовительной правки начального участка проволоки в виде роликовых направляющих с возможностью осуществления прокатки и фильеры сечением, близким к сечению проволоки, с возможностью осуществления волочения и обеспечения исправления деформаций формы и поверхности. Каждый из указанных захватов выполнен в виде противовеса с пружиной и сменных пластин и прижимной пластины. Направляющие втулки расположены в каждом из блоков роликов.
Устройство снабжено дополнительными блоками роликов, а также эластичными подвесками и подкладками для амортизации прохода торца проволоки, при этом каждый из прижимных роликов блоков роликов расположен на соответствующей ему эластичной подвеске и выполнен со скосами под углом, близким к прямому, для фиксирования проволоки, а блоки роликов расположены по оси проволоки в трех плоскостях относительно друг друга.
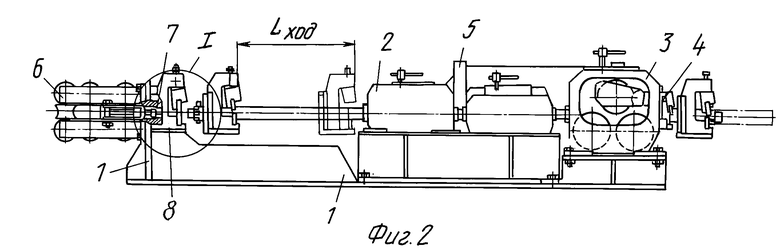
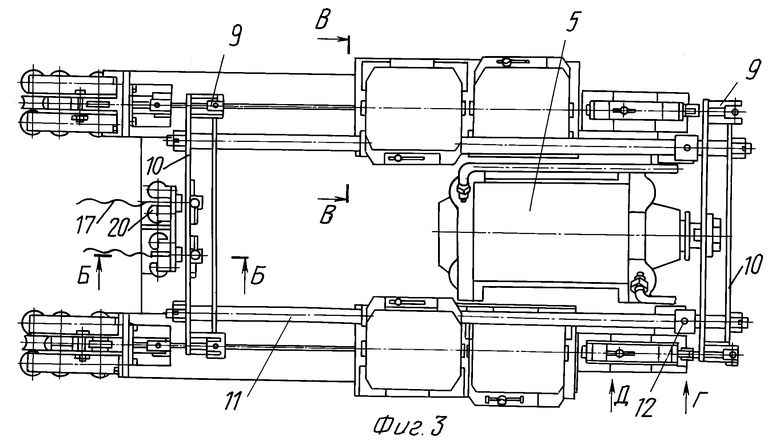
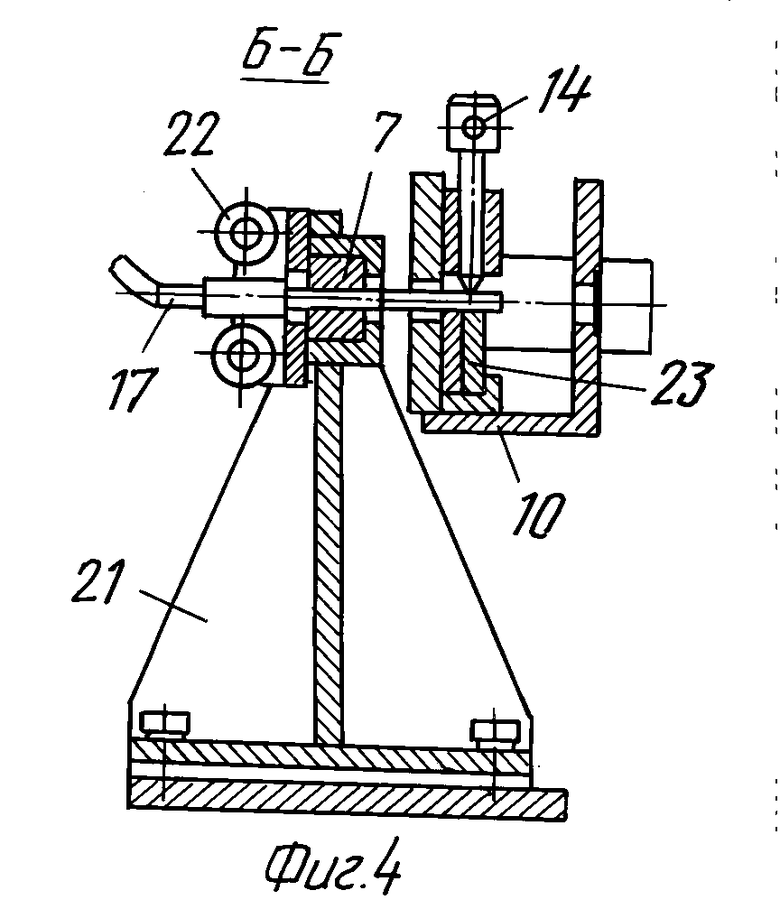
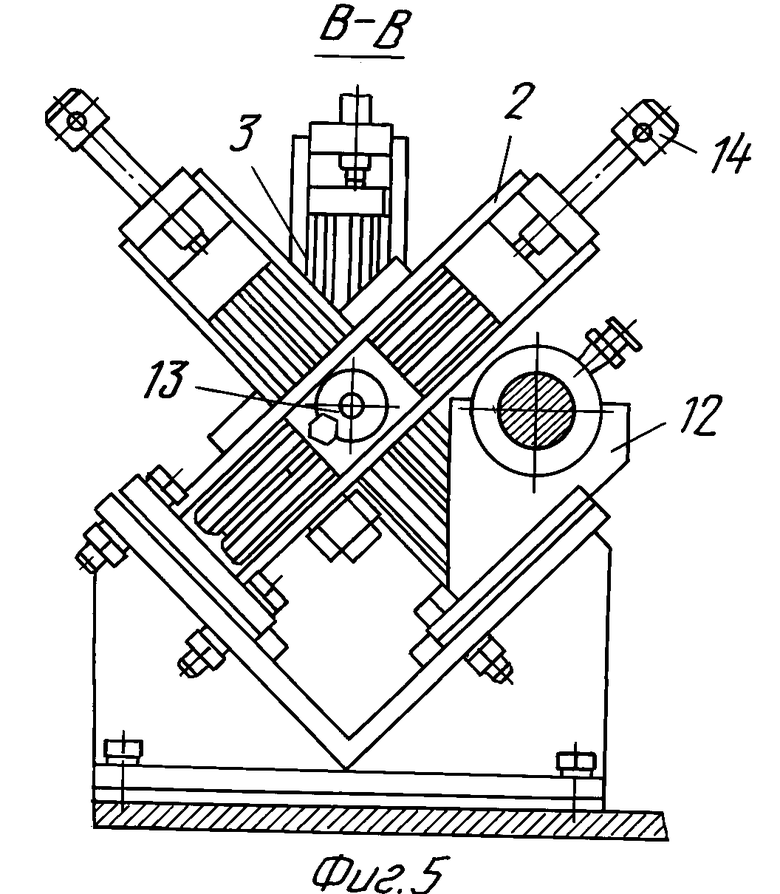
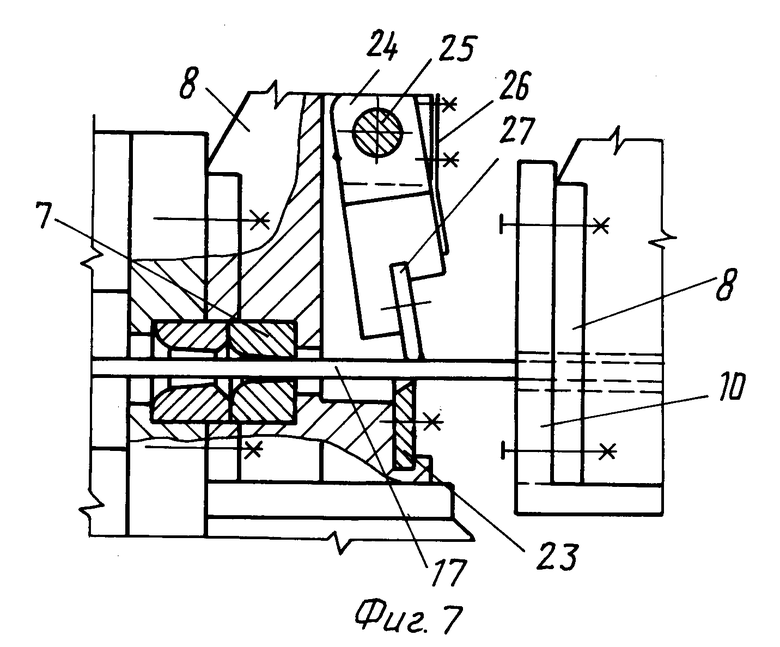
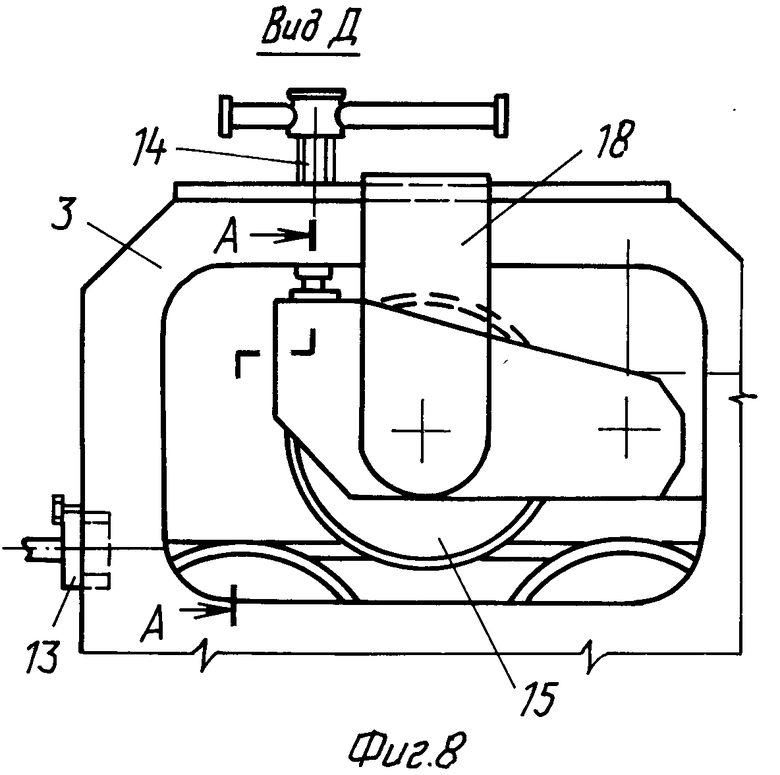
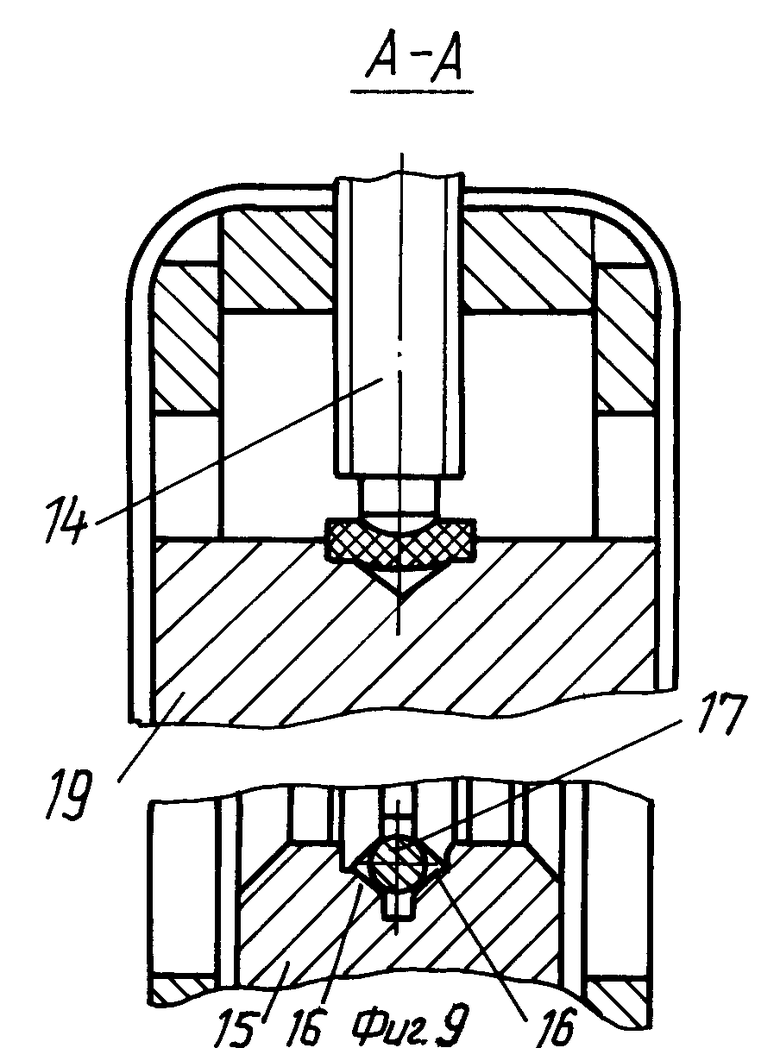
На фиг.1 показана схема предварительной и основной правки одной проволоки, на фиг. 2 - общий вид устройства для правки проволоки, на фиг.3 - вид сверху устройства для правки проволоки, на фиг.4 - разрез Б-Б на фиг.3, на фиг.5 - разрез В-В на фиг.3, на фиг.6 - вид Г на фиг.3, на фиг.7 - узел I на фиг.2, на фиг.8 - вид Д на фиг.3, на фиг.9 - разрез А-А на фиг.8.
Устройство для правки проволоки состоит из рамы с плитой 1 для установки блоков роликов 2, блоков роликов 3 с остановами 4 и приводом 5 возвратно-поступательного перемещения с ходом L.
На стойках плиты закреплены устройство предварительной правки 6 с роликовыми направляющими, фильеры 7 с втулками, стационарные захваты 8, действующие как остановы, захваты 9 на траверзах 10, закрепленных на штоках 11 с подшипниками 12.
Каждый блок роликов имеет также направляющие втулки 13, прижимные винты 14, прижимные ролики 15 со скосами 16 для фиксации проволоки 17 в пазах, прижимные ролики с подвесками 18, эластичные подкладки 19, амортизирующие проход торца проволоки.
Устройство подготовительной правки 20 имеет стойку 21, роликовые направляющие 22 и фильеры 7. Конец проволоки 17 зажимается между прижимным винтом 14 и пластиной 23, закрепленных на траверзе 10.
Захват-останов 8 имеет гнездо для фильеры 7, а в остальном одинаков с захватом 9 и состоит из корпуса с шарнирным противовесом 24 на оси 25 с пружиной 26, усиливающей возврат противовеса в исходное положение, прижимной пластиной 27, взаимодействующей с пластиной 23, имеющей паз для проволоки и упор для прижимной пластины.
Останов 4 на выходе из блока роликов 3 по конструкции аналогичен останову и захвату 9, отличается только меньшими габаритами.
Устройство работает следующим образом.
Концы проволоки 17 параллельно вводятся в устройство подготовительной правки 20 в его роликовую направляющую 22, фильеру 7 на стойке 21 и зажимаются между прижимными пластинами 27 и пластинами 23 посредством винтов 14 на траверзе 10. Включением привода 5 (минимально на один ход с возвратом) участки проволоки 17 протаскивают через фильеру 7 с роликовой направляющей 22 и освобождают. Затем проволоку вводят через устройства предварительной правки 6, направляющие втулки 13, фильеры 7 (см. фиг.1), останов 8 в захват 9.
Включают привод 5, перемещающий захватами 9 на траверзах 10, после каждого возврата, на ход L проволоку 17, которая проходит последовательно через направляющие втулки 13, блоки роликов 2, 3, остановы 4, которые, как и остановы 8, удерживают проволоку 17 неподвижно при обратном ходе траверзы 10.
После пробной правки при необходимости производится регулировка поджатия прижимных роликов 15 винтами 14 для обеспечения качества правки. При прохождении конечного участка действует только останов 4, а проволока 17 выводится захватами 9 приводной траверзы 10.
Использование заявленной конструкции для правки проволоки позволяет получить следующий эффект: применение устройства подготовительной правки концов проволоки позволяет избежать ручной правки, а использование при этом узлов основной правки сокращает габариты конструкции; сочетание роликовой и правки волочением с применением фильер позволяет сократить длину линии и править отходы проволоки с исправлением деформаций поверхности.
Использование в захватах качающегося противовеса с пружиной обеспечивает гарантированный самозахват, а сменные пластины позволяют иметь рабочие поверхности с высокой твердостью.
Наличие скосов в пазах роликов обеспечивает фиксацию проволоки при перемещении, а установка амортизирующих подкладок на прижимных роликах обеспечивает податливость жесткого поджатия при проходе торца проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| Намоточное устройство | 1983 |
|
SU1139529A1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Устройство для формирования и упаковки пачек бумаг в рукавный термосклеивающийся материал | 1984 |
|
SU1191361A1 |
| Устройство для правки и резки проволоки на мерные заготовки | 1990 |
|
SU1796328A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2450876C1 |
| Волочильный барабан | 1984 |
|
SU1271608A1 |
| Устройство для укладки герметика в свежеуложенное бетонное покрытие | 1976 |
|
SU746021A1 |
| Устройство для изготовления колец из проволоки | 1982 |
|
SU1125085A1 |
| Устройство для регулирования уровня слива жидкости | 1978 |
|
SU775493A1 |

Изобретение относится к обработке металлов давлением, а именно к правке арматурной, обвязочной проволоки и их отходов. Изобретение позволяет расширить технологические возможности устройства для правки проволоки и отходов с криволинейной осью за счет исправления деформаций поверхности и сечения. В устройстве осуществлено сочетание прокатки роликами и волочения через фильеру с применением раздельной подготовительной правки. Выпрямленные в устройстве подготовительной правки концы проволок вводятся через устройства предварительной правки, направляющие втулки, фильеры, остановы в захваты на траверзах. При включении привода возвратно-поступательного перемещения траверзы, связанные с ним и между собой штоками на подшипниках, перемещают захватами проволоку поступательно через блоки роликов и останов к выходу из устройства на стеллаж. 1 з.п.ф-лы, 9 ил.
\\\1 1. Устройство для правки проволоки, содержащее блок роликов с прижимными роликами, захваты прямого и обратного действия и привод возвратно-поступательного перемещения, отличающееся тем, что оно снабжено устройством подготовительной правки начального участка проволоки, устройством предварительной правки, дополнительными блоками роликов и направляющими втулками, при этом устройство подготовительной правки начального участка проволоки выполнено в виде роликовых направляющих с возможностью осуществления прокатки и фильеры сечением, близким к сечению проволоки, с возможностью осуществления волочения и обеспечения исправления деформаций формы и поверхности, каждый из указанных захватов выполнен в виде противовеса с пружиной и сменных пластин и прижимной пластины, а направляющие втулки расположены в каждом из блоков роликов. \\\2 2. Устройство по п.1, отличающееся тем, что оно снабжено эластичными подвесками и подкладками для амортизации прохода торца проволоки, при этом каждый из прижимных роликов блоков роликов расположен на соответствующей ему эластичной подвеске и выполнен со скосами под углом, близким к прямому, для фиксирования проволоки, при этом блоки роликов расположены по оси проволоки в трех плоскостях относительно друг друга.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для правки проволоки | 1978 |
|
SU730425A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU 94015064 A, 20.12.95 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Третьяков А.К., Роженко М.Д | |||
| Арматурные и бетонные работы | |||
| - М.: Высшая школа, 1988, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
