Изобретение относится к литейному производству, в частности к способам литья сложнофасонных крупногабаритных алюминиевых отливок.
Известен способ изготовления песчаных форм для литья фасонных отливок, при котором внутренние полости отливок оформляются песчаными стержнями (В.Н. Виноградов, "Литейные формы". Альбом конструкций. М., Машиностроение. 1997, с. 24-27).
Фиксация стержней осуществляется знаковыми частями. При изготовлении сложных отливок и наличии нескольких стержней в форме фиксация стержней только знаковыми частями ведет к значительным колебаниям литейных размеров отливок и большим припускам на механическую обработку.
Известен способ формовки в стержнях, при котором фиксация стержней в форме производится по знаковым частям, меткам, уступам и вставкам (А.П. Емельянова, "Технология литейной формы", М., Машиностроение, 1979, с. 104-105; П.Н.Аксенов, "Технология литейного производства", М., 1957, с. 143-144 ).
Известный способ не обеспечивает точности отливок. Фиксация стержней только по знаковым частям, меткам, уступам и вставкам не исключает их смещения в процессе сборки и заливки. Проверка установки стержней проводится шаблонами от переменных баз, что не гарантирует стабильности геометрических размеров отливок.
Известен способ, при котором изготавливают стержни, центральный стержень устанавливают перпендикулярно горизонтальной плоскости, а затем вокруг него устанавливают дополнительные стержни. Фиксация всех наружных стержней осуществляется от центрального песчаного стержня. Правильность установки каждого стержня вокруг центрального стержня проверяется специальными мерками, а также шаблоном (П.Н.Аксенов, "Технология литейного производства", М. , 1957, с. 145, фиг.84).
Известный способ не обеспечивает точности сложнофасонных отливок. Фиксация песчаных стержней вокруг центрального песчаного стержня происходит от одной базы (вертикальной оси), что не исключает их углового смещения. Нет надежной фиксации первого центрального стержня. Фиксация наружных стержней от песчаного стержня имеет большую погрешность из-за большой неточности самого стержня и его знаковых частей. Известный метод фиксации стержней применим только для частного случая, т.е. для отливок, имеющих центральное отверстие.
Наиболее близким по технической сущности является способ изготовления литейной формы, включающий изготовление стержней, их сборку на металлической подкладочной плите и их фиксацию (патент США 5381852 А, В 22 С 9/10, 17.01.1995).
По известному способу литейная форма формируется из множества составных частей, являющихся кольцевыми или дисковыми, плоскости которых перпендикулярны оси детали. Известный способ используется для литья колес и позволяет получить отливки высокой точности, не требующей механической обработки для балансировки.
Однако известный способ применим только для отливок, имеющих форму кольцевых заготовок. Для сложнофасонных отливок с множеством ломаных линий разъема применить упомянутый способ невозможно.
Задачей изобретения является повышение геометрической точности отливок за счет фиксации стержней при сборке пакетной формы от двух взаимно перпендикулярных осей.
Технический результат достигается за счет того, что сборку стержней и их фиксацию производят на металлической подкладочной плите, причем фиксацию стержней по вертикальной оси осуществляют металлическим штырем, установленным перпендикулярно на подкладочной плите.
Известен способ литья отливок ответственного назначения в стержневые пакеты. ("Информационный бюллетень" 56, 57, ноябрь-декабрь 1997, М., ЗАО ИТЦМ "Металлург", стр. 3; Информационный бюллетень 5 (76), июль 1999, М., ЗАО ИТЦМ "Металлург", стр. 5-6). В описании способа отсутствуют данные о методе фиксации стержней в форме, потому не известна достигаемая точность отливок. Однако известна достигаемая точность отливок при фиксации стержней в форме только знаковыми частями (Г.Б.Строганов, "Высокопрочные литейные алюминиевые сплавы", М., Металлургия, 1985, стр. 153, табл. 64).
Известен способ получения комплекта стержней для получения внутренней полости V-образных блоков цилиндров с туннельным картером, содержащим торцовые и цилиндрокартерные стержни, которые выполнены составными (а.с. СССР, 248905, В 22 С 9/10, 1969).
Комплект стержней не обеспечивает требуемой точности отливок. Известный комплект стержней применим только для отдельных случаев, в частности для получения внутренних полостей V-образных блоков цилиндров.
Известен способ изготовления литейных форм, включающий изготовление стержней и их сборку, при этом стержни монтируют на вертикально установленном кондукторе, а их знаки фиксируют путем засыпки формовочной смесью с последующим уплотнением или дробно (а.с. СССР 831351, В 22 С 9/10, 1981).
Известный способ применим для деталей, имеющих большое центральное отверстие. Фиксация всех установленных стержней производится только от одной вертикальной оси, что не исключает углового смещения стержней. Установка кондуктора без фиксации на горизонтальной плоскости приводит к большим погрешностям геометрии отливок, особенно отливок сложной геометрии и значительной высоты.
Фиксация стержней по горизонтальной плоскости осуществляется от горизонтальной плоскости подкладочной плиты.
Изготовление сложнофасонных алюминиевых отливок осуществляют следующим образом: изготовляют стержни, из стержней собирают пакет, в котором наружную и внутреннюю поверхность отливки оформляют стержнями. Отличительными особенностями сборки пакета являются:
1) горизонтальная ось отливки лежит на плоскости металлической подкладочной плиты;
2) вертикальный металлический штырь совпадает с вертикальной осью отливки;
3) первый стержень в основании пакетной формы устанавливается на подкладочную металлическую плиту;
4) базирование остальных стержней при сборке производится от двух осей координат: от горизонтальной плоскости подкладочной плиты и от вертикального металлического штыря.
Схема сборки пакетной формы показана на чертеже. Способ изготовления литейной формы реализуют следующим образом.
Изготовляют песчаные стержни, например, из холодно твердеющих смесей. Перпендикулярно металлической подкладочной плите 1 устанавливают металлический штырь 2, совпадающий с вертикальной осью А отливки. На металлический штырь 2 последовательно устанавливают песчаные стержни 12-7. Фиксация каждого песчаного стержня ведется от двух баз: вертикального металлического штыря 2 и металлической подкладочной плиты 1. При отсутствии центральною отверстия в отливке металлический штырь 2 извлекают, а отверстия в стержнях закрываются специальными цилиндрическими стержнями-пробками.
Собранная форма из стержней представляет собой пакет, в котором все стержни зафиксированы от двух взаимно перпендикулярных осей.
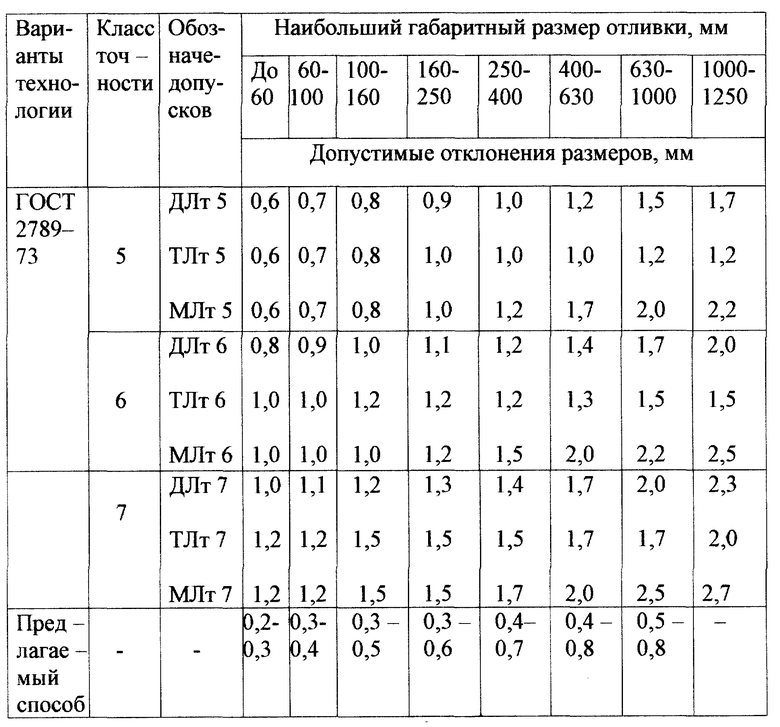
Достигаемые показатели отклонений линейных размеров (показаны в таблице) значительно ниже регламентированных показателей для отливок, изготовленных известным способом, в песчаные формы.
Предложенный способ изготовления литейной формы позволяет значительно уменьшить допустимые отклонения размеров отливок, регламентированные ГОСТ 2789-73.
Например, согласно ГОСТ 2789-73, отливки, изготовляемые из сухих или холодно твердеющих смесей, относят к 5, 6, 7 классам точности. Для указанных классов точности в зависимости от габаритного наибольшего размера отливки определены допустимые отклонения (см. таблицу). Эти отклонения закладываются при разработке чертежа отливки и согласовываются между исполнителем и заказчиком.
Предложенный способ изготовления литейной формы с фиксацией стержней при сборке от двух взаимно перпендикулярных осей позволяет для отливок, изготовленных по 5, 6, 7 классу точности, уменьшить отклонения литейных размеров отливок в 3-4 раза.
Это позволяет повысить геометрическую точность отливок, уменьшить припуски на механическую обработку, экономить металл, сократить вес отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВЫХ ОТЛИВОК | 2000 |
|
RU2175280C1 |
| СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2000 |
|
RU2188733C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2000 |
|
RU2192331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФАСОННЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 1997 |
|
RU2118229C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| УСТРОЙСТВО ДЛЯ ВЫТАЛКИВАНИЯ ОТЛИВОК | 1997 |
|
RU2124415C1 |
| ОТЛИВКА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1998 |
|
RU2146183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА В ОПОКАХ С ВЕРТИКАЛЬНОЙ ЛИНИЕЙ РАЗЪЕМА НА АВТОМАТИЧЕСКОЙ ЛИНИИ | 1992 |
|
RU2025194C1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2030244C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ | 1992 |
|
RU2043855C1 |
Изобретение может быть использовано при литье сложнофасонных крупногабаритных алюминиевых отливок. Изготовленные песчаные стержни собирают на металлической подкладочной плите. На плиту устанавливают металлический штырь, совпадающий с вертикальной осью отливки. На штырь последовательно устанавливают песчаные стержни. Фиксация каждого стержня ведется по двум базам: вертикального штыря и подкладочной плиты. Собранная форма представляет собой пакет, в котором все стержни зафиксированы относительно двух взаимно перпендикулярных осей. Обеспечивается повышение точности отливок, уменьшение припусков на механическую обработку. 1 ил., 1 табл.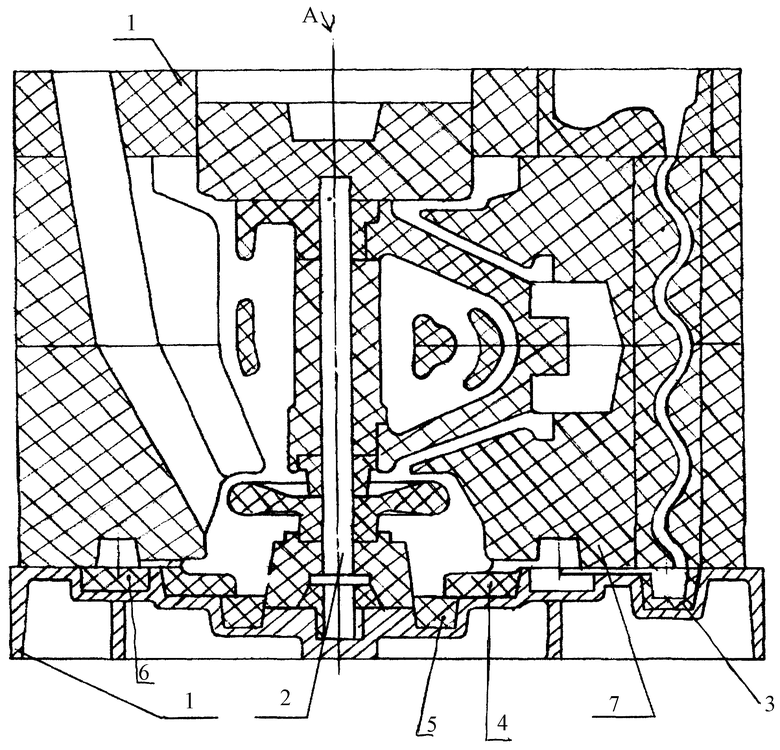
Способ изготовления литейной формы, включающий изготовление стержней, сборку стержней на металлической подкладочной плите и их фиксацию, отличающийся тем, что фиксацию стержней по вертикальной оси осуществляют металлическим штырем, установленным перпендикулярно на подкладочной плите.
| US 5381852 A, 17.01.1995 | |||
| АКСЕНОВ П.Н | |||
| Технология литейного производства | |||
| - М.: Машиностроение, 1957, с | |||
| Заслонка для русской печи | 1919 |
|
SU145A1 |
| Установка для измерения дебита нефтяных скважин | 1988 |
|
SU1601367A1 |
| US 5301423 A, 12.04.1994 | |||
| Способ изготовления литейных форм | 1979 |
|
SU831351A1 |
| Способ сборки литейных форм при горизонтально-стопочной безопочной формовке | 1973 |
|
SU1072984A1 |
